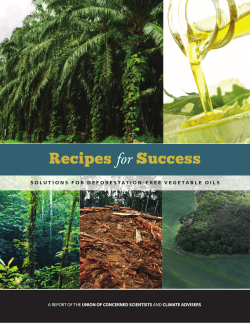
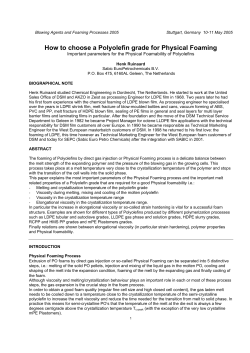
Quenchants For the heat-treatment of steel, cast iron and aluminium alloys PetroFer Chemie H. R. Fischer GmbH + Co. KG P. O. Box 10 06 45 31106 Hildesheim Germany Telephone: +49  51 21 / 76 27- 0 Fax: +49 51 21 / 5 44 38 www.petrofer.com | info@petrofer.com Dedicated to quality Table of contents Founded in Germany over 50 years ago, PETROFER has attained market leadership in many areas through its dedication to customer service and product development. GENERAL INFORMATION ON QUENCHANTS 1. PETROFER and quenching 1.1 Physical and chemical data 1.2 The quenching process 1.3 Vapour blanket phase 1.3.1 Boiling phase 1.3.2 Convection phase 1.3.3 The effect of bath temperature 1.4 on the quenching process Resistance to vaporization 1.5 Ageing resistance, service life and consumption 1.6 Safety precautions 1.7 Maintenance and monitoring 1.8 Cleaning heat-treated components 1.9 Today, PETROFER’S commitment to its customers is stronger than ever and continuous investment in personnel and resources will ensure that the company is more than capable of meeting the needs of its customers in the forseeable future. PETROFER products play a vital role in a wide variety of industri al applications such as heat-treatment, metalworking, cleaning, wire drawing, corrosion prevention, lubrication, hydraulics and in paper-manufacturing processes. In addition, PETROFER has developed products for a wide range of other speciality applications. QUENCHING OILS Accelerated quenching oils Low viscosity accelerated quenching oils ISOMAX / FASTQUENCH Accelerated quenching oils with high vaporization 2.1.2 stability ISORAPID / FASTQUENCH Hot quenching oils MARQUENCH 2.2 Quenching oils for vacuum furnaces VACUQUENCH 2.3 Normal speed quenching oils ISODUR 2.4 Water-washable E-type quenching oils 2.5 Biodegradable (mineral oil free) quenching fluids 2.6 SYNTHERM Tempering oils and synthetic tempering fluids 2.7 ISOTEMP / SYNTHERM 2. 2.1 2.1.1 The excellence of today’s product range is the result of the company’s philosophy of continuous improvement and the dedication of PETROFER personnel at the development centre in Hildesheim, Germany. Environmental compatibility and health and safety have been key factors in developing today’s range of PETROFER products and, in keeping with its position as a market leader, the company’s goal has always been to provide customers with the most advanced technology possible. From its origins in central Europe PETROFER has developed a worldwide network of associates and distributors to ensure that the needs of its international customers can be met completely. Wherever you are located, PETROFER chemists and engineers will work with you to find the optimum solution for your process. PETROFER’S commitment to quality assurance and the environment is reflected in the company’s accreditation to ISO/TS 16949, ISO 9001 and DIN EN ISO 14001. Wherever you are, you can count on PETROFER’S expertise, quality, and dedication to meet your needs. 2 WATER-MISCIBLE QUENCHING MEDIA 3. Polymer quenchants 3.1 AQUATENSID/AQUACOOL 3.1.1 FEROQUENCH 3.1.2 Other water-miscible quenchants 3.2 Emulsions AQUANOL / BLACKYNOL WL 3.2.1 Water additive salts AQUARAPID / AQUASAL 3.2.2 4. 4.1 4.2 QUENCHING SALTS Alkali salts AS 135 / AS 200 Chloride salts GS 405 / 406 3 1. General information on quenchants 1.1 PETROFER and quenching The metallurgical properties of heat-treated steel components are primarily dependent upon the austenitizing conditions, the hardenability of the steel and the quenching process used. Modern heat-treatment processes are forever making new demands on quenching fluids and PETROFER’s extensive development programmes ensure that our product technology is more than capable of meeting these new requirements. These programmes are designed not only to improve the technical properties of our quenchants but also to provide economic and environmental benefits. We are constantly screening new raw materials for their suitability of use in quenchants and our existing product range is reviewed continually to ensure that the best available technology is used. By using this approach, and testing new products not only in our own laboratory heattreatment facility but also in collaboration with equipment manufacturers, we can offer you the most comprehensive range of quenchants available today: Accelerated quenching oils Hot quenching oils Biodegradable quenching oils Vacuum quenching oils Water-based polymer quenchants, non-flammable Molten salt baths 4 By having our own extensive development facilities and a complete range of products we can ensure that the best solution for your needs is achieved. Many factors are important in choosing the most suitable quenchant: – hardenability of the steel – component details (size, shape etc.) – metallurgical properties required – furnace equipment – operator safety – post-treatment – environmental issues As many variables often have to be considered, it is important that a comprehensive knowledge of the quenchant is available i.e. – physical and chemical data – quenching properties – resistance to evaporation – thermal and ageing stability – physiological and ecological properties This brochure provides a general overview of quenching and details of various quenchants in our range and their potential applications. 5 OIL BATH TEMPERATURES correct temperature range optimum working viscosityt 1. 3 The quenching process high viscosity, reduced agitation, increased drag-out loss temperature too low A quenchant is characterized primarily by its quenching properties and these are difficult to describe in words. Descriptions such as ”harsh” or ”mild” are of little use in this technological era. The quenching process can however be studied using test probes such as: unnecessary smoke formation, increased fire hazard temperature too high – nickel and nickel alloy probes: cylinders 12,5 mm � (ISO 9950) or a ball (GM-test) – steel probes, 3-80 mm � (Meinhardt-method) 1. 2 Physical and chemical data – a silver ball, 20 mm � (MPI-silver ball method) – silver cylinders 8or16mm (Cetim method AFNOR NFT 60178) Important data used for identifying petroleum products are typically: viscosity, flashpoint and specific gravity. Unfortunately, however, these properties do not determine the suitabilty of an oil for use in quenching. Usually the cooling effect of the quenchant is shown either by plotting temperature vs. time or by plotting rate of cooling vs. temperature. Figure 2 shows the connection between the two methods of representation. Consumption of a quenching oil depends not only on viscosity but also on the resistance of the oil to evaporation. Figure 1 shows that the recommended application temperature range of various quenching oils ensures that their viscosity at the working temperature is similar and, with regard to the question of consumption, relatively low. Flash-point is, however, especially important in that it limits the application temperature range of an oil. Typically the upper temperature limit should be approximately 60 °C below the oil’s flash point. For every quenchant, whose boiling range is below the temperature of the component to be treated, the cooling process occurs in three phases (Figure 3). The three phases and their importance to the quenching process are described on the following pages. Specific gravity of a pure mineral oil can give an indication of its origin. However, it can be significantly modified by additives and therefore the quality of a quenching oil cannot be determined on the basis of its specific gravity. 100 100 100 80 80 80 60 60 60 50 50 50 40 40 40 100 80 60 50 30 25 55 5 4,5 4,5 4,5 4,0 4,0 4,0 20 16 14 3,5 3,5 3,5 12 3,0 3,0 3,0 aplication range kinematic viskosity in mm2/s 40 10 9 8 7 6 00 0 10 10 10 20 20 20 30 30 30 40 40 40 50 50 50 60 60 60 70 70 70 80 80 80 90 90 90 100 100 100 110 110 110 120 120 120 Low viscosity accelerated quenching oil accelerated quenching oil, high vaporization stability hot quenching oil 130 130 130 140 140 140 temperature in °C 30 30 30 25 25 25 20 20 20 16 16 16 14 14 14 12 12 12 10 10 109 99 88 8 77 7 66 6 900 900 800 800 700 700 600 600 500 500 400 400 300 300 200 200 100 100 5 4,5 Figure 1: Application temperature range as a function of oil viscosity, for various types of quenching oils. 4,0 3,5 0 10 20 30 40 50 60 70 80 temperature in °C 6 0 0 0 3,0 90 100 110 120 130 140 Figure 2: Various ways of showing the cooling characteristics of a quenchant. 5 10 15 cooling time in sec. 20 0 25 50 75 100 125 rate of cooling in °C/s 7 1. 3.1 Vapour blanket phase 1. 3. 2 Boiling phase A vapour “blanket” forms on the component immediately after immersion in the quenchant. This vapour layer acts as an insulator because of its low thermal conductivity and therefore the cooling rate in this phase is low. The duration of this phase depends essentially upon the quenchant’s composition. Our accelerated quenching oils have a very short vapour blanket phase and, in this respect, are superior to most other quenching oils. After a period of time, depending primarily upon the quenchant and component geometry, the vapour blanket starts to break down and the boiling phase begins. Heat is conducted away at an increasing rate by evaporation of the quenchant at the component’s surface. The rate of cooling reaches its maximum and as the surface temperature falls boiling becomes weaker and finally ceases. A short vapour blanket phase is not only necessary to avoid undesirable pretransformation microstructures but it also ensures a steady lowering of temperature on the total surface of the component thus minimizing thermal stress and distortion. INFLUENCEOFTHECOOLINGPHASES short vapour phase wide boiling phase cooling properties in the convection phase fast, homogeneous cooling of the entire workpiece surface good heat extraction from larger diameters can be influenced strongly by agitation vapour blanket phase boilingphase convectionphase Figure 3: The phases of the cooling process of quenchants having a boiling temperature below the quenching temperature. 8 9 1. 3. 3 Convection phase In the last phase of cooling heat is conducted away only by convection. Consequently cooling in this phase can be significantly affected by circulation of the quenchant. A high degree of cooling in the convection phase will result in deeper hardening of the component. For evaluation of the cooling curves shown in Figure 2 (page 7) the following points are therefore important: – duration of the vapour blanket phase – temperature range of the boiling phase – the cooling rate during the convection phase and the temperature at which it begins. 900 800 700 The maximum cooling rate cannot be used to compare quenchants as it only shows the steepest slope of the temperature/time curve and not the position of the curve in relation to the TTT diagram. temperature in °C 600 The TTT diagram in Figure 4 shows that the duration of the vapour blanket phase is of considerable importance in the selection of a quenchant. A short vapour blanket phase is necessary when quenching low alloy or plain carbon steels as only a few seconds (or, in extreme cases, fractions of a second) are available for the temperature to fall below the critical temperature range of approx. 600-500 °C. If this requirement is not met, undesirable soft structures such as bainite, pearlite, troostite and possibly ferrite occur. 500 400 Ms 300 200 100 58 HRc 27 HRc 0 0,1 For the hardening of alloy steels, where the TTT curve lies further to the right, the duration of the vapour phase is less critical, but the comments made in section 1.3.1 regarding uniform cooling of the surface to reduce thermal stress and distortion, should be borne in mind. 10 10 2 10 3 10 4 10 5 time in sec. Figure 4: Effect of various cooling characteristics on achievable hardness. (TTT-diagram C45, unalloyed steel 0,45 % C). 58 HRC 10 1 27 HRC 11 1. 4 The effect of bath temperature on the quenching process Quenching oils do not, for all practical purposes, change their cooling characteristics when their bath temperature remains within the recommended working range. Only extremely low or greatly elevated temperatures lead to lengthening of the vapour phase and thus a change in the performance of the oil. However, aqueous quenchants are considerably more affected by bath temperature. This is caused by the much smaller difference between the working temperature range and the boiling range of aqueous solutions in comparison with oils (water boils at about 100 °C whereas oils boil from about 300 °C upwards). Consequently, when aqueous media are being used, bath temperatures must be kept constant within relatively narrow limits. Figure 5 shows the influence of bath temperature on the quenching performance of several fluids. I N F L U E N C E O F T H E B AT H T E M P E R AT U R E O N T H E Q U E N C H I N G P R O P E RT I E S insignificant when the oil is within its working viscosity range quenching oils polymer solutions water considerable, depending on the type of polymer, may be used advantageously to adjust special quenching properties very distinctive 1. 5 Resistance to vaporization The description of the cooling process given in the preceding sections refers to quenching of individual components. If components are quenched in baskets, or batches, then the quenchant’s resistance to vaporization is vital to the achievement of optimum and consistent hardness. mittlere Abkühlgeschwindigkeit von 800-300 °C in °C/s 150 In batches of components a vapour ”cushion” forms at the start of quenching and this cushion envelopes the whole batch. 125 Consequently, by using a quenchant which is resistant to vaporization, this vapour cushion within the batch rapidly decays and all the pieces in the batch are cooled evenly. 100 150 150 150 150 150 The use of water-miscible quenchants, which are inevitably less resistant to evaporation, therefore requires special consideration for batch processes and, in most cases, quench oils are preferred due to their increased resistance to vaporization. 75 125 125 125 125 125 100 50 100 100 100 100 75 75 75 75 75 Good resistance to evaporation is also necessary for the successful use of a quenchant in sealed furnaces (integral quench furnaces) i.e. where the quenching bath is operated under a protective atmosphere. 25 50 50 50 50 50 0 25 25 25 0 00 25 25 0 50 25 00 0 00 75 100 125 150 temperaturt in °C 00 25 25 25 50 25 50 25 50 water additive salt water low viscosity acceleradted quentching oil 50 50 75 75 75 75 100 75 100 100 100 125 100 125 125 125 150 125 150 150 150 150 hot quenching oil polymer-quenchant Figure 5: Change in quenching speed in relation to bath temperature (shownschemati-cally). Figure 6: Test-equipment for vaporization-stability. 12 13 STABILITY OF QUENCHANTS high evaporation stability of oils good oxidation stability thermal stability avoids trouble some smoke formation, reduces consumption long servic elife, avoids formation of oil sludge insignificant smoke formation– no change in the basic properties Figure 7b: Quenching oil with poor ageing resistance after an oxidation test. 1. 6 Ageing resistance, service life and consumption Resistance to evaporation has a considerable effect on consumption and thus on oil bath economics. Experience has shown that, on batch quenching, probably more oil is lost through evaporation than through “dragout” by the components. Ageing resistance is, however, of the greatest importance in determining the economics of any oil bath. Oils having poor oxidation resistance will form a sludge, after a short period in use, and this normally results in deposits on the cooler; the coldest place in the quenching bath. Ultimately, discoloration appears on the surface of the treated components which is either difficult, or impossible, to remove. At this stage replacement of the oil is unavoidable. During the development of our quenching oils we have placed great emphasis on their resistance to oxidation (ageing) by using highly stable base oils and, in many cases, sophisticated proprietary additive packages. Several important points need to be observed, when using an oil bath, in order to achieve the optimum operating conditions. Figure 7a: Quenching oil with good ageing resistance after an oxidation ageing test. In order to keep the thermal loading within limits, and also to avoid severe variations in the working temperature of the bath, a relationship between the weight of the batch (or hourly throughput of the furnace) and the volume of quenchant must be maintained. This relationship depends upon the conditions of use of the oil and upon the size of the components. Large components which take longer to cool cause a lower thermal loading to the oil bath than tightly packed batches of small components which give off their heat rapidly. Consequently the following values are only intended as a guide to the relationship between the weight of quenching oil and the gross weight of the batch to be quenched: – open oil baths: 10:1 – the cooler and heating elements should not be made of copper as this acts as a catalyst in the oxidation of all mineral oil products. – the level of agitation in the system must not be excessive such that air is drawn into the oil. This condition will result in foaming and increased oxidation of the oil. – the heating area loading of the heating elements should be limited to about 1 W/cm². If a higher loading is used good movement of oil in the area of the elements must be maintained to avoid overheating. The life of water-miscible quenchants is usually limited by several factors. In the case of surface hardening operations the solution often has to be replaced because of the effects of contamination from previous processes. – sealed furnaces: 10:1 to 7:1 – hot quenching oils used at their highest temperatures 10:1 to 15:1 These values can also be used where quenching of small batches at short intervals takes place and the hourly throughput of steel is then used in the calculation. The thermal loading can also take its toll in the long term. In view of this, and the need to control the concentration of water miscible quenchants, more intensive monitoring is required for these products. The following points must also be observed, in particular when operating open hot oil baths: 14 15 NEGATIVE FACTORS WHEN WORKING WITH QUENCHING OILS 1. 7 Safety precautions Quenching oils are combustible liquids and in the quenching process the temperature of the components being treated is usually well above the flash point of the oil. However, providing simple precautions are taken, there are no fire hazards in practice. Ingress of water into quenching oil baths (typically through a leaking cooler or as condensate) does, however, create a special hazard. As little as 0,1-0,3 % water-contamination can considerably increase the fire hazard as well as changing the quenching characteristics of the oil significantly. Our own publications “Water in Quenching Oil?” and “Oil Fires in Heat Treatment Shops and their Avoidance” contamination with water bath temperature too close to the flash point immersion speed of the batch is too low contamination with fire extinguishing medium change of the quenching properties, high fire hazard increased fire hazard strong flame formation, increased fire hazard, trouble some smoke- and soot-formation certain extinguishing powders as well as all foams change the quenching characteristic and other properties provide detailed information about these subjects. drag-in of soot into E-oils may lead to stains on the work pieces The pamphlet “For your own Safety” also contains important guidelines for commissioning and operating oil baths. If water-miscible quenchants are used, these are incombustible and therefore no fire hazard exists. 1. 8 Maintenance and monitoring Aqueous quenchants must be carefully monitored with respect to both operating temperature and the concentration of the solution. Our instructions should be carefully followed to ensure successful results. Under normal operating conditions quenching oils do not require regular monitoring. Attention should, however, be paid to ensuring the working temperature of the oil is maintained and that the temperature never exceeds one which is at least 60 °C below the oil’s flashpoint before quenching a batch. The oil should also be regularly checked for water contamination. We recommend checking oil baths at least annually and water-miscible quenchants at shorter intervals depending upon the operating conditions. 16 17 1. 9 Cleaning heat-treated components When water-miscible quenchants are used, post cleaning of the heat-treated components is often unnecessary, even before tempering. However when high concentrations are being used rinsing of the components is recommended. PETROFER’s quenching oils will produce hardened components with a bright finish, providing of course there was no prior surface oxidation, suitable for further treatment, such as electroplating, without problems. Oil residues do not burn into the surface of the metal and therefore can be easily removed. Removal of quenching oil generally requires the use of hot cleaners, added to the rinse water, or an emulsifiable oil (E type oils, see 2.6.) should be used. Degreasing with solvents in a soak tank or in vapour is also possible. The hot cleaner chosen should be formulated to provide rapid release of the quenching oil so that it can be easily removed from the rinse tank. PETROFER has developed “FEROCLEAN” for this purpose, thus enabling rinse water to be used for longer periods with savings in disposal costs. For removal of separated oil the use of weir systems, or oil skimmers, is practical. Even emulsions from E-type quenching oils are destabilized when small quantities (0,5-2 %) of FEROCLEAN are added to the rinsing water. Centrifuges also enable very good oil separation from rinse water and can be used for both conventional and E-type oils. In the following pages our range of quenchants, subdivided into groups, is described. Individual product information is available for all of the products listed. N E G AT IVE INFLUENCES ON THE CLEANING PROCESS insufficient agitation in the cleaning bath insufficient oil separation from the washing bath, insufficient washing properties of the cleaner insufficient skimming, oil floating on top of the washing bath 18 remaining oil residues, especially in tightly packed batches oil residues remain on the parts, trouble some smoke formation during tempering washed batch may pick up oil when being withdrawn 19 2. Quenching oils 2.1 Accelerated quenching oils Accelerated oils are those quenching oils which are treated to enhance quenching performance. Until recently such treatment was only effective in low viscosity oils but our continuing development work has also made it possible to provide higher viscosity, hot quench oils with enhanced cooling properties. 2.1. 1 Low viscosity accelerated quenching oils Low viscosity accelerated quenching oils are used mainly in hardening plain carbon and alloyed quenching and tempering steels. Good penetration and/or through-hardening can be achieved even with large components. ISOMAX FASTQUENCH These oils are generally used in open baths. For sealed furnaces the more vaporization resistant ISORAPID oils are preferred. Some typical applications are: (depending on the heat-treatment equipment sometimes ISORAPID oils may be preferable) – hardening of high tensile bolts, screws, nuts, washers etc. – heat-treating of die-forged parts – hardening of hand tools – hardening direct from hot forging temperatures – heat-treatment of bar and sections – hardening of leaf and coil springs Designation viscosity at 40 °C (mm 2/s) ISOMAX 160 ISOMAX 166 ISOMAX 169 Fastquench 180 20 12,2 12,5 14,0 14,5 application temperature range (°C) 40 –70 40 –70 40 –70 40 –70 21 2.1. 2 Accelerated quenching oils with high vaporization stability These oils have been specially designed for use in sealed integral quench-furnaces. Their high resistance to vaporization prevents the furnace atmosphere from being affected by oil vapours and also ensures rapid decay of the vapour blanket on quenching. In this way, all the parts in the batch are uniformly, and rapidly, cooled. ISORA PID As a result of their high resistance to vaporization these oils are also particularly useful in continuous furnaces, where large quantities of components (usually small parts) reach the oil-bath simultaneously and it is therefore important to avoid the formation of a long lasting vapour cushion. Additionally it should be noted that using high vaporization stability oils in open quench tanks will also reduce smoke and flame formation. This can be extremly beneficial when direct quenching from forging temperatures or quenching in pit furnaces. These oils are also used successfully for low distortion hardening of transmission parts. The low level of distortion is achieved by the short vapour blanket phase of these oils, which effects a fast and uniform cooling of the whole of the component’s surface. FASTQUENCH FASTQUENCH accelerated quench oils are formulated from specially refined oils and semi-synthetic and synthetic additives. Their vapour phase is even shorter than that obtained with standard accelerated oils which enables a more uniform transfer of heat from the component and thus minimizes distortion. In addition, the evaporation resistance is also higher than that of accelerated oils in the standard line. The data for a typical product – FASTQUENCH 293 – are shown in the table. This oil technology is also available for hot quenching oils (e.g. MARQUENCH 844 HY). viscosity at 40 °C (mm 2/s) Designation ISORAPID 221 21 ISORAPID 229 FQ 50 – 80 50 – 80 24 ISORAPID 277 HM 25 ISORAPID 455 FASTQUENCH 293 50 – 80 17 ISORAPID 277 ISORAPID 459 application temperature range (°C) 50 49 31 (max. 130)* 50 – 80 (max. 130)* 50 – 100 (max. 150)* 50 – 100 (max. 150)* 50 – 100 (max. 140)* *) The use of MARQUENCH hot quenching oils is recommended for continuous operation in this temperature range. 23 2. 2 Hot quenching oils MARQUENCH First generation hot quenching oils provided slow cooling properties, and poor oxidation resistance, and were therefore very restricted in their range of application. The manufacture of MARQUENCH accelerated hot oils was only possible following our development of new additives and new standards have now been set for the operation of hot oils with respect to: – quenching speed – distortion control – service life The optimum hardness and lowest distortion is achieved with MARQUENCH 722 or MARQUENCH 729 and the more MARQUENCH 849 because of the extremely short vapour blanket phase and the cooling rate being kept low during martensite formation. In view of these properties the oils are used throughout the automotive industry for hardening transmission parts which are especially susceptible to distortion. MARQUENCH 722 or 729 can be successfully used to harden thinwalled components (such as deep drawn parts) which are usually unalloyed and fine grained and therefore difficult to harden even when in a carburized condition. In hardening of steel strip (carbon steels and alloyed grades) the minimum of distortion is achieved with MARQUENCH 722 or 729. viscosity at 40 ° C (mm 2/s) Designation MARQUENCH 325 42 MARQUENCH 722 78 MARQUENCH 729 MARQUENCH 849 MARQUENCH 875 3,4 94 156 110 application temperature range* (°C) 2,6 50 – 150 60 – 150 3,5 75 MARQUENCH 722 S 4 viscosity at 150 ° C (mm 2/s) 3,7 5,1 4,3 (max. 180) 60 –  150 (max. 180) 60 – 120 70 –  150 (max. 180) 70 –  160 (max. 200) *) The use of MARQUENCH hot quenching oils is recommended for continuous operation in this temperature range. 24 25 MARQUENCH 722 and 729 have also proved to be excellent for hardening small components even when used at low bath temperatures (70-90 °C). The cooling characteristics of MARQUENCH 875 and 325 are designed to give the greatest possible hardness penetration. These oils are therefore preferred for hardening of larger parts e.g. large gear wheels, pinion gears etc. When MARQUENCH accelerated hot quenching oils are applied at high temperatures, MARQUENCH 722 is prefered for sealed furnaces, MARQUENCH 729 can be used in sealed furnaces as well as in open tanks, 875 and 325 are used predominantly in open tanks. If there are no special requirements with regard to high quenching speeds, MARQUENCH 600, 800 and 1400 can be considered. They are, for instance, also used for hardening steel strip. MARQUENCH 3500 has proved itself especially useful for high temperature applications. This applies to both bainite hardening e.g. of rear-axle gears of nodular grey iron (S.G. iron) and to its use as the sealer cup oil in rotary hearth furnaces and vertical furnaces with a floating “base”. Our special brochure “Hardening in Hot Quenching Oils” contains further information on the applications and properties of hot quenching oils. viscosity at 40 ° C (mm 2/s) Designation MARQUENCH 600 58 MARQUENCH 800 MARQUENCH 1400 MARQUENCH 3500 113 260 480 viscosity at 150 ° C (mm 2/s) application temperature range* (°C) 3,2 60 – 150 4,3 6,3 9,1 80 – 160 (max. 180) 100 –  180 (max. 200) 150 –  250 (max. 265) *) The use of MARQUENCH hot quenching oils is recommended for continuous operation in this temperature range. 26 27 2. 3 Quenching oils for vacuum furnaces VACUQUENCH Vacuum heat-treatment with oil quenching creates extremely severe requirements for the oils used. VACUQUENCH vacuum quenching oils must display the following special properties in order to achieve suitable vacuum conditions and spotlessly clean surfaces: – extremely high resistance to vaporization – low gas absorption capacity – rapid degassing capability – extremely high degree of purity VACUQUENCH quenching oils were developed in close collaboration with manufacturers of vacuum furnace equipment and have proved their suitability over many years of practical use. They work in furnaces designed both with and without a gastight intermediate door, even when quenching is performed under high vacuum. VACUQUENCH B 244 produces a very high degree of cooling. It is suitable for quenching carburized parts, for hardening quench and tempering steels to achieve a deep case-or through hardening, and also for cooling stainless steels after solution annealing to give a precipitatefree matrix. VACUQUENCH 605 provides a particularly low stress, low distortion cooling regime. It is used for hardening bearing steel, tool steel and high-speed steels (if necessary after precooling in the gas stream) where these are not suitable for pressure gas quenching because of the cross-section of the material. VACUQUENCH 305 lies between the two oils previously described in terms of its cooling action. It is, therefore, used in commercial heat-treatment shops or plants with a wide variety of heat-treatment requirements. Designation VACUQUENCH B 244 VACUQUENCH 305 VACUQUENCH 605 28 viscosity at 40 °C (mm 2/s) application temperature range (°C) 28 30 – 70 30 55 40 – 80 50 – 150 29 2. 4 Normal quenching oils ISODUR These oils, also known as bright-quenching oils, are those which rely on viscosity to determine quenching speed. ISODUR normal quenching oils shows lower cooling characteristics as their viscosity increases. The term ”bright quenchin goils” hase volved historically and can easily lead to the mistaken view that other oils do not give bright surfaces after quenching. All of the quenching oils in our range produce clean, bright surfaces when components are quenched without prior oxidation. ISODUR normal quenching oils are used, for example, for hardening and tempering large forgings of alloy steels, bar and section quenching and for hardening tool steel. Controlling the surface appearance of components For special requirements with regard to obtaining extremely bright, shining surfaces or for homogeneous darkening of surfaces during the quenching process, PETROFER can provide special quenchoils (details upon request). ISODUR 220 is the standard grade in this series with the widest application spectrum i.e. the best possible compromise for quenching case-hardening, hardening quench and tempering steels and tool steels in the same bath. Designation viscosity at 40 °C (mm 2/s) ISODUR 160 10 ISODUR 220 ISODUR 350 ISODUR 450 30 19 38 58 application temperature range (°C) 30 – 70 50 – 80 60 – 90 60 – 90 2. 5 Water-washable E-type quenching oils All PETROFER’s heat-treatment oils, except MARQUENCH 1400 and 3500, can be supplied in water-washable versions. These oils contain specially designed surfactants to enable the oil film after quenching to either be rinsed off with water or, in the case of certain components e.g. ball bearings, to help the subsequent cleaning process remove oil residues. The water-washable grades are identified by the letter ”E” which is placed after their name (e.g. ISOMAX 166E). Type E oils do not differ in their physical data, cooling characteristics and oxidation resistance from the standard grades previously described. Conversion of existing quenching oil baths, both of our own range and those of other suppliers, to ”water-washable” types is usually possible at anytime. However, prior checking of a sample from the bath by our laboratory is recommended before any such action is taken. 31 2. 7 Tempering oils and synthetic tempering fluids ISOTEMP SYNTHERM Tempering oils and synthetic tempering fluids are used mainly for: 2. 6 Biodegradable (mineral oil free) quenching fluids SYNTHERM Additional to the line of mineral oil based quenching oils PETROFER has developed a line of biodegradable quenchants based on synthetic and/or natural raw materials. In addition to the advantage of environmental acceptability these products also have other outstanding properties. Some of these products have extremely high flash points and a vaporization stability superior to mineral oil based quenchants, despite their low viscosities. Consequently not only is consumption low but also the environmental input is reduced. SYNTHERM “oils” are available with a very high quench rate-faster than mineral oils – so that steels with very low hardenability, which previously had to be quenched in aqueous media, can be “oil” quenched to obtain the necessary hardness. – stress-relieving and tempering of hardened steel parts – heating parts for shrink fitting – eliminating hydrogen from steel that has been pickled – ageing of plastics for stabilizing ISOTEMP tempering oils are derived from mineral base oils and they are categorized by their application temperature range. SYNTHERM synthetic tempering fluids are significantly superior to tempering oils in oxidation resistance. Even at high working temperatures damp parts can be treated and they are therefore used in baths in continuous manufacturing lines for tempering wet parts e.g. after induction hardening or a washing process. SYNTHERM 354 OA was especially designed for cooling saltbath nitrided components. The SYNTHERM oil range con tains products which are easily cleaned with water and also grades which can be removed with a hot cleaner such as FEROCLEAN. The application of SYNTHERM oils should be discussed with PETROFER’s Technical Service Department in advance due to their special properties. Tempering oils Designation Designation SYNTHERM LO 180 SYNTHERM 354 SYNTHERM LO 460 viscosity at 40 °C (mm 2/s) 10,5 38,0 50,0 application temperature range (°C) 40 –  80 (max. 150) ISOTEMP 200 ISOTEMP 230 viscosity at 150 °C (mm 2/s) 108 4,3 225 ISOTEMP 280 200 230 6,3 480 application temperature max. (°C) 9,0 280 80 –  120 (max. 180) 60 –  100 (max. 150) Synthetic tempering fluids Designation SYNTHERM 354 SYNTHERM 354 OA 32 viscosity at 40 °C (mm 2/s) viscosity at 40 °C (mm 2/s) viscosity at 150 °C (mm 2/s) 38 2,7 37 2,7 application temperature range (°C) 100 –  200 (max. 220) 30 –  80 (max. 200) 33 3. Watermiscible quenching media 3.1 Polymer Quenchants As has been shown quenching oils cover a wide range of cooling performance yet there is still a significant gap between the maximum achievable cooling rate of a low viscosity accelerated oil and that achievable with ordinary cold water. Water-miscible quenchants which fill this gap are thus an ideal complement to the quenching oil range. Heat-treatment operations can be carried out with these water-based quenchants which would either be impossible or extremely difficult with an oil. This particularly relates to spray-quenching in induction and flame-hardening processes where a high degree of fire risk exists when using an oil. Emulsions have been employed in these applications instead of oil but unfortunately they do not give the low cooling rates in the temperature range for martensite transformation necessary to reduce, or eliminate, the danger of cracking. These cooling characteristics can only be achieved with polymer quenchants. As a result of our continuous development programmes we are today able to offer users a complete range of watermiscible quenchants which successfully covers the whole spectrum from oil-to water-quenching. Accelerated quenching oils can already be replaced in a wide range of applications as polymer solutions (FEROQUENCH) are available which give comparable cooling characteristics. These solutions are therefore suitable for hardening alloyed quench and tempering steels and some tool steels as well as for quenching components directly from forging. However, general substitution of quenching oils by watermiscible quenchants is – at present – not possible. It must be realised that these products contain from 60 to 98 % of water in the ready-to-use condition, the level depending on the concentration for a given application. The physical properties of the water phase (in particular its tendency to evaporate) are not modified to the extent that identical conditions are achieved to those found in quenching oil applications. 34 35 All water-miscible quenchants are of course incombustible, and, in contrast to oil quenching, the risk from fume and fire is avoided. This is particularly useful when hardening forged parts directly from forging temperatures and for interrupted quenching (time quenching) of components. However, for other applications, we recommend consultation with PETROFER’s Technical Service Department to make use of our extensive experience in this field. This is particularly important if a quenching oil is being replaced. In the following section our range of water-miscible quenchants is described, including emulsions and salt solutions. Our range of water-miscible quenchants is distinguished by high thermal stability. The products are low foaming, provide excellent corrosion protection and are not susceptible to attack by micro-organisms. The use of water-miscible products can often be a new venture for customers and therefore it is sensible to discuss applications thoroughly. This is obviously not so important with induction and flame-hardening operations where the use of water-miscible quenchants has been established for many years. 36 37 3.1.1 AQUATENSID AQUATENSID solutions reduce the quenching effect of water by virtue of the polymer in solution becoming insoluble during the quenching process and platingout onto the hot surface of the component. The thickness of the insulating film formed varies with the concentration of the polymer in the original solution. When the component cools to the temperature of the quenching fluid, the film dissolves completely thus ensuring that drag-out of polymer remains low. For this reason AQUATENSID quenching solutions are very economical in use. AQUATENSID products are used in quench baths mainly for hardening low alloy, and quench and tempering steels, which are difficult to harden with oil quenching but which are prone to cracking with water quenching. The AQUATENSID products are also used extensively in induction and flame-hardening processes. The examples used in the following section are taken from the wide range of applications suitable for AQUATENSID quenchants: – quenching forgings and bar and sections of low alloy and plain carbon steels as well as steel castings – quenching and surface hardening components for chain drives – hardening bolts and nuts, screws and self-tapping screws – hardening tongs, wrenches and other tools – partial quenching of tools without fire risk and smoke – hardening carburized or carbonitrided small parts in continuous furnaces (typical of chain and bicycle industries) – hardening of spring elements – induction and flame-hardening of crankshafts, camshafts and pinion shafts, gears, splines, spindles, rollers, constant velocity joints, saw blades, bedways, etc. Our own publication “Aqueous Quenchants in Hardening” contains the results of our research and experience in the practical application of AQUATENSID products. Attention is also drawn to the application of AQUATENSID products for aluminium heat-treatment. Aluminium alloy components, after homogenization annealing, are quenched with extremely low distortion when using AQUATENSID solutions instead of water. Successful applications are quenching of – sheet and sections in the aerospace industry – castings and forgings used for example in the automotive industry. In these cases the high cost of reworking is avoided by the use of AQUATENSID. AQUACOOL AQUACOOL is an highly effective polymer quenchant. It is mainly applied in cases when a very high concentration of AQUATENSID would be necessary to avoid cracks – especially in induction hardening processes. AQUACOOL can be used in these cases more effectively. 38 39 3.1.2 FEROQUENCH The FEROQUENCH group of products provide an even more significant reduction (compared with AQUATENSID) in quenching speed when added to water at various concentrations. Solutions in the range 8-20 % (depending on the FEROQUENCH-type) give cooling curves practically equal to those of quenching oils. Reduction of the quenching rate, compared to that of water, is achieved by the formation of a polymer film on the part’s surface during cooling. In the beginning of the cooling process a thin polymer film ensures uniform collapse of the vapour blanket and the start of the boiling phase. With further cooling, an insulating film develops and the thickness of the film varies with concentration. Its insulating effect ensures a controlled heat flow from the component into the quenchant. Products from the FEROQUENCH group are used to treat steels of higher hardenability e.g. for quenching alloyed tempering and case-hardening steels and for hardening tool steels. Interrupted quenching of components is possible at any surface temperature desired. Individual brochures are available for the various products in the range as well as publications covering research results and practical applications: “New polymer quenchants open up new fields of application” “Practical experience with water-miscible quenchants in the heat-treatment of carburized components using an example from the bearing industry” Product properties are described in detail in these publications which contain suggestions for interesting applications. 40 41 3. 2 Other water-miscible quenchants In addition to the polymer based quenchants, already described, the range of water-miscible products has for many years contained emulsion and salt based products. 3. 2.1 Emulsions BLACKYNOL WL Also in immersion tanks emulsions are used only for special applications in view of their uncontrolled vapour phase. A relatively stable cooling action is only achieved by using high bath temperatures which results in a very long vapour blanket phase. BLACKYNOL WL is, however, normally used in immersion tanks for the cooling of tempered parts. By quenching parts in BLACKYNOL WL after tempering in an oxidising atmosphere above approx. 500 C, the dark film of oxide on the component takes on a deep shiny black appearance. This film not only gives components a good appearance but also provides good corrosion protection. A typical application is in the quenching of bolts and nuts after tempering. 3. 2. 2 Water additive salts AQUARAPID AQUASAL Certain water soluble salt combinations are unique in their ability to shorten the vapour blanket phase. Consequently they can be used at temperatures of about 50 °C while the quenching action of plain water decreases significantly above temperatures of 20 °C. Water quenching salts are practically only used for hardening plain carbon or free machining steels to attain maximum hardness. The product range varies in chemistry from the harmless AQUARAPID F to the nitrite containing AQUARAPID and the cyanide containing AQUASAL. They will, depending on their chemical composition, provide various surfaces on hardened components: – silvery bright (AQUASAL) – uniform light grey (AQUARAPID F) – dark (AQUARAPID) The corrosion protection of the equipment and components also depends on the product’s composition. Also fully organic polymer quenchants allow an extremely high quenching speed like the before mentioned salt-based products. An example is FEROQUENCH HQ. 42 43 4. Quenching salts A range of quenchants is not complete without a selection of molten salts. These are used for both quenching and tempering of steel and also for heat-treating (homogenizing and precipitation hardening) of light metal alloys. 4.1 Alkali salts AS 135 AS 200 The various types of alkali based products differ in application by their melting point and, therefore, their lowest application temperature. The maximum possible bath temperature for these products is 550 C (or 600 C when pots of oxidationresistant steels are used). At higher temperatures thermal decomposition of the salt increases rapidly. The properties of the salts will depend on whether or not they contain nitrite. The nitrite-free alkali salt (AS 200, with its lowest application temperature of only 240 °C) has been found to be particularly suitable in the heat-treatment process known as conversion in the bainite stage (bainitic hardening or austempering). This is usually carried out in continuous furnaces such as shaker-hearth or beltfurnaces. AS 135 can be used for the same application but it is mostly applied to quench components which have been carburized or austenitized in salt baths (marquenching). Residues from salt baths containing cyanides become almost totally degraded by thermal decomposition during quenching in AS baths. Also the non water soluble residues from these baths are “rinsed off” by the AS 135 salt bath. Consequently cleaning of components is significantly easier. The quenching rate of AS-baths is reduced by carry-over from hardening or carburizing saltbaths. However, the quenching action can either be enhanced or restored by adding water in quantities up to 2 %. 4. 2 Chloride salts GS 405 / 406 Tool and high speed steels are quenched in the temperature range 460-560 °C in GS 405 salt-baths. In application in high speed steel salt bath lines the minimum application temperature for GS 405 increases continuously due to carry over from high temperature salt baths and as the salt “thickens”. This effect can be counteracted by additions of GS 406 to the GS 405 bath. Designation AS 135 AS 200 GS 405 44 melting point (°C) 140 230 430 application temperature range (°C) 160 – 550 240 – 550 440 – 700 application marquenching; transformation to bainite, tempering transformation to bainite, tempering quenching HSS and tool steels, tempering 45 Petrofer Production Locations around the world Argentina* Brazil* China Germany India Japan* Mexico Poland South Africa Taiwan* Thailand* Turkey USA* * under license Petrofer Organisations around the world Subsidiary Companies, Joint Ventures, Licensees and Distributors Austria Benelux China Great Britain Italy Mexico Switzerland 46 France India Poland South Africa Turkey Russia Indonesia Argentina Serbia Iran Croatia Slovakia Israel Czech Republic Slovenia Japan Brazil Spain Malaysia Bulgaria Sweden Norway Chile Taiwan Philippines Denmark Thailand Portugal Egypt Ukraine Romania Finland USA Hungary 47
© Copyright 2025 Paperzz