13:06
Pagina 1
TUTTO_MISURE
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
ANNO XV
N. 02 ƒ
2 013
GRUPPO MISURE ELETTRICHE
ED ELETTRONICHE
EDITORIALE
Aspettando l’aurora...
IL TEMA: AFFIDABILITÀ NELL’ELETTRONICA
Affidabilità dei prodotti e sistemi elettronici
ALTRI TEMI
Dietro l’angolo dell’innovazione: la Fotonica
Misure e fidatezza: sistemi riparabili
ISSN 2038-6974 - Poste Italiane s.p.a. - Sped. in Abb. Post. - D.L. 353/2003 (conv. in L. 27/02/2004 n° 46) art. 1, comma 1, NO / Torino - nr 2 - Anno 15 - Giugno 2013
In caso di mancato recapito, inviare al CMP di Torino R. Romoli per restituzione al mittente, previo pagamento tariffa resi - Contiene I.P.
4-06-2013
TUTTO_MISURE - ANNO 15, N. 02 - 2013
COPER TM 2-2013 ok
ARGOMENTI
Metrologia legale e forense: oneri e onori del CTU
Conformità e affidabilità - parte 4
17025: La non conformità - parte VII
AFFIDABILITÀ
& TECNOLOGIA
COPER TM 2-2013 ok
4-06-2013
13:06
Pagina 2
TUTTO_MISURE
ANNO XV
N. 02 ƒ
2013
IN QUESTO NUMERO
Test di sistema per la
movimentazione di flap di aeromobili
A Testing System for the Performance Evaluation
of Fault-Tolerant
Electromechanical
Drives for Aircraft
Applications
E. Fiorucci,
G. Bucci,
F. Ciancetta
95
Cosa c’è dietro l’angolo
dell’innovazione - la Fotonica
Beyond the corner
of innovation: Photonics
F. Docchio
111
Conformità ed efficacia
parte 4
Management of a
measurement process
part 4
T. Miccoli
131
Ottimizzazione delle proprietà
radiative delle superfici opache
e controllo degli apporti solari
Measurement and optimization
of surface radiative
properties of
opaque walls and
control of solar gains
A. Muscio
147
Editoriale: Aspettando l’aurora... (F. Docchio)
85
Comunicazioni, Ricerca e Sviluppo,
dagli Enti e dalle Imprese
Notizie nel campo delle misure e della strumentazione
87
Il tema: Affidabilità nell’Elettronica
Affidabilità dei prodotti e sistemi elettronici
89
(a cura di M. Catelani, M. Mortarino)
Gli altri temi: Misure per l’Aeronautica
Test di sistema biomeccanico fault-tolerant per la
movimentazione dei flap di aeromobili
(E. Fiorucci, G. Bucci, F. Ciancetta)
95
Gli altri temi: Metrologia fondamentale
Le proprietà classificatorie: qualche considerazione sulla
misurabilità oltre le unità di misura (L. Mari)
99
Gli altri temi: Misure per la sicurezza stradale
Una barriera attiva per il monitoraggio di parametri ambientali
e di sicurezza stradale
(R. Daponte, L. De Vito, M. Pappone, M. Riccio, L. Viglione) 103
Gli altri temi: Premio HBM ad Affidabilità & Tecnologie 2013
Misura del flusso nella ventilazione polmonare (L. Battista) 107
Gli altri temi: Dietro l’angolo dell’Innovazione
La Fotonica: Il Convegno TecFo di Affidabilità
111
& Tecnologie 2013 – prima parte (a cura di F. Docchio)
Campi e compatibilità elettromagnetica
La misura della resistività dei materiali (M. Cati)
117
Le Rubriche di T_M: Visione Artificiale
Soluzioni di visione innovative per incrementare
123
produttività e affidabilità (G. Sansoni)
I Seriali di T_M: Misure e Fidatezza
Sistemi riparabili: alcune definizioni
(M. Catelani,L. Cristaldi, M. Lazzaroni, L. Peretto, P. Rinaldi) 127
I Seriali di T_M: Conformità e Affidabilità
Dalla conformità all’efficacia: Parte 4 –
Gestione del processo di misurazione (T. Miccoli)
131
Le Rubriche di T_M: Metrologia legale
Il consulente tecnico d’ufficio: oneri e onori
137
(V. Scotti, F. Figoni)
Spazio Associazioni Universitarie di Misuristi
Dalle Associazioni Universitarie di Misuristi
141
Spazio delle altre Associazioni
L’automazione nei processi di taratura
della strumentazione elettrica (C. Pollio)
145
Ottimizzazione proprietà radiative delle superfici
opache e controllo apporti solari (A. Muscio)
147
Manifestazioni, eventi e formazione
2013-2014: eventi in breve
151
Lettere al Direttore
Il futuro dei Laboratori didattici Universitari
di misura (A. Cigada)
153
Commenti alle norme: la 17025
Non conformità, azioni correttive, azioni preventive, reclami
e miglioramento - Parte settima (N. Dell’Arena)
157
Abbiamo letto per voi
160
News
124-132-136-138-144-150-152-156-159
T_M
N.
2/13 ƒ 83
Franco Docchio
EDITORIALE
■
Aspettando l’aurora...
Waiting for the dawn
Cari lettori!
Tempi strani per un Paese
strano. In questi ultimi mesi
ne abbiamo viste di tutte.
Elezioni che hanno portato
a un’ingovernabilità latente
del Paese; un movimento
“anti-tutto” che fa da ago
della bilancia; un Presidente del Consiglio “Tecnico”
che si improvvisa Politico e
ne rimane “bruciato”; un
partito di maggioranza relativa che riesce a farsi
molto male da solo; un Presidente della Repubblica rieletto (primo caso della storia repubblicana)
dopo che aveva ripetutamente declinato gli inviti a
ricandidarsi; la riedizione di una coalizione che,
a una settimana dal primo voto di fiducia, incespica nei veti incrociati su questo o quel disegno
di legge. Come inizio per l’auspicata “terza Repubblica” c’è da farci il famoso “brodo”! La buona notizia in questo mare d’incertezza è che la
nuova compagine governativa sembra composta
in maggioranza da elementi con esperienza e/o
con voglia di fare (anche se esistono eccezioni).
Speriamo bene!
Per quanto riguarda le prime mosse del Governo
sui temi che ci riguardano, l’inizio sembra promettente: un impegno a non tagliare i fondi per
Istruzione e Ricerca e la nomina di un Amministratore Unico per Expo 2015, che faccia fare un
salto di qualità all’organizzazione dell’evento. Per
quanto riguarda il primo punto, attendiamo le
prime mosse del neo-Ministro dell’Istruzione e
Ricerca Carrozza, docente di provata esperienza
manageriale e stimata in ambito accademico.
Nel weekend trascorso, presso il mio Dipartimento si è tenuto un convegno dell’American Society
for Mechanical Engineering (ASME), interamente
organizzato da studenti dei Dipartimenti di Ingegneria Meccanica e dell’Informazione. Vi ho preso parte come Relatore in materia di Brevetti, Startup e Incubatori e ho scambiato pareri con i dirigenti del branch europeo della Società presenti all’evento, che ha visto anche gruppi di studenti
competere in un concorso di progetti nel campo
dell’automazione e della robotica. Ebbene, tutti
hanno mostrato il loro stupore e apprezzamento
per la vitalità, disponibilità, inventiva, spirito organizzativo della mia Università, accompagnati da
una sincera ammirazione per la qualità del contri-
buto scientifico dei Dottorandi che hanno esposto i
loro poster nell’atrio. “Dall’Università Italiana non
ce lo aspettavamo” mi hanno detto in molti. Ebbene
questo conforta la mia convinzione, già espressa in
queste pagine, che l’Università italiana è viva e vitale, nonostante gli orpelli burocratici, la mancanza
di una governance che promuova e non imbrigli docenti, ricercatori e studenti e la mancanza strutturale di fondi.
Altrettanto vivo e vitale mi è sembrato l’evento Affidabilità & Tecnologie 2013, che ha visto una partecipazione di espositori e pubblico in crescita
numerica e qualitativa. L’impressione generale è
quella di una classe imprenditoriale con un maggior
grado di ottimismo rispetto agli anni scorsi, pure
all’interno del quadro economico e sociale che
conosciamo. I convegni, di elevata qualità (come si
riporta in questo numero), hanno visto ampia partecipazione di neo-imprese, start-up e ricercatori che
hanno esposto le loro applicazioni di punta con
un’attenzione alle ricadute (trasferimento tecnologico e “industrializzazione” dei prodotti della ricerca)
che fino a poco tempo fa sembrava sconosciuta.
Spero vivamente che questa “corsa” all’imprenditoria nei settori high-tech serva da stimolo verso un
maggiore e più proficuo utilizzo lavorativo delle
giovani e inventive menti dei nostri laureati e Dottori di Ricerca. È fondamentale che l’opera del
Governo non si limiti all’emanazione di leggi a
favore dell’imprenditoria giovanile e della ricerca
applicata, ma che queste leggi vengano adeguatamente finanziate e i finanziamenti (basati sul merito
e non distribuiti a pioggia) vengano resi disponibili
subito e interamente (non un anno o più dopo la
presentazione della domanda). Solo in questo
modo lo spirito innovatore delle giovani generazioni verrà premiato.
Dalla finestra del nostro nuovo appartamento ascolto l’incredibile varietà di uccelli cantare nel bosco
circostante. Cantano già alle prime luci dell’alba,
poi a un tratto, come a comando, si zittiscono. Attendono l’aurora. Forse dubitano del suo arrivo. Infine esplodono con la melodia del loro canto. Anche noi, nonostante tutto, attendiamo un po’ increduli, ma tutto sommato ostinatamente fiduciosi, l’arrivo del sole.
Buona lettura!
Franco Docchio
T_M
N.
2/13 ƒ 85
COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE
▲
La Redazione di Tutto_Misure (franco.docchio@ing.unibs.it)
Notizie nel campo delle misure
e della strumentazione
NEWS IN MEASUREMENT AND INSTRUMENTATION
This section contains an overview of the most significant news from Italian
R&D groups, associations and industries, in the field of measurement science and instrumentation, at both theoretical and applied levels.
RIASSUNTO
L’articolo contiene una panoramica delle principali notizie riguardanti risultati scientifici, collaborazioni, eventi, Start-up, dei Gruppi di R&S Italiani nel
campo della scienza delle misure e della strumentazione, a livello sia teorico che applicato. Le industrie sono i primi destinatari di queste notizie,
poiché i risultati di ricerca riportati possono costituire stimolo per attività di
Trasferimento Tecnologico.
nità di creare una start-up, chiamata
ATHENA, che ha tra i suoi scopi
anche la gestione, manutenzione e
commercializzazione dei servizi forniti tramite laboratori remotizzati.
Il sistema include molteplici esercitazioni, tra cui: Acquisizione, Acquisizione e Finestra, Campionamento,
ADC Tests, Contatore – Misure su
modem, Magnetic measurements,
Multimeter (in simulazione), Rulliera,
Laser, Misura capacità variabile.
Per ulteriori informazioni:
athena@athenaconsulting.eu
SUCCESSO DI RSENS – START-UP sori sono oggi venduti principalmente IEEE INTERNATIONAL WORKSHOP
DELL’UNITÀ GMEE DELL’UNIVERSITÀ in Scandinavia, con un ottimo succes- ON MEASUREMENTS
DI MODENA
so di mercato. Complimenti a Luigi!
& NETWORKING (M&N 2013)
Vedere anche: http://gazzettadi
modena.gelocal.it/cronaca/
2013/03/02/news/il-rivelatoredi-radon-e-made-in-modena1.6620530
ATHENA CONSULTING SRL:
UNA NUOVA START-UP… TUTTA
AL FEMMINILE DA UNISANNIO
Promuovere il Trasferimento Tecnologico Università – Impresa è uno dei
punti focali di Tutto_Misure. Il Prof.
Luigi Rovati, dell’Università di
Modena e Reggio Emilia, responsabile della locale Unità GMEE, che ha
condiviso anni di attività scientifica
con il nostro Laboratorio di Brescia, è
oggi attivissimo in Ricerca Applicata e
promozione di start-up tecnologiche
che mostrano tutta la vitalità della
ricerca italiana e la voglia di fare
imprenditoria!
Rsens srl, seconda Società di Start-up
originata dal vivaio dei Ricercatori e
dottorandi dell’Università di Modena
(la prima era Nirox srl), produce sensori di Radon portatili per uso domestico, per la rilevazione del contenuto
di Radon in edifici e industrie. I sen-
L’Università degli studi del Sannio,
grazie al Prof. P. Daponte, ha dato
vita a una nuova start-up (tutta al femminile!) nel settore dei laboratori
remotizzati. Il servizio, partito con
finalità didattiche per i corsi dell’Ateneo beneventano, si è poi esteso ad
alcuni utenti europei e ad alcune categorie (disabili, lavoratori, ecc.). Tutto
ciò ha permesso di attrarre ulteriori
risorse sia in termini economici che di
collaborazione per ulteriori sviluppi
del sistema stesso.
La complessità gestionale di tali attività infatti si è trasformata nell’opportu-
Si terrà a Napoli nella splendida cornice di Villa Doria d’Angri, il 7-8 ottobre prossimi, l’IEEE International
Workshop on Measurements & Networking.
L’evento, giunto alla sua seconda edizione, è sponsorizzato dalla IEEE
Instrumentation & Measurement Society, oltre che dall’IEEE
Italy Section e dall’AEIT, e ha lo
scopo di riunire competenze e presentare i più recenti risultati e trend di
T_M
N.
2/13 ƒ 87
N. 02ƒ
; 2013
■
COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE
ricerca nell’ambito delle misure
sulle reti e delle reti di misura,
con un particolare focus sugli aspetti
multidisciplinari. Sono, inoltre, previste due Special Sessions su “Dependability and security measurements in computer systems and
networks” e “Sensor Networks
for Ambient Assisted Living”.
La scadenza per la sottomissione di
contributi nella forma di extended
abstracts è fissata al 20 giugno.
Per maggiori informazioni consultare
il sito
http://mn2013.ieee-ims.org
relative a monitoraggio ambientale,
energetico e strutturale.
Ulteriori informazioni sono disponibili
nel sito http://gmee2013.unitn.it.
NPL – NATIONAL PHYSICAL
LABORATORY
di successo in Ingegneria Meccanica,
e la Guida è a disposizione di membri dell’Istituto e scaricabile gratuitamente dal sito NPL (www.npl.co.
uk/publications/guides/begin
ners-guide-to-measurement-inmechanical-engineering).
La Guida è destinata a diventare uno
strumento molto prezioso a disposizione degli Studenti di Ingegneria
Meccanica.
All’evento di lancio del 24 Aprile
2013 al NPL, Martyn Sené, Direttore
Delegato e Director of Operations di
NPL, e Isobel Pollock, Presidente di
IMechE, hanno discusso dell’importanza della Misurazione e di come la
Guida può essere di supporto a giovani Ingegneri meccanici. All’evento
anno partecipato i collaboratori alla
stesura della guida, provenienti sia
dall’industria che dall’Università, nonché membri di IMechE e di NPL.
Il National Physical Laboratory e l’Istituto degli Ingegneri Meccanici (IMechE) hanno congiuntamente lanciato
la nuovissima “Beginner’s Guide
La XXX edizione to Measurement in Mechanical
del Congresso Engineering”. La misurazione è
Nazionale del- una chiave abilitante per una carriera
l’Associazione
“Gruppo di Misure Elettriche
ed Elettroniche”
(GMEE), che rappresenta uno degli
appuntamenti scientifici più importanti in Italia per ricercatori, esperti e
addetti ai lavori operanti nel settore
delle misure, si terrà quest’anno a
Trento, dall’8 all’11 settembre.
Come nelle ultime edizioni, il CongresLA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
so prevede la presentazione di memoORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
rie selezionate sulle diverse linee di
ricerca del GMEE e di alcune presentazioni da parte di costruttori di strumentazione. Sono inoltre previste una tavola rotonda sulla valutazione della ricerca scientifica e una sessione congiunta
con il gruppo Misure Meccaniche e
Termiche (MMT) (che terrà il suo XIII
Convegno Annuale nella stessa sede)
su “Innovazione tecnologica: criticità e
L’abbonamento biennale Vi offre
opportunità per l’Università, i Centri di
ricerca e l’Industria”.
8 numeri cartacei + 8 telematici
Il congresso terminerà con l’Assemblea annuale dei ricercatori del
(Tutto_Misure News)
GMEE.
Immediatamente a seguire, l’IEEE
Per richiedere le modalità di abbonamento,
Workshop on Environmental,
Energy and Structural Monitotelefonare al n° 011/0266700
ring Systems 2013 (EESMS
2013), fornirà ai partecipanti l’opo inviare una e-mail a: metrologia@affidabilita.eu
portunità per presentare ulteriori risultati di ricerca su tematiche di misura
IL CONVEGNO ANNUALE
DEL GMEE – TRENTO
Abbonarsi ORA per 2 anni a
TUTTO_MISURE
CONVIENE!!!
70 euro (anziché 80)
T_M ƒ 88
▲
AFFIDABILITÀ NELL’ELETTRONICA
IL
TEMA
A cura di Marcantonio Catelani e Massimo Mortarino (mmortarino@affidabilita.eu)
Affidabilità dei prodotti
e dei sistemi elettronici
Un convegno di Affidabilità & Tecnologie 2013
RELIABILITY OF ELECTRONIC PRODUCTS AND SYSTEMS
In the recent 7th edition of Affidabilità & Tecnologie (Turin, April 2013), the conference dedicated to “Reliability of electronic products and systems” (below a
large summary of the speeches, introduced by a contribution of Prof. Catelani,
coworker of Tutto_Misure for Reliability) hosted leading experts, operating into
the complex production chain of electronic devices. The conference offered an
important occasion for dissemination and awareness of the importance of reliability, its design, evaluation and measurement in various industrial domains.
RIASSUNTO
Nella recente settima edizione di aprile 2013 di Affidabilità & Tecnologie, il
convegno dedicato all’“Affidabilità dei prodotti e dei sistemi elettronici” (del
quale proponiamo un’ampia sintesi degli interventi, preceduta dall’introduzione del Prof. Catelani, referente di Tutto_Misure per quanto riguarda il tema dell’Affidabilità) ha visto confrontarsi autorevoli protagonisti della complessa filiera di un apparato elettronico, offrendo un momento importante per la divulgazione e la sensibilizzazione dell’importanza dell’affidabilità, della sua progettazione, valutazione e misura in svariati comparti industriali.
INTRODUZIONE
Marcantonio Catelani (Lab.
Misure, Affidabilità e Qualità –
Scuola di Ingegneria Firenze,
Dip. Ingegneria
dell’Informazione)
Il tema dell’Affidabilità è estremamente
complesso e variegato e sta rivestendo
un ruolo sempre più importante nella
realizzazione di componenti e sistemi
in tutti i settori dell’Ingegneria, e non
solo. Oggi, i requisiti di affidabilità non
sono più, e non lo devono essere, prerogativa dell’alta tecnologia, ma devono riguardare tutti i dispositivi, nei vari
contesti applicativi. Come “tecnico” e
Ricercatore in questo ambito da svariati anni, non posso non richiamare la
definizione che la normativa fornisce
per il termine affidabilità, ovvero “attitudine di un elemento a svolgere la funzione richiesta in condizioni date per
un dato intervallo di tempo”, definizione che può essere tradotta in termini
quantitativi come “probabilità che l’elemento sia in grado di eseguite la funzione richiesta, nell’intervallo assegnato
e in condizioni stabilite”. Il richiamo
alla normativa è particolarmente importante perché spesso, anche in contesti
industriali importanti, si confondono i
termini Affidabilità e Conformità, quest’ultimo inteso come rispondenza alle
specifiche. Ciò detto, appare evidente
che, a partire dal concetto di conformità come verifica delle prestazioni dell’elemento a “tempo zero”, normalmente misurata durante o al termine della
produzione, l’affidabilità fornisce informazioni sul mantenimento nel tempo di
tali prestazioni, fissate le condizioni
d’impiego. La normativa mette in evidenza due punti essenziali nella definizione. Si evince, prima di tutto, che il
concetto di affidabilità è legato al
tempo: fissato un determinato istante,
possiamo misurare la probabilità che
l’elemento funzioni correttamente e,
quindi, sia in grado di mantenere la
conformità a quell’istante. Il secondo
aspetto, di non minore importanza,
riguarda il fatto che non è corretto procedere con una valutazione di affidabilità se non si sono stabilite le condizioni d’impiego. Chiunque si occupi di
valutazioni di affidabilità ha ben presente questo aspetto, ma preme ricor-
dare la differenza che esiste, ad esempio in ambito elettronico, tra il tasso di
guasto calcolato in un ambiente in cui
le sollecitazioni sono controllate e limitate, rispetto a una situazione in cui gli
stress applicati sono notevolmente superiori. Un esempio per tutti: un sistema di
acquisizione dati che opera in un ambiente protetto, quale potrebbe essere
quello di un laboratorio, ha un comportamento affidabilistico diverso se confrontato con un analogo dispositivo utilizzato in presenza di sollecitazioni più
gravose, come ad esempio il caso d’installazione a bordo treno. L’aspetto sperimentale legato alle prove di laboratorio consente di valutare il comportamento di un componente o di un apparato. Anche in questo caso lo scenario
è estremamente ampio e si differenzia
molto in funzione del settore tecnologico. È possibile applicare sollecitazioni
singole, come temperatura, vibrazione,
urti, ecc., o una loro combinazione
(una prova combinata caldo-umido è
un esempio) con lo scopo d’innescare
fenomeni di degrado più o meno accentuati in funzione della severità della
prova. Gli scopi in ambito elettronico
sono molteplici; si ricordano le prove di
screening (il burn-in è un esempio) finalizzate a individuare la popolazione di
componenti intrinsecamente deboli generati da un processo di produzione, le
prove accelerate che prevedono livelli
di sollecitazione tali da diminuire la vita
utile del componente, le prove effettuate per verificare il comportamento affidabilistico di nuovi materiali, quali ad
esempio le colle conduttive, argomento
questo su cui molte unità di ricerca universitarie, tra cui la nostra, stanno lavorando. È essenzialmente in questo contesto che si collocano gli interventi di
ART Group, ST Microelectronics, Gest
Labs, Corona.
È importante ricordare che la conoscenza delle prestazioni di affidabilità
rappresenta il punto di partenza per
T_M
N.
2/1
T_M
3 ƒ 89
studi più complessi e articolati, come ad
esempio le valutazioni RAMS (Reliability, Availability, Maintainability and
Safety), le analisi di Rischio, gli studi di
SIL (Safety Integrity Level), ecc. Tecniche
ormai consolidate quali la FMEA/
FMECA (Failure Modes and Effects
Analysis / Failure Modes, Effects and
Criticality Analysis), la FTA (Fault Tree
Analysis), l’HAZOP (Hazard and operability study), Markov Analysis, e tante
altre che per brevità non cito, si avvalgono delle informazioni di affidabilità.
L’intervento di HTC costituisce un esempio d’integrazione tra la tecnica FMEA
e i dati sperimentali ottenuti da prove di
laboratorio.
Gianni Orlandini (ART GROUP)
Spesso nelle aziende l’Affidabilità viene
confusa con la Qualità: esiste una grossa differenza fra un prodotto che funziona a tempo zero e un altro che funziona durante tutta la propria vita… Se
l’azienda misura in campo i danni della
non affidabilità, si quantifica subito l’utilità di dotarsi di metodi e strumenti precisi per il governo dell’affidabilità.
Due anni fa ho spinto gli organizzatori
a portare l’Elettronica nell’ambito di
questa manifestazione: l’elevata importanza dell’affidabilità nell’elettronica
era sottovalutata… Eppure affidabilità
e tecnologie vanno di pari passo nel
mondo attuale: basta vedere i trend di
crescita dell’elettronica in ambito Automotive, Ferroviario, Metering, Medicale e in altri settori d’attività, nei quali i
sistemi elettronici andavano sempre
più a integrarsi con sistemi elettromeccanici o meccanici. Mi stupiva che non
si tenesse adeguatamente conto di tali
incrementi nel settore Automotive, dove
nel 2000 l’elettronica rappresentava il
22% nell’economia di un autoveicolo,
nel 2010 il 55% e oggi questo valore
è ancora più elevato. Se pensiamo agli
on board telematic devices presenti
all’interno di un’automobile, si vede
chiaramente la crescita esponenziale
dei dispositivi elettronici, per i quali è
fondamentale il controllo di affidabilità, dato che vanno a inserirsi in sistemi
meccanici o elettromeccanici che necessitano, da un lato, d’innovazione
tecnologica e, dall’altro, di affidabilità.
Spesso non vi è tempo sufficiente per
T_M ƒ 90
N. 02ƒ
; 2013
▲
IL
TEMA
valutare l’affidabilità di un’elettronica
che porta continuamente, in tempi
molto brevi, componenti innovativi.
L’affidabilità è un aspetto fondamentale, che va tenuto sotto controllo: nel settore automotive, i fornitori devono garantire bassi costi e alti volumi di produzione ma su di essi viene scaricata anche la responsabilità dell’affidabilità
dei prodotti forniti, quindi è indispensabile strutturarsi al meglio per poter soddisfare tali esigenze.
Un caso concreto, utile a esemplificare
l’importanza di un corretto approccio
alle tecniche affidabilistiche per le
aziende impegnate nel mercato competitivo, è quello sviluppato con un importante Gruppo italiano nel settore della
distribuzione Energia, nella cui realtà
l’affidabilità dei moduli elettronici è fondamentale.
Fotografata la situazione reale e individuati i precisi obiettivi da raggiungere,
abbiamo scelto di partire da test vehicle, riguardanti la componentistica elettronica che veniva impiegata, e capire
quali simulazioni potessimo utilizzare
per analizzare la “filiera” che concorre
alla realizzazione di moduli elettronici.
Abbiamo messo sotto controllo i giunti
di saldatura “lead free”, per valutarne
le variazioni chimico-fisiche mediante lo
studio della conducibilità e delle impedenze correlato all’invecchiamento del
giunto stesso, tramite varie metodologie
e normative di riferimento. Durante 5/6
mesi di lavoro abbiamo effettuato verifiche sui giunti di saldatura su 4 diverse
tipologie di finiture superficiali, usando
diversi tipi di leghe saldanti e di componentistica (QFP, BGA, PLCC, PTH,
componenti tradizionali, ecc.) impiegati nella costruzione della schede elettroniche. Le norme di riferimento erano le
varie IPC. Le analisi svolte tendevano,
in primo luogo, ad accertare che il processo industriale fosse sotto controllo,
altrimenti si perderebbe solo del tempo:
la “mortalità infantile” del componente
elettronico è quella che viene fuori
dopo i primi mesi di vita, quindi quando si fa un test vehicle è fondamentale
progettarlo in un ambiente industriale in
cui la sicurezza del processo produttivo
è fuori discussione. Bisogna poi possedere adeguate attrezzature e strumenti
di controllo e verifica: nel caso specifi-
co, una potente macchina RX 3D di ultima generazione per sofisticate analisi
del processo di saldatura bordo macchina, attrezzature per prove di pull test
e shear test, capabilities esterne o interne per micro sezioni su giunti saldati.
Per ogni rank di produzione abbiamo
effettuato analisi su un campione significativo: microsezione, pooling share
test, sezioni e analisi metallografiche,
ecc. La valutazione dei risultati ottenuti
ci consente di eliminare eventuali difetti. Abbiamo quindi fatto il punto sulla
morfologia fra il test vehicle e le schede
in campo con oltre 10 anni di vita e un
confronto dei risultati tra schede con
finiture e componentistica differenti.
Il nostro obiettivo era quello di spingerci con le prove fino a coprire dai 12-15
anni fino ai 20 anni di vita equivalente:
trattandosi di prove “zero difetti”, volevamo eliminare il rischio di non costruire un’ipotesi affidabilistica sufficientemente utile. Molto importante è la scelta dei cicli termici da seguire durante le
prove: nel caso specifico, cicli da 0 a
100 °C, con dual time di 10 minuti e un
gradiente termico di 15 °C/min, che
hanno richiesto l’impiego di una cella
climatica di elevate prestazioni. Quindi
abbiamo realizzato 4 campioni per ciascun tipo di lega saldante, simulando
20 anni di vita equivalente. Importantissimi altri due elementi considerati: la
freccia di deformazione dovuta agli
effetti termici (abbiamo progettato specifici sensori a fibra ottica per analizzarli) e l’impiego di metodologie DOE,
fondamentale su processi multivariabili.
Spesso queste metodiche DOE vengono
giudicate affrettatamente troppo costose: il DOE serve proprio a eliminare il
“PVC” (Proviamo/Vediamo/Cambiamo), preventivando le variabili, capire
quali siano influenti e, alla fine, i risultati sono estremamente razionali, correlati
e affidabili.
La mole di risultati ottenuti è stata molto
importante per il tipo di output che ne è
derivato, compensando adeguatamente
il lavoro iniziale di progettazione e pianificazione. Finora abbiamo effettuato
150 giorni di cella climatica, equivalenti a 12-15 anni di vita in campo, ma le
prove a tutt’oggi continuano. Risultati e
raccomandazioni emerse sono numerosissimi e mi limito a citarne alcuni: in-
N. 02ƒ
;2013
Santo Pugliese
(STMicroelectronics)
Da più di 25 anni lavoro nel reparto di
Affidabilità della ST di Cornaredo (MI)
e ho maturato una vasta esperienza sui
test affidabilistici dei circuiti integrati e
relativi meccanismi di fallimento. Nel
nostro laboratorio si fanno prove in particolare sui componenti elettronici per il
settore Automotive analizzandone i
guasti individuati, e direi che abbiamo
a che fare con tutta la possibile casistica di problematiche.
Siamo la principale industria europea
produttrice di semiconduttori, con 12
siti produttivi e un fatturato di 8 miliardi
di dollari. Il settore Automotive rappresenta il 18% della produzione e, se si
pensa che un chip in questo mercato ha
un valore di circa 1 dollaro, si può
avere un’idea di quanti componenti
vengono prodotti al giorno, e per ciascuno di essi vanno garantiti elevati target affidabilistici.
Questo segmento di mercato è molto
legato all’innovazione ed è ai vertici
delle sfide affidabilistiche: basti pensare ai radar utilizzati per evitare che l’auto investa il pedone, ai sofisticati controlli del motore, senza contare l’estrema variabilità delle condizioni ambientali in cui il veicolo deve operare, dai
-40 °C ai 150 °C. di temperatura del
motore. Inoltre nell’auto si trovano sia i
componenti con tecnologie “vecchie”
sia quelli di ultima generazione, ma per
tutti occorre garantire gli stessi standard
di qualità. Un settore applicativo che
richiede elevata affidabilità ma anche
continua riduzione dei costi: i nostri
clienti principali ogni anno ci chiedono
la riduzione del prezzo, obbligandoci
a continui step tecnologici per ridurre i
costi di produzione… ma l’affidabilità
sui prodotti safety deve continuare a
crescere! I nostri clienti più esigenti ci
chiedono 0 ppm, quindi zero difetti,
non solo per il rispetto delle pure norme
in materia di sicurezza ma anche perché nel settore auto, quando si verifica
un problema, scattano le campagne di
richiamo, la pubblicità sui mezzi d’informazione e quindi si verifica non solo
un danno economico ma anche d’immagine.
Nel concetto di affidabilità le variabili
più importanti sono il tempo e le condizioni in cui il dispositivo deve operare
(se un cellulare funziona anche sott’acqua, posso dire che è “robusto”, mentre
è “affidabile” se funziona correttamente nel tempo nelle condizioni di specifica). Ogni volta che un dispositivo non
rispetta tali condizioni ci troviamo in
presenza di un “failure”, che in ST classifichiamo nel seguente modo: “intrinseco”, se deriva da un problema sistematico di progetto o di processo, o “estrinseco”, se deriva da un problema sporadico che si può verificare una volta
avviata la produzione. La valutazione
affidabilistica svolta sul lotto di qualifica
è comunque focalizzata sui problemi
intrinseci. L’approccio base che usiamo
è quello di effettuare test accelerati in
cui applichiamo gli stress maggiori possibili, sia elettrici sia fisici (possono essere sequenze o stress singoli), a cui il
prodotto in campo sarà soggetto. L’obiettivo è quello di riprodurre in un
tempo più breve lo stress che il componente subirà durante tutta la propria
vita, anche eccedendo tali limiti per individuare i margini di robustezza sopra
citati. La “curva della vasca da bagno”,
nota per chi opera nel settore, serve a
visualizzare graficamente l’andamento
del failure rate nel tempo: prima abbiamo la mortalità infantile, poi la vita utile
e infine la degradazione. I principali
fattori di stress che applichiamo sono:
la temperatura (che aumenta la mobilità dei processi di diffusione e la velocità delle reazioni chimiche), le variazioni di temperatura (che aumentano gli
sforzi di taglio e le compressioni/
espansioni dei materiali), l’umidità
abbinata alla temperatura (fattori acceleranti della corrosione), la tensione
(che accelera i fenomeni di degradazione degli ossidi e la velocità dei por-
▲
nanzitutto vi sono informazioni estremamente tranquillizzanti per alcuni tipi di
finiture ENIG con lega saldante 305
(nessun guasto dopo 12 anni simulati) e
per le finiture OSP (1 guasto dopo 12
anni simulati), mentre sono state rilevate
indicazioni preoccupanti su alcuni componenti PTH e tradizionali. Avevamo
inoltre inserito nel test alcuni dispositivi
reballing (processo richiesto, ad esempio, in ambito militare) e i risultati sono
stati tutt’altro che rassicuranti.
IL
TEMA
tatori di carica), la corrente (per gli
effetti di metal electromigration e di
degradazione del giunto di saldatura) e
i picchi di potenza (che possono creare
deformazioni e fratture nelle metal).
Quando parliamo di prove di affidabilità dobbiamo anche pensare a come è
fatto il circuito integrato e a come la
tecnologia si sia evoluta nel tempo: fino
a pochi anni fa, lo spessore della parte
superiore delle interconnessioni era più
o meno uguale a quello della parte inferiore dove ci sono le diffusioni nel silicio; oggi la parte superiore, per esempio, è un castello di metallizzazioni,
ben più spessa rispetto a quella inferiore, che invece continua a ridursi. Ciò influisce pesantemente sulle prove, imponendo un’attenzione maggiore alle interconnessioni fra i vari strati.
Ciascun test di affidabilità, che segue
precisi standard, mira a mettere in evidenza uno specifico meccanismo di fallimento: la prova elettrica cerca di simulare l’applicazione e di creare guasti
dovuti alla corrente e alla tensione; i cicli termici mirano a creare rotture; la
prova umida è volta ad accertare gli effetti di umidità; ecc. È importante simulare tutti gli stress che il dispositivo subirà durante il tempo di vita specificato
dal cliente. Ad esempio, nelle varie prove di affidabilità i dispositivi non sono
saldati sulla board applicativa, e per
simulare lo stress che subiranno durante
il processo di saldatura che adotterà il
cliente, dopo aver tenuto i componenti
per con un certo tempo in umidità controllata (192 ore a 30 °C con 60% di
umidità), li sottoponiamo a un profilo termico simile a quello vero, con un picco
di temperatura che arriva intorno ai
260 °C, e analizziamo le possibili degradazioni causate dall’umidità intrappolate nel package. Dopo questo “Preconditioning” i dispositivi vengono suddivisi poi nei vari stress test.
La regina delle prove di affidabilità,
chiamata HTOL (High Temperature
Operating Life), è quella che cerca di
simulare esattamente l’applicazione. Ad
esempio, riguardo al sistema frenante
ABS, ognuno dei circa 200 componenti sottoposti a tale prova pilota un carico
induttivo simile a quello del sistema,
chiudendo e aprendo le valvole tante
volte quanto richiesto nella specifica del
T_M ƒ 91
N. 02ƒ
; 2013
cliente (o anche molto di più, per avere
un adeguato margine di robustezza
verso possibili problemi in produzione
non evidenziabili normalmente sui lotti
usati per la prova), in regime di alta
temperatura (150 °C o più) in modo di
accelerare possibili degradazioni delle
metallizzazione dei power.
Ogni volta che si fa una prova-vita si
deve stressare in maniera controllata:
ogni meccanismo di fallimento deve
essere accelerato, senza introdurne di
nuovi e questa è la difficoltà maggiore
alla quale dobbiamo ovviare.
Ogni meccanismo di fallimento testato
potrebbe far deviare un parametro e
quindi dobbiamo valutare se il dispositivo dopo prova è ancora dentro specifica; ma non solo, dobbiamo riuscire
anche a misurare il margine di robustezza verso il suo tempo di vita in
applicazione. In tale ottica, è importante quindi fare prove di robustezza, per
misurare il margine verso il fallimento,
andare oltre gli standard. Ciò si può
ottenere tramite prove di ware-out, che
tuttavia non sono sempre attuabili, a
causa della loro eccessiva durata.
Abbiamo quindi messo a punto analisi
sia fisiche sia elettriche sui pezzi dopo
prova basate sul “quasi difetto”, sulla
degradazione e su modelli di simulazione del meccanismo di fallimento. Se
vogliamo raggiungere la soglia degli
“zero difetti”, nella qualifica dobbiamo
garantire un approccio in termini di robustezza, anche se ciò non è sufficiente perché a tutti i livelli, dalla tecnologia
di front end e back end alla progettazione, produzione e service, ogni tassello deve contribuire al raggiungimento dell’obiettivo. A livello di qualifica,
possiamo agire sulle prove di robustezza, mentre in produzione devono essere effettuati tutti gli screening possibili dei
pezzi deboli. Infine, anche il service
deve essere adeguato a tale tipo di
approccio e solo a questa stregua l’obiettivo “zero difetti” è raggiungibile.
In sintesi, il concetto che stiamo cercan-
T_M ƒ 92
do di applicare a livello di “robustezza” in affidabilità è il seguente: ricevuto dal cliente il mission profile, disponendo della nostra matrice dei meccanismi di fallimento, in base a come è
fatto il prodotto produciamo una matrice di test, che va a integrare quella
degli standard e ci permette di valutare
il margine di robustezza e superare il
concetto di qualifica basato solo su 0
scarti nelle varie prove.
Enrico Galbiati (GEST LABS)
Il nostro Laboratorio si occupa da anni
di test di affidabilità per conto terzi e
l’esperienza fin qui sviluppata ci suggerisce che l’affidabilità nell’elettronica
dipende da fattori legati ai processi e ai
materiali. Fra i primi ne troviamo due
strettamente connessi, che coinvolgono
anche il fattore base, l’umidità relativa,
in modo diametralmente opposto: l’accumulo di cariche elettrostatiche, in
grado di provocare una scarica elettrica, indicata con Electrostatic Discharge
(ESD), e la sensibilità all’umidità da
parte di alcuni tipi di componenti, chiamati Moisture Sensitive Devices (MSD).
Queste tematiche sono spesso sottovalutate, soprattutto perché solitamente
hanno i maggiori effetti sull’affidabilità
e sono “nascoste”, quindi non danno
rilevanti problemi nell’immediato. La carica elettrostatica influenza praticamente
tutti i componenti ed è difficile da tenere sotto controllo, anche perché a volte
gli standard forniscono indicazioni non
facili da seguire. L’accumulo di cariche
sulla superficie degli oggetti spesso non
danneggia immediatamente i componenti ma, nel momento in cui si trasferisce da una superficie all’altra, genera
una corrente generalmente bassa ma
sufficiente a provocare danni nei componenti, visibili soprattutto nel tempo.
Un problema importante, in particolare,
nei siti produttivi. Un oggetto può caricarsi per effetto triboelettrico, per contatto con oggetti già carichi o per induzione. Per esempio, una volta che l’effetto triboelettrico ha generato oggetti
carichi, attraverso il contatto o l’induzione si possono causare scariche elettriche che possono danneggiare i componenti elettronici. Quindi una delle
maggiori cause di questi problemi è
l’effetto triboelettrico, che avviene quan-
do vengono a contatto materiali diversi
che hanno diverse affinità elettroniche.
Infatti, alcuni materiali tendono a perdere cariche negative (elettroni), altri
ad acquistarle: se sfortunatamente ho
vicini tra loro due materiali che sono
lontani nella scala triboelettrica, uno dei
quali tende a cedere elettroni e l’altro
ad accaparrarli, basta uno strofinio o
un piccolo contatto e abbiamo già l’oggetto carico. Questo può avvenire sia
quando si mettono a contatto due materiali diversi, sia quando li si separa (ad
esempio, quando si stacca un pezzo di
nastro adesivo). L’effetto triboelettrico
dipende inoltre dall’ampiezza e dalla
forza dello strofinio e da altri parametri,
tra i quali l’umidità. A questo punto si
rischia di danneggiare il componente,
perché trasferiamo corrente da un oggetto all’altro. Queste cariche si possono generare dagli indumenti degli addetti, delle pavimentazioni dei locali
produttivi, ecc.; i relativi potenziali elettrostatici che si generano possono essere veramente elevati. In tale ambito, un
fattore importantissimo è l’umidità relativa: quando essa scende sotto il 30%
abbiamo una grande produzione di
cariche elettrostatiche che possono provocare danni notevoli. Il danneggiamento del componente può avvenire
per effetto del contatto con l’operatore,
che può così scaricare la propria carica elettrostatica sul componente stesso,
oppure tramite una macchina, che può
avere parti con cariche elettrostatiche
che, per contatto, vengono trasferite al
componente. Occorre pertanto prevenire tali effetti, in primo luogo proteggendo gli operatori dall’accumulo di cariche elettrostatiche (attraverso indumenti
protettivi, bracciali collegati a massa,
ecc.). La scarica, generando calore,
può provocare danni nel componente.
A volte si raggiungono temperature
molto elevate, anche se le scariche possono essere d’intensità non percepibile
dalla persona. Possiamo pertanto avere
un guasto immediato, rilevabile, oppure più frequentemente un guasto
latente, perché la scarica può generare
un innalzamento della temperatura che
provoca microfratture interne nel componente che però non si manifestano in
tempi così brevi da rendersi evidenti
nell’immediato.
N. 02ƒ
;2013
Un altro fattore che influisce sull’affidabilità riguarda i componenti MSD,
generalmente plastici, che assorbono
umidità e non si danneggiano immediatamente, ma nel momento in cui
sono sottoposti a temperature superiori
a 200 °C durante la saldatura sulla
scheda. Infatti possono subire danni, in
quanto l’umidità assorbita si trasforma
in vapore che genera tensioni. Queste
causano fratture, che si manifestano
in modo repentino (se di entità veramente grave) oppure possono semplicemente indebolire il componente e
fargli perdere nel tempo la funzionalità. Alcune fratture possono essere rilevate solo tramite esami accurati in laboratorio, che utilizzano strumenti
specifici, come il microscopio acustico
a scansione.
Esistono standard, a volte poco conosciuti, che offrono indicazioni su come
gestire i vari tipi di componenti, catalogati secondo lo specifico livello di sensibilità all’umidità. Di conseguenza, in
produzione è necessario considerare
come gestire questi componenti: ad
esempio, se dopo aver aperto la busta
contenente componenti MSD questi non
sono utilizzati subito, dopo quanto
tempo devono essere chiusi in un’apposita busta? Come deve essere questa
busta? Quando la busta viene riaperta
e i componenti MSD rimangono ancora
esposti all’ambiente, dopo quanto
tempo e come devono essere “asciugati”? Tutti questi accorgimenti consentono
di gestire al meglio i componenti, riducendo al minimo i possibili problemi.
Attenzione, quindi, a tener sotto controllo questi aspetti, che a volte sono sottovalutati, sia perché difficili da analizzare sia perché molto spesso manifestano i propri effetti nel tempo.
Achille Garrone (Ricerca
& Sviluppo – CORONA)
La CORONA spa produce da sempre
circuiti stampati e due terzi della nostra
produzione riguardano le finiture
ENIG. Fin dai primi anni ’90 è emersa
l’esigenza di considerare il circuito
stampato non più come supporto di una
serie di componenti ma come un componente esso stesso, in quanto attore
nel funzionamento dell’apparato. Si è
così iniziato a dimensionare i condutto-
ri, i dielettrici, ecc. per ottenere
un valore resistivo noto, che non
fosse penalizzante per il funzionamento dell’apparato. Sono
stati sviluppati laminati in possesso di caratteristiche dielettriche e
di perdita di segnale diverse, in
modo da raggiungere l’obiettivo
prefissato in termini d’impedenza. Abbiamo sviluppato un know how proprio, grazie anche alla collaborazione
con gruppi di ricerca d’importanti
aziende elettroniche operanti nel settore telecomunicazioni e in quello militare. L’integrazione dei componenti, la
loro miniaturizzazione e, soprattutto, la
sempre maggiore velocità di trasmissione dei dati hanno reso necessario che i
circuiti stampati utilizzassero laminati
che alle alte frequenze non interferissero, se non in modo controllato, con il
passaggio del segnale. I valori più
significativi fra le caratteristiche dei laminati sono la costante dielettrica e il
fattore di dissipazione, che sono tanto
migliori quanto più bassi: il top in tal
senso è rappresentato dai materiali a
base teflon, che hanno una costante
dielettrica da 2,2 a 2,6, ma presentano
problemi di lavorabilità e di costo. I fabbricanti di laminati, spinti anche dalla
rapida evoluzione dei componenti,
hanno sviluppato prodotti alternativi
che si collocano a livelli intermedi fra
gli FR4 epossidici e di teflon, per quanto concerne sia i valori di costante dielettrica sia quelli di perdita e anche i
costi. Caratteristiche da prendere in
esame sono: l’idoneità alla saldatura
senza piombo, legata alla temperatura
di decomposizione, la resistenza a cicli
termici, la resistenza al filamento anodico, la temperatura di transizione vetrosa, la costante dielettrica, la capacità di tenuta superficiale alle scariche, il tempo di delaminazione, la
massima temperatura d’esercizio, il
comportamento al fuoco.
I costi dei laminati sono quindi estremamente variabili (alcuni materiali teflon
possono costare anche 8-30 volte rispetto a un FR4), ma la scelta del materiale non è tutto e occorre che il processo di fabbricazione del circuito sia
condotto in maniera corretta: il produttore deve possedere ovviamente le certificazioni di autoestinguenza e di ade-
renza e un sistema qualità affidabile,
aspetti che lo aiutano a ottenere i risultati attesi. Le fasi più importanti del processo produttivo sono la pressatura e
incollaggio del multistrato, la metallizzazione dei fori e lo spessore dei riporti. È inoltre importante che il fabbricante abbia i processi in casa e, quindi,
possa intervenire immediatamente in
presenza di un guasto: un altro punto
importante è l’affidabilità legata alla
resa di ogni lotto. Tutto ciò richiede il
possesso di adeguata strumentazione
di misura, che consenta di misurare lo
spessore dei riporti, svolgere prove
d’impedenza, saldabilità, stress termico, contaminazione ionica, controllo
delle soluzioni chimiche impiegate e
delle acque di scarico. Se necessario,
bisogna avvalersi di laboratori esterni,
in grado di effettuare altri importanti tipi
di misure e prove, quali la compatibilità elettromagnetica.
Nell’apparato, un altro aspetto importante è rappresentato dalla qualità dei
componenti acquistati, delle saldature
(soprattutto quando è previsa la rilavorazione della scheda), del collaudo finale (i software di collaudo spesso non
coprono le condizioni d’esercizio).
Paolo Montangero
(Ricerca & Sviluppo – HTC)
La HTC opera nel campo dei cablaggi
e degli assemblaggi di cabine elettroniche ed elettromeccaniche. Produciamo
cabine di controllo per sistemi robot,
che possono essere fissi su una postazione di lavoro oppure montati su sistemi cartesiani, quindi in grado di traslare; in questo secondo caso, il cablaggio che collega la cabina al robot deve
essere mobile (cavi in catenaria). Abbiamo poi un cablaggio a bordo macchina, che viene sollecitato dai movimenti del robot a livello sia di torsione
sia di flessione. HTC fornisce sia le cabine di controllo sia i cablaggi in catenaria e a bordo del robot.
T_M ƒ 93
N. 02ƒ
; 2013
■
IL
TEMA
Per quanto riguarda gli aspetti affidabilistici è importante avere un’idea delle
possibili cause di guasto e delle relative
contromisure attuabili per ridurre l’incidenza dei guasti sia delle cabine sia dei
cablaggi. Una prima causa di può essere attribuita agli errori o alle criticità del
progetto. Per ridurre l’impatto di questa
voce utilizziamo metodi diversi: dalle
tecniche FMEA alle simulazioni (di tipo
termico e meccanico), per capire le sollecitazioni e l’usura a cui le parti sono
soggette. Una seconda causa di guasti
è da ricercare nella qualità e affidabilità dei materiali e dei componenti che
utilizziamo: se le schede o l’elettromeccanica scelte per la cabina di controllo
hanno criticità, è evidente che queste
possono portare a guasti e malfunzionamenti dell’intero sistema robot. La
contromisura sta nella giusta scelta dei
componenti e dei materiali, che devono
avere un corretto dimensionamento, ma
sono altrettanto importanti le prove di
vita e i controlli svolti su materiali e componenti in entrata.
Nella nostra realtà, i problemi affidabilistici più importanti sono quelli relativi
agli errori di montaggio e di assemblaggio: errati collegamenti o connessioni difettose possono generare intermittenze, anomalie e problemi di funzionamento del sistema. Gli strumenti
che mettiamo in campo in tale ottica
sono: la FMEA, le istruzioni operative
dettagliate, la formazione del personale, i controlli in linea, i collaudi e il burnin finale.
Un‘ultima causa di guasto può essere
legata al cattivo impiego che il cliente
può fare del robot, ad esempio quando
le condizioni d’impiego superano quelle previste dalle specifiche o quando
non si rispettano cicli di manutenzione
programmata raccomandati dal costruttore.
L’ambiente operativo dei sistemi robot
non è certamente ideale per l’elettroni-
ca e per le strumentazioni sofisticate:
basti pensare alle condizioni in cui
opera un robot di saldatura, soggetto a
forti disturbi elettromagnetici, scariche
elettriche, elevate temperature e pesanti ritmi di lavoro (7 giorni su 7, 24 ore
su 24). In questo contesto, è evidente la
difficoltà di attuare programmi di manutenzione e, di conseguenza, la prevenzione dei possibili guasti diventa ancor
più fondamentale.
Per quanto riguarda i cablaggi a posa
mobile, la scelta dei cavi e dei materiali deve tener presente le specifiche del
cliente: ad esempio, il numero di cicli di
movimentazione, l’accelerazione, la velocità e il raggio di curvatura del sistema. Nel progetto del cavo tali specifiche condizionano la scelta delle materie plastiche più opportune, dei conduttori in rame. Il cavo prodotto viene poi
sottoposto a severi test meccanici su simulatori che riproducono esattamente il
movimento del robot, misurando in continuo la variazione della resistenza
ohmica del cavo, prove climatiche
ambientali e altri tipi di test relativi a
funzionalità e sicurezza. Anche per i
cablaggi in posa mobile, l’evoluzione
tecnologica spinge verso prestazioni
sempre più elevate: attualmente si sta
lavorando per aumentare la loro vita
da 10 a 20 milioni di cicli (un ciclo
dura mediamente 10 secondi, quindi
20 milioni di cicli significano circa 5
anni di vita del sistema), ma si lavora
anche per aumentare la velocità e l’accelerazione.
La cabina di controllo comprende diversi elementi, a partire dalla carpenteria meccanica (una sorta di “vestito”
della parte elettronica), che è particolarmente importante ai fini dell’affidabilità, ai sistemi di raffreddamento (dissipatori, ventole), ai componenti elettronici (sistemi di sicurezza, alimentazione, CPU, ecc.). L’evoluzione delle
cabine di controllo robot va nella direzione di una continua riduzione delle
dimensioni, aumentando quindi la densità dei componenti e le problematiche
termiche e ponendo nuove sfide affidabilistiche. L’affidabilità può comunque essere assicurata con una serie di
precauzioni. L’uso nella carpenteria di
materiali migliori (es. alluminio al posto
della lamiera) nelle parti soggette a
maggior sollecitazione termica. La scelta di componenti di ultima generazione
più compatti e più efficienti termicamente. La riduzione della numerosità
dei componenti e delle connessioni
interne usando cavi multipli o connettori differenti, per semplificare l’assemblaggio e al tempo stesso aumentare
l’affidabilità. Il posizionamento e il raffreddamento sono ulteriori elementi
chiave della cabina, per garantire il
controllo della temperatura. Oltre alla
FMEA, nel processo produttivo delle
cabine di controllo per robot e dei
cablaggi di connessione si pone particolare cura alla documentazione, ai
controlli in linea e ai collaudi. La documentazione di processo deve essere
completa e mantenuta costantemente
aggiornata (a fronte di revisioni e cambiamenti spesso molto frequenti). In
particolare le istruzioni operative fanno
grande uso d’immagini per rimanere
semplici e accurate. I controlli in linea
sono fondamentali per mantenere il
completo controllo del processo e
garantire qualità e affidabilità. Un
esempio può essere rappresentato dal
test di trazione sulle terminazioni crimpate sul cavo. L’impiego di macchine
crimpatrici automatiche consente il test
meccanico al 100% della produzione,
garantendo la corretta esecuzione
della crimpatura. A livello di collaudo
effettuiamo un controllo elettrico sul
100% dei cavi prodotti verificando la
continuità elettrica, la resistenza d’isolamento e la ricerca di cortocircuiti. Per
la cabina di controllo in specifico effettuiamo un test di funzionamento molto
completo dove la cabina viene fatta
lavorare per un certo numero di ore
con un carico che simula le condizioni
reali di esercizio. I programmi di test
simulano le condizioni operative
(assorbimenti, cicli, ecc.) e i possibili
inconvenienti a cui si può andare
incontro (blocchi, black-out elettrici,
ecc.). I software collezionano i dati
rilevati, che in seguito possono essere
analizzati e consentire l’accertamento
di eventuali anomalie e la loro correzione. Dopo le fasi di collaudo è possibile effettuare un burn-in, aumentando la temperatura all’interno della
cabina in modo da provocare il guasto
di un possibile componente debole.
GLI
ALTRI TEMI
▲
MISURE PER L’AERONAUTICA
Edoardo Fiorucci, Giovanni Bucci, Fabrizio Ciancetta
Test di sistema elettromeccanico
fault-tolerant
per la movimentazione dei flap di aeromobili
A TESTING SYSTEM FOR THE PERFORMANCE EVALUATION OF
FAULT-TOLERANT ELECTROMECHANICAL DRIVES
FOR AIRCRAFT APPLICATIONS
A testing system for the performance evaluation of innovative electromechanical drives for aircraft flaps is presented. It has been developed as a
cooperation with the Umbra Group Aerospace. The research activity is focused on the design of the measurement system and on the development of the
software for the measurement and the monitoring of mechanical, hydraulic
and electrical parameters, as well as the managing of the control system for
the emulation of the load force opposing to the actuators movement.
RIASSUNTO
In collaborazione con la Umbra Cuscinetti di Foligno è stata sviluppata una
stazione di misura per il test di un innovativo sistema di attuazione per flap
per apparecchi aeromobili. È stato realizzato il sistema di misura dotato di
un software per il monitoraggio dei parametri elettrici, elettronici, meccanici e idraulici del banco prova e per la gestione del sistema di controllo per
la simulazione del carico aerodinamico antagonista alla movimentazione
degli attuatori.
L’AZIONAMENTO ELETTRICO
DEGLI HIGH LIFT SYSTEMS
Le esigenze economiche e ambientali
associate al consumo di carburante,
unitamente a quelle del miglioramento
delle condizioni di sicurezza, spingono le aziende aeronautiche a sviluppare soluzioni innovative per la nuova
generazione di aeromobili. Una delle
linee guida è quella che prevede la
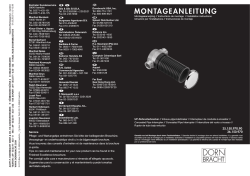
sostituzione degli azionamenti idraulici con quelli elettromeccanici, essendo questi più leggeri e affidabili. I maggiori sforzi vertono
nel miglioramento dei dispositivi di azionamento dei cosiddetti High Lift Systems (HLSs) [1],
le superfici mobili utilizzate
per regolare la forma dell’ala
in funzione della velocità (Fig.
1). Per queste ragioni è stato
sviluppato un innovativo sistema di attuazione che prevede
l’impiego di una coppia di
motori sincroni a magneti permanenti multi-fase, progettati
in modo da garantire le prestazioni
minime anche in caso di guasto di
una o due fasi [2-4]. La posizione dei
due attuatori è controllata in parallelo, in modo da garantire la ridondanza del sistema di controllo e di attuazione. In particolare, questa soluzione
consente di evitare complessi sistemi
per la gestione dell’errore d’inseguimento, estendendo alla coppia di attuatori, che movimentano il singolo
flap, la filosofia fault-tolerant del singolo motore multifase.
LE CARATTERISTICHE GENERALI
DEL SISTEMA DI TEST
Il set-up per il test del sistema di attuazione è riportato in Fig. 2 ed è composto da tre elementi: (i) Quadro PC;
(ii) Quadro azionamento; (iii) Banco
prova. Il Quadro PC presenta al suo interno un PC industriale equipaggiato
con un LGA 775 Core 2 Quad Q
6600 @2,4 GHz, 4-GB DDR 3, Hd da
500 GB e una scheda di acquisizione
dati NI PCIe-6323. Il Quadro azionamento contiene il sistema di controllo,
l’alimentatore del bus DC del sistema
di potenza e una coppia d’inverter a
cinque fasi fault-tolerant per l’azionamento degli attuatori. La scheda di controllo, denominata ECU, è composta
da due sezioni: ECU HIGH e ECU
LOW. ECU HIGH provvede alla generazione della traiettoria di posizione
degli azionamenti, a partire dal profilo
di posizione creato dal Quadro PC,
mentre ECU LOW provvede a instradare i dati generati da ECU HIGH ai
due azionamenti, usando un bus SPI
ad alta velocità (6 Mbps).
Figura 2 – Il banco prova
Figura 1 – Gli High Lift Systems
Dipartimento di Ingegneria Industriale,
dell’Informazione e di Economia,
Università dell’Aquila
edoardo.fiorucci@univaq.it
T_M
N.
T_M
2/1
3 ƒ 95
Il banco prova è composto da: (i) un
pistone idraulico per la simulazione
della forza aerodinamica antagonista
al movimento degli attuatori; (ii) un
circuito idraulico che regola/aziona il
pistone idraulico; (iii) una riga ottica
per la misura della posizione corrente
del pistone; (iv) tre celle di carico per
Figura 3 – Particolare del sistema di movimentazione
T_M ƒ 96
N. 02ƒ
; 2013
▲
GLI
ALTRI TEMI
la misura della forza sul pistone e sui
due attuatori (Fig. 3).
Il banco prova simula la spinta aerodinamica sui flap, e quindi fornisce un
carico (o meglio una forza antagonista) al movimento degli attuatori. Tale
spinta è simulata da un pistone idraulico, messo in movimento da un circuito idraulico a olio. Nel circuito
idraulico sono state installate opportune valvole che regolano il flusso dell’olio, e quindi il movimento stesso del
pistone.
Sono presenti quattro tipologie di valvole (Fig. 4):
1) Valvole di sicurezza on/off VEI
che aprono o chiudono il circuito
idraulico. Queste valvole vengono
comandate dal software di misura, e
azionate se si rileva un’anomalia
durante la movimentazione per un
eccesso di spinta o se il sistema di
controllo degli azionamenti è in erro-
re. Sono inoltre azionate dal fungo
di emergenza.
2) Valvola WRTE: è una valvola di
massima che regola la massima pressione presente nel circuito idraulico; è
gestita dal software e regolata in base
alla risposta dinamica del sistema
idraulico.
3) Le valvole DBEE di parzializzazione: durante una variazione improvvisa della pressione del sistema idraulico, dovuta a un cambio di andatura o
a una simulazione di un gradino di
carico, si comportano da cuscinetti
idraulici che smorzano o irrigidiscono
il comportamento del sistema.
4) La valvola WREE è una valvola proporzionale che, in base al segnale di
controllo analogico in ingresso, crea
uno squilibrio di pressione alle estremità del pistone idraulico. La differenza di pressione permette la movimentazione del pistone.
N. 02ƒ
;2013
IL SISTEMA DI MISURA
SVILUPPATO
Per la caratterizzazione delle prestazioni del sistema è stata implementata
una stazione di misura che, connessa
al banco prova, provvede: (i) al monitoraggio dei parametri meccanici,
elettrici ed elettronici dell’intero sistema; (ii) alla configurazione del test
con la creazione del profilo di movimentazione e la configurazione/
monitoraggio dei parametri del controllo dei singoli attuatori; (iii) alla
generazione della forza resistente
alla movimentazione con l’applicazione del carico aerodinamico al flap
tramite il pistone idraulico.
Inoltre, il sistema di misura utilizza: (i)
un Fluke Hydra per la misura della
temperatura da 6 termocoppie per il
monitoraggio del sistema in condizione di stress termico; (ii) un alimentatore Regatron (400 V, 32 kW) che fornisce la potenza elettrica in DC agli
azionamenti; (iii) un convertitore SPIUSB per il monitoraggio dei parametri di ECU HIGH, ECU LOW e dei due
sistemi di controllo.
Infine, il banco prova utilizza i
seguenti trasduttori: (i) due celle di
carico, una per ogni attuatore, modello CL da 20 kN; (ii) una cella di carico, sul pistone, modello 3124 da
50 kN; (iii) tre amplificatori, uno per
ogni cella di carico, modello TA4/2;
(iv) un trasduttore magnetostrittivo di
posizione rettilinea senza contatto
(riga ottica) Gefran modello MK4-A.
Il software di misura è stato sviluppato usando il pacchetto LabWindows™
CVI di National Instruments. A differenza di altri pacchetti software per lo
sviluppo di applicativi ad alto livello
(LabView, C#, VB.NET, DELPHI, ecc.),
il CVI fornisce: (i) la possibilità di realizzare interfacce utente utilizzando un
linguaggio di sviluppo che permette il
controllo dell’hardware che si sta utilizzando senza strati software intermedi; (ii) la possibilità di gestire e
implementare sistemi con la tecnologia del multithreading. Inoltre è basato su eventi, e quindi su interrupt software e hardware, s’interfaccia con
schede di acquisizione dati con librerie
già fornite, s’interfaccia con qualsiasi
dispositivo esterno con le librerie .lib
e .dll fornite dal produttore del dispositivo. Infine è dotato di un insieme di
oggetti visuali e di oggetti specifici,
quali ad esempio i grafici, che consentono lo sviluppo d’interfacce utente
user friendly.
Data la complessità del sistema da
monitorare e da controllare, l’intero
software è stato progettato utilizzando la tecnica del multithreading. In
particolare i threads che sono stati sviluppati si occupano (i) del controllo
PID della forza da imporre; (ii) dell’acquisizione dei dati provenienti dal
supervisore del sistema di controllo
degli attuatori (ECU HIGH e ECU
LOW) tramite un convertitore SPI-USB
(Cheetah SPI Host Adapter della TotalPhase) operante alla frequenza di 2
MHz; (iii) dell’acquisizione dei dati
analogici dei parametri meccanici e
idraulici; (iv) del controllo e monitoraggio del regolatore di potenza sul
bus DC; (v) dell’acquisizione dei dati
dal Fluke Hydra; (vi) della comunicazione via RS232 con i DSPs presenti
nel sistema di attuazione; (vii) della
sincronizzazione dei dati raccolti dai
singoli threads; (viii) del salvataggio
dei dati; (ix) della visualizzazione dei
dati sull’interfaccia utente; (x) della
gestione della diagnostica del sistema; (xi) del controllo degli errori; (xii)
del main thread.
I threads comunicano fra loro con un
sistema di Threads Save Queues:
code circolari di dati, protetti e gestiti
▲
Figura 4 – Schema di funzionamento
del circuito idraulico
GLI
ALTRI TEMI
dal sistema operativo, che consentono
l’interscambio dei dati fra differenti
threads eliminando il problema dei
locks per l’accesso ai dati.
L’INTERFACCIA UTENTE
Il software per il monitoraggio/controllo del banco prova è stato suddiviso in due programmi: il primo configura i sistemi elettrico, elettronico e di
controllo, mentre il secondo imposta i
test da eseguire, controlla il valore
della forza e memorizza i dati acquisiti.
Il primo programma fornisce una procedura guidata per l’accensione del
banco prova. In particolare, le azioni
da seguire saranno nell’ordine:
1. scelta del numero di azionamenti
da utilizzare (1 o 2);
2. selezione del file di configurazione
nel quale sono presenti sia i files che
contengono le variabili dei DSPs sia le
variabili che vengono inizializzate
nella fase di configurazione iniziale;
3. accensione dell’alimentazione della logica del banco prova;
4. accensione della pompa del circuito idraulico;
5. accensione dell’alimentazione del
quadro azionamento;
6. configurazione dei DSPs con il
download dei parametri di configurazione iniziale. Il secondo programma
è organizzato in tabs.
Ogni tab è organizzato in modo da
consentire un corretto utilizzo all’utente finale. Nel tab principale (Fig. 5)
l’operatore può impostare i parametri
del profilo di posizione e di forza
della movimentazione, salvare e visualizzare i dati, e visualizzare i faults
che si possono presentare nei blocchi
funzionali del sistema di test. I parametri del target di posizione e il profilo di forza da imporre al pistone
idraulico possono essere salvati in file
di configurazione, in modo da riutilizzare le impostazioni per diverse prove.
Gli altri tabs consentono di visualizzare e configurare gli andamenti degli attuatori provenienti dal SPI in differenti grafici; avere informazioni sugli andamenti meccanici (posizione-
T_M ƒ 97
N. 02ƒ
; 2013
▲
GLI
ALTRI TEMI
do da non
perdere mai
di vista il sistema nella
sua totalità.
I dati acquisiti durante il
test sono stati
salvati in un
file binario
nel formato
standard
della National
Instruments TDMS.
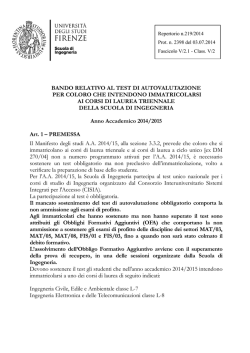
A titolo di
esempio,
nella parte
Figura 5 – Screenshot del software di monitoraggio
superiore di
Fig. 6 sono
carico e posizione-velocità), elettrici riportati gli andamenti del profilo di
(tensione e corrente fornite dall’ali- posizione dei due attuatori (curve in
mentatore DC) e idraulici (andamento grigio e rosso), e delle correnti degli
dei carichi e dei sensori di pressione); attuatori Master e Slave (verde e fucavere informazioni sulle temperature sia); tutti i dati sono espressi in “per
(dal Hydra Fluke) e infine i faults gene- unità”. Il grafico inferiore mostra i
rati da ogni singolo elemento del siste- valori acquisiti dalle celle di carico
ma sia esso elettrico/elettronico/mec- del Master e dello Slave (verde e blu),
e l’andamento della cella di carico
canico, sia idraulico.
Ogni volta che si presenta un errore, presente sul pistone in newton (rosso)
il LED di stato generale del sistema durante un gradino di forza resistente.
che lo ha generato si accende in moRIFERIMENTI
BIBLIOGRAFICI
Figura 6 – Dati salvati dal software di misura.
Sopra: profilo di posizione e andamenti delle correnti sui singoli attuatori;
Sotto: andamento delle celle di carico
T_M ƒ 98
1. P.K.C. Rudolph,
“High-Lift
Systems on Commercial Subsonic
Airliners”, NASA,
Ames Research
Center, NASA
contractor report,
vol. 4746, 1996.
2. Villani M., Tursini M., Fabri G.,
Castellini L., “High
Reliability Permanent
Magnet
Brushless Motor
Drive for Aircraft
Application”,
IEEE Transaction.
on Ind. El., vol.
59, pp. 20732081, 2012.
3. J.W. Bennett, B.C. Mecrow, A.G.
Jack, D.J. Atkinson, “A Prototype Electrical Actuator for Aircraft Flaps”, IEEE
Trans. On Ind. App., Vol. 46, No. 3,
2010.
4. M. Christmann, S. Seemann, P. Jänker “Innovative Approaches To Electromechanical Flight Control Actuators
And Systems” Int. Conf. on Recent
Advances in Aerospace Actuation
Systems and Components, France,
2010.
Edoardo Fiorucci è
Professore Aggregato di
Misure Elettriche ed Elettroniche presso il Dipartimento di Ingegneria Industriale, dell’Informazione
e di Economia dell’Università dell’Aquila. Si occupa di strumentazione basata su PC, di sistemi di
misura per la valutazione della qualità
dell’alimentazione elettrica, di sistemi
per il test e il collaudo automatico di
macchine elettriche, di sensori smart per
applicazioni di misura distribuita.
Giovanni Bucci è Professore Ordinario di Misure Elettriche ed Elettroniche presso il Dipartimento di Ingegneria Industriale, dell’Informazione
e di Economia dell’Università dell’Aquila. Si occupa di strumentazione basata su PC, misure di
potenza in regime deformato, sistemi di
misura per la valutazione della qualità
dell’alimentazione elettrica, sistemi di
misura multiprocessore, algoritmi digitali per strumentazione di misura in RealTime.
Fabrizio Ciancetta è
assegnista di ricerca
presso il Dipartimento di
Ingegneria Industriale,
dell’Informazione e di
Economia dell’Università
dell’Aquila. Si occupa di
strumentazione basata su PC, di sensori
smart per applicazioni di misura distribuita, di sistemi di misura per la valutazione della qualità dell’alimentazione
elettrica, di algoritmi digitali per strumentazione di misura in Real-Time.
GLI
ALTRI TEMI
▲
METROLOGIA FONDAMENTALE
Luca Mari
Le proprietà classificatorie
Qualche considerazione sulla misurabilità oltre le unità di misura
NOMINAL PROPERTIES
The structural characteristics of the nominal properties and the processes for
experimentally attributing values to them (called “nominal evaluations” in short)
are introduced, and it is shown that also the result of such processes is affected
by uncertainty. The relations between measurement and nominal evaluation are
finally discussed.
RIASSUNTO
Si introducono le caratteristiche strutturali delle proprietà classificatorie e dei
processi per l’attribuzione sperimentale di valori a tali proprietà (chiamati per
brevità “valutazioni nominali”), e quindi si mostra che anche il risultato di tali
processi è affetto da incertezza. Ciò consente infine di discutere le relazioni tra
misurazione e validazione nominale.
UN TEMA CONTROVERSO
La misurazione è carica di stereotipi, e
i più radicati tra essi riguardano il concetto stesso di misurabilità: cosa può
essere misurato? Senza addentrarci in
dettagli (per il lettore interessato ad
approfondire un buon punto di partenza è [Rossi 2007]), basti notare che
fino a un recente passato si sono usate
espressioni come “contare e misurare”
e “pesi e misure”, come se contare e
pesare non potessero essere modi per
misurare. Sono tracce della tradizione
inaugurata dagli Elementi di Euclide, in
cui “misura” è usato per le grandezze
geometriche (e per i numeri, ma questo
è un altro discorso...) e con l’ipotesi che
misurabilità e divisibilità per un’unità (di
misura) siano concetti coincidenti.
Con questa impostazione, in contesti
tecnici e scientifici vari si sostiene tuttora che solo grandezze con unità siano
misurabili. Poiché la misurazione è
un’attività che progettiamo e realizziamo, e non un’entità scoperta in natura,
una certa convenzionalità circa il suo
possibile oggetto è certamente presente. Non è però convenzionale la qualità che in genere si attribuisce ai risultati di misura, e che non si riconosce per
esempio alle opinioni, che pure potrebbero essere espresse a proposito di
grandezze e in termini di unità di misu-
ra (“mi pare che quest’oggetto sia lungo 1,23 m”).
Per ragioni, che sarebbe interessante
approfondire altrove, questo tema è
diventato rilevante e un moving target
per la metrologia. Ce ne fornisce una
buona testimonianza il Vocabolario
Internazionale di Metrologia (VIM), che
nella sua prima edizione, 1984, manteneva la posizione tradizionale e ora,
nella terza edizione, 2007, include
anche le grandezze ordinali tra le entità misurabili. Tuttora aperta è l’eventuale ulteriore estensione: è corretto considerare misurabili anche le proprietà
classificatorie? (“nominal properties” in
inglese; chiamate a volte, meno propriamente, anche “proprietà qualitative”; l’introduzione classica alle proprietà classificatorie nel contesto dei diversi
tipi di scala è in [Stevens 1946]).
La posizione del VIM3 al proposito è
interlocutoria: per la prima volta include
una definizione del concetto (“proprietà
di un fenomeno, corpo o sostanza, ma
alla quale non è possibile associare una
espressione quantitativa”), ma dichiara
che “la misurazione non si applica a proprietà classificatorie”. Sollecitazioni
verso una più sistematica considerazione
delle proprietà classificatorie stanno
giungendo al Joint Committee for Guides
in Metrology (JCGM, http://www.
bipm.org/en/committees/jc/
jcgm), in particolare in vista della possibilità di adottare parallelamente al
VIM un vocabolario delle proprietà
classificatorie (al momento identificato
informalmente come “VIN”, [Nordin et
al. 2010]) oppure d’integrare tali proprietà nella prossima edizione del VIM.
Quale strada si dovrebbe intraprendere? Conservare la visione tradizionale
secondo cui classificare non è un modo
di misurare, assumendo quindi che le
proprietà classificatorie non siano un tema metrologico? O proseguire nell’innovazione, rispondendo così alle nuove richieste che la società e il mercato
pongono, e costruire un sistema concettuale in cui la misurabilità è caratterizzata non più dall’“avere un’unità” o
“una magnitude” (un termine non facilmente traducibile in italiano), ma per
esempio da condizioni operative sul
processo? La domanda è aperta e non
è chiaro quale risposta si sceglierà. Propongo qui un’introduzione al tema, che
cercherò di mantenere neutrale rispetto
all’alternativa posta. Per correttezza,
chiarisco che propendo per l’“opzione
innovativa”, e in conclusione proporrò
qualche ragione a supporto di questa
posizione.
COSA SONO
LE PROPRIETÀ CLASSIFICATORIE
Alla base del sistema di concetti della
metrologia ci sono:
• oggetti, come oggetti fisici, fenomeni,
processi, …
• proprietà, come la lunghezza, l’efficienza, la forma geometrica, …
• valori di proprietà, come 1,23 m,
55 %, rotondo, …
Scuola di Ingegneria Industriale,
Università Cattaneo - LIUC,
Castellanza
lmari@liuc.it
T_M
N.
2/13 ƒ 99
N. 02ƒ
;2013
COME SI ATTRIBUISCONO
SPERIMENTALMENTE VALORI
ALLE PROPRIETÀ CLASSIFICATORIE
Il VIM3 definisce la misurazione come
un “processo volto a ottenere sperimentalmente uno o più valori che possono
essere ragionevolmente attribuiti a una
grandezza”. È per questo riferimento
alla necessità che il misurando sia una
grandezza, e poiché una proprietà classificatoria non è una grandezza, che,
come già notato, “la misurazione non si
applica a proprietà classificatorie”. Ma
che dire, per analogia, del processo di
attribuzione sperimentale di uno o più
valori a una proprietà classificatoria?
Prima di tutto, una nota lessicale. Il VIM3
chiama tale processo “examination” in
inglese ed “examen” in francese, termini
a mio parere opinabili, ma che spiegano perché nella traduzione italiana si è
scelto “esame”. Per enfatizzare la funzione di attribuzione di valori, per brevità userò qui invece “valutazione”, e “valutazione nominale” per la valutazione
di proprietà classificatorie. Dunque sia la
misurazione sia la valutazione nominale
sono, in questo senso, valutazioni.
La valutazione nominale e la classificazione sono spesso trattate come uno
stesso tipo di processo, quando invece
anche una semplice analisi mette in evidenza alcune loro differenze interessanti. Nel caso ordinale, in cui un’ambiguità analoga potrebbe presentarsi,
si mantiene la distinzione tra generico
ordinamento e misurazione ordinale:
per misurare una grandezza ordinale
occorre un opportuno insieme di campioni (si pensi al caso classico della
durezza secondo Mohs), così che ogni
misurazione ordinale induce un ordinamento, ma si possono ottenere ordinamenti senza effettuare alcuna misurazione, in particolare quando si opera
per confronto diretto tra oggetti da ordinare (“questo è maggiore di quello”)
invece che confrontando l’oggetto sotto
misurazione con i campioni previamente scelti. Questa distinzione si mantiene
anche tra generica classificazione e
valutazione nominale.
Una classificazione è basata su un criterio operativo di confronto che consente di stabilire per ogni coppia di
oggetti candidati se essi appartengono
o meno alla stessa classe (sto trascurando la presenza d’incertezze, tema
che riprenderò in seguito). È il caso di
una bilancia a due piatti su cui si posano oggetti di peso non noto. L’esito è “i
due oggetti hanno un peso diverso”,
oppure “hanno lo stesso peso” e quindi
appartengono alla stessa classe di
peso, ma quale sia il peso degli oggetti rimane ignoto: abbiamo classificato
per peso ma non abbiamo ancora misurato. Proprio come per la bilancia,
una valutazione nominale richiede un
criterio d’indistinguibilità, ma il confronto va eseguito tra l’oggetto sotto valutazione e uno o più oggetti campione per
▲
Le grandezze (fisiche e non) sono particolari proprietà, e i misurandi sono
proprietà riferite a oggetti (come: la
lunghezza di questo tavolo). L’abituale notazione funzionale mette in evidenza la relazione tra la proprietà
generale, lunghezza, e le sue corrispondenti proprietà individuali, lunghezza(tavolo).
Per definizione, due proprietà individuali, x e y, della stessa specie (cioè istanze
della stessa proprietà generale) sono
reciprocamente confrontabili, e la più
semplice condizione di confrontabilità è
quella d’indistinguibilità: se due proprietà x e y sono della stessa specie allora si
può assumere che esse siano o indistinguibili, x = y, o distinguibili, x ≠ y. Per
molte proprietà questa informazione può
essere raffinata, per esempio scoprendo
che il confronto può essere effettuato
anche in termini ordinali, e quindi che se
x ≠ y allora x < y o x > y, oppure anche
a seguito di un’operazione di concatenazione + di proprietà, e quindi che
x = y+y+...+y ripetuta n volte, in breve
x = n y. D’altra parte, per certe proprietà l’unico confronto che fornisce informazione significativa è quello d’indistinguibilità (per esempio di due oggetti si può
accertare se abbiano o meno la stessa
forma, ma in generale non ha senso
chiedersi quale dei due abbia la forma
maggiore), che consente di stabilire una
classificazione, ma non un ordinamento
né tanto meno delle distanze tra le proprietà stesse. Classificatorie sono appunto le proprietà per cui l’indistinguibilità è
la sola relazione significativa.
GLI
ALTRI TEMI
la valutazione.
Supponiamo appunto di esserci dotati
di un insieme di oggetti ki tale che:
• [scelta dell’insieme dei campioni]: tutti
gli oggetti ki hanno la proprietà generale X (per esempio, tutti hanno una
forma geometrica), essendo quindi
xi = X(ki) la proprietà individuale di ki
per X, e per ogni coppia di oggetti ki e
kj, i ≠ j, X(ki) ≠ X(kj), cioè gli oggetti sono
tra loro tutti distinguibili rispetto a X;
• [taratura dell’insieme dei campioni]: a
ogni proprietà xi è associato un identificatore univoco vi in un insieme V attraverso una funzione iniettiva f: {xi} → V,
cioè tale che a proprietà distinguibili
sono associati identificatori diversi (se
xi ≠ xj allora f(xi) ≠ f(xj): a forme diverse
sono associati identificatori di forma
diversi). Tali identificatori sono utilizzati
come valori per la proprietà X.
La funzione f sintetizza in sé le due attività (scelta del dominio; associazione di
valori ad argomenti / proprietà), e per
questo nelle teorie rappresentazionali
della misurazione [Krantz et al. 1971] è
chiamata scala di misura. Nel caso
della valutazione nominale il concetto di
scala, che richiama elementi in successione ordinata, pare improprio, ma in
assenza di un termine alternativo consolidato lo manterrò, nella forma “scala di
valutazione”. Il termine “valutazione
nominale” dovrebbe allora essere riservato ai processi in cui il confronto per indistinguibilità è basato su una scala di
valutazione, dunque su un insieme di
campioni tarati, secondo la procedura:
• si confronta l’oggetto sotto valutazione k con i diversi campioni della scala,
fino a trovare il campione ki che risulta
indistinguibile da k per la proprietà X:
X(k) = X(ki);
• si attribuisce alla proprietà X(k) il
valore f(X(ki)).
Dato un insieme K di oggetti che
hanno la proprietà X, l’applicazione
della procedura induce su K una classificazione basata su X: due oggetti
sono nella stessa classe se sono indistinguibili con uno stesso campione
della scala, così che, per transitività,
risultano appunto anche indistinguibili tra loro. Dunque ogni valutazione
nominale induce una classificazione,
mentre non ogni classificazione corrisponde a una valutazione nominale.
T_M ƒ 101
N. 02ƒ
; 2013
▲
GLI
ALTRI TEMI
di proprietà o, più in generale, per cesso potrebbero essere “tradizionalesempio una distribuzione di probabili- mente metrologici” e solamente la fase
finale è nominale / classificatoria: ci sotà sull’insieme dei valori.
no davvero ragioni sufficienti per manPer come ipotizzato finora, il confronto
tenere questi processi al di fuori dello
tra proprietà classificatorie in termini ATTRIBUZIONE DI VALORI
studio della scienza e della tecnologia
d’indistinguibilità è descritto da una A PROPRIETÀ CLASSIFICATORIE
della misurazione?
relazione di equivalenza: x = x (riflessi- E MISURAZIONE
vità); x = y se e solo se y = x (simmetria);
se x = y e y = z allora x = z (transitività). In conclusione, parafrasiamo le doman- RIFERIMENTI BIBLIOGRAFICI
La riflessività è in pratica irrilevante, e la de di apertura: l’attribuzione sperimensimmetria, per cui il confronto non tale di valori a proprietà classificatorie JCGM 200:2012, International Vocadipende dall’ordine con cui si conside- – ciò che abbiamo chiamato “valuta- bulary of Metrology – Basic and generano le proprietà, è importante ma zione nominale” – è una misurazione? ral concepts and associated terms
generalmente non critica. Delicata è Una possibile risposta è data per defi- (VIM), 3rd Edition (2008 version with
invece l’assunzione di transitività, nizione, sulla linea della tradizione: minor corrections), Joint Committee for
secondo cui l’indistinguibilità si trasferi- poiché sono misurabili solo grandezze, Guides in Metrology, 2012 (http://
sce tra confronti, una condizione che in e le proprietà classificatorie non sono www.bipm.org/en/publications/
generale non è garantita: dall’indistin- grandezze, la valutazione nominale guides/vim.html) (versione anche
guibilità di x e y e di y e z non si può non è una misurazione. Al proposito con testo in italiano: http://www.
inferire generalmente che x e z siano a noto che il VIM3 ha già rotto questa tra- ceiweb.it/it/lavori-normativiloro volta indistinguibili. In termini di va- dizione, chiamando “grandezze” le it/vim.html).
lori di proprietà, alla stessa conclusione proprietà ordinali, in contraddizione D.H. Krantz, R.D. Luce, P. Suppes, A.
si giunge supponendo che il risultato con il paradigma euclideo ma consen- Tversky, Foundations of measurement,
della valutazione sia non un singolo tendosi così di trattare di misurazione Academic Press, 3 volumi, 1971,
valore v, ma un sottoinsieme di valori ordinale.
1989, 1990.
Vi = {vi}, e assumendo che il corrispon- Se invece si focalizza – come mi pare L. Mari, S. Sartori, A relational theory of
dente dell’indistinguibilità di proprietà appropriato – sulla struttura del proces- measurement: Traceability as a solution
sia l’intersezione non nulla tra sottoin- so, si potrebbe considerare che quanto to the non-transitivity of measurement
siemi di valori: da Vi ∩ Vj ≠ ∅ e presentato sopra (1. costruzione della results, Measurement, 40, 233-242,
Vi ∩ Vk ≠ ∅ in generale non segue che scala e 2. sua taratura; 3. confronto tra 2007.
Vj ∩ Vk ≠ ∅, una situazione chiamata oggetto e campioni; 4. attribuzione di G. Nordin, R. Dybkaer, U. Forsum, X.
appunto “catena d’intransitività”. Ciò un valore sulla base del risultato del Fuentes-Arderiu, G. Schadow, F. Pontet,
mostra che perfino una struttura sempli- confronto) non è dipendente dal tipo An outline for a vocabulary of nominal
ce come quella nominale implica un’i- della scala, e quindi si applica in prati- properties and examinations – Basic
dealizzazione perché la si possa inten- ca identicamente per la valutazione and general concepts and associated
dere come generatrice di classificazioni. nominale e la misurazione. Nel caso di terms, Clin Chem Lab Med, 48, 11,
D’altra parte, proprio la semplicità di unità di misura, la scala si può costruire 1553-66, 2010.
questa scala consente di avanzare una per iterazione della concatenazione tra G.B. Rossi, Measurability, Measureipotesi generale: la non transitività nella unità, ma ciò riguarda appunto come si ment, 40, 545-562, 2007.
relazione d’indistinguibilità tra proprie- costruisce la scala, non come si misura. S.S. Stevens, On the theory of scales of
tà è la caratteristica fondamentale del- Il “confronto diretto” con la grandezza measurement, Science, 103, 2684,
l’incertezza di valutazione / misura (è realizzata da un campione non è fre- 677-680, 1946.
questa un’occasione preziosa per ricor- quente per la misurazione, più tipicadare il contributo di Sergio Sartori all’i- mente effettuata mediante la trasduziodea che il sistema metrologico sia inter- ne della grandezza sotto misurazione
pretabile come uno strumento per gesti- in un’indicazione, ma ciò appare un
Luca Mari è Professore
re strutturalmente tale non transitività fatto d’implementazione. D’altra parte,
Ordinario di scienza della
[Mari, Sartori 2007]).
anche la valutazione nominale può
misurazione presso la
A meno di questioni solo lessicali, la essere, e spesso è, il risultato di procesScuola di Ingegneria Indudefinizione del VIM3 di ‘risultato di si complessi, che operano in input su
striale dell’Università Catmisura’, “insieme di valori attribuiti a un proprietà o specificamente grandezze
taneo – LIUC di Castellanmisurando congiuntamente a ogni altra e producono in output appunto una proza. È chairman del TC 1,
informazione pertinente disponibile”, si prietà classificatoria, per esempio nella Terminology, dell’International Electrotechapplica dunque perfettamente anche logica del pattern recognition o dell’iden- nical Commission (IEC) ed esperto per
alla valutazione nominale: il risultato di tificazione di entità. In casi di questo l’IEC nel Joint Committee for Guides in
una valutazione è un insieme di valori genere, tutti i passi intermedi del pro- Metrology (JCGM) – WG 2 (VIM).
INCERTEZZA
NELL’ATTRIBUZIONE DI VALORI
A PROPRIETÀ CLASSIFICATORIE
T_M ƒ 102
GLI
ALTRI TEMI
▲
MISURE PER LA SICUREZZA STRADALE
P. Daponte*, L. De Vito*, M. Pappone*,**, M. Riccio*, L. Viglione*
Una barriera attiva
per il monitoraggio
di parametri ambientali e di sicurezza stradale
AN ACTIVE GUARDRAIL FOR MONITORING ENVIRONMENTAL
AND ROAD SAFETY PARAMETERS
The paper deals with a Wireless Active Guardrail System (WAGS), that
adds to the typical passive protection of guardrails the capability of monitoring both traffic and environment along the roads. Such system can prevent disasters, as it can provide user-friendly and low-delay safety warning
signs to travelers in presence of possible collisions between vehicles and
guardrails. Moreover it is useful to monitor the traffic and the pollution levels
along the road in a distributed manner.
RIASSUNTO
Nell’articolo è descritto un sistema innovativo di barriera stradale che non
solo è caratterizzato dalla tradizionale funzione di protezione passiva, ma
consente anche di prevenire incidenti stradali, poiché è in grado di fornire
tempestivamente ai conducenti segnalazioni in caso di collisioni tra veicoli
e barriere. Il sistema permette inoltre di monitorare il traffico e i livelli d’inquinamento lungo la strada in modo distribuito.
IL MONITORAGGIO
DI PARAMETRI AMBIENTALI
E DI SICUREZZA STRADALE
Fra tutti i sistemi di trasporto, quello su
strada è di gran lunga il più pericoloso, e quello che paga il prezzo più alto
in termini di vite umane. Una barriera
di sicurezza stradale (guard rail) può
essere in grado di contenere e ridirigere i veicoli uscenti dalla carreggiata, di
proteggerli dagli alberi e da altri pericoli presenti sulle strade, autostrade,
ponti o gallerie. Tuttavia, essa non costituisce un sistema anticollisione. Attualmente, il numero di veicoli coinvolti
in incidenti stradali è in crescita, e il
più delle volte lo scontro avviene proprio tra il veicolo e la barriera [1].
Un altro aspetto direttamente legato al
trasporto su strada, che incide significativamente sulla salute umana e che
dunque occorre considerare e analizzare è l’inquinamento da traffico veicolare. Nel corso delle ultime due decadi, il numero di veicoli circolanti
sulle strade europee è incrementato, e
proporzionalmente lo è anche la
quantità di sostanze inquinanti da essi
prodotto. Inoltre, tutti coloro che vivono vicino o nelle grandi città o in prossimità di strade ad alto traffico sono
esposti a rischi ancora più elevati e, a
lungo termine, a rischi di malattie legate all’inquinamento. In molte città europee, le malattie cardiovascolari e
respiratorie nelle persone che sono
state esposte a sostanze inquinanti come il monossido di carbonio, biossido
di azoto, biossido di zolfo e particolato è in aumento [2].
Al fine di ridurre i rischi per la salute
umana causati dal traffico veicolare,
una delle priorità della politica nazionale in materia di mobilità è il miglioramento, la riorganizzazione e il potenziamento degli standard di sicurezza
delle strade, dei veicoli e dei sistemi di
emergenza. A tal proposito si manifesta la necessità di sviluppare un sistema
di monitoraggio per la sicurezza del
trasporto su strada e per l’inquinamento prodotto dal traffico veicolare.
L’idea di misurare le sostanze inquinanti che vengono prodotte dai veicoli su strada è tecnicamente fattibile, e
produrrebbe una fonte più affidabile
d’informazioni rispetto alle statistiche
T_M
ordinarie ottenute sulla base di modelli matematici. Le tipiche stazioni di
monitoraggio ambientale installate in
città sono costose e richiedono software specializzati; inoltre sono isolate e limitate a una piccola zona di monitoraggio. Relativamente a questo ultimo aspetto, è necessario considerare che ciò può comportare una scarsa
rappresentatività dei dati sperimentali
misurati. Occorre, infatti, tener presente che gli inquinanti presentano
una grande variabilità spaziale in relazione all’intensità del traffico principale sulle strade urbane.
Un buon sistema di monitoraggio
ambientale per le città dovrebbe essere in grado di attuare una copertura
ottimale da un punto di vista sia spaziale, sia temporale, e quindi di analizzare in modo continuo e automatico le principali fonti d’inquinamento
dell’aria e segnalarne i livelli di valori pericolosi.
Negli ultimi anni sono stati pubblicati
numerosi lavori di ricerca che propongono sistemi di monitoraggio per
la sicurezza del traffico e per l’inquinamento veicolare, in grado di coinvolgere ampie aree d’interesse. Tali
sistemi possono essere sviluppati per
evitare un imminente impatto tra auto
e guard rail, allertando il conducente.
A tal proposito vale la pena menzionare il sistema denominato RED-WINE
[5]. Questo sistema si basa su sensori
wireless utilizzati per rilevare gli incidenti sulle strade e per segnalarli ai
viaggiatori. L’obiettivo del sistema è
quello di garantire la sicurezza stradale e il controllo del traffico. Il sistema di
controllo del traffico utilizza sensori a
* Dip. di Ingegneria, Università
degli Studi del Sannio
** New Solution Enterprise srl, Benevento
daponte@unisannio.it
N.
2/13 ƒ 103
N. 02ƒ
;2013
IL PROGETTO “BARRIERA ATTIVA”
L’attività di ricerca avviata presso il
Laboratorio di Elaborazione dei Segnali e delle Informazioni di Misura
(LESIM) del Dipartimento di Ingegneria
dell’Università degli Studi del Sannio, è
finalizzata alla realizzazione di una
nuova tipologia di barriera stradale
che unisce alla tradizionale funzione di
sicurezza passiva delle funzionalità
attive capaci di rilevare (i) l’avvicinamento di veicoli alla barriera stradale,
(ii) l’inquinamento prodotto dai veicoli
in transito, (iii) la velocità degli stessi, e
(iv) il danneggiamento della barriera
stradale propagando un allarme a un
centro di controllo [3].
L’attività di ricerca si colloca nell’ambito del progetto nazionale PON dal
titolo “Studio e sviluppo di una innovativa barriera stradale basata su un
nuovo concetto di sicurezza con funzione strutturale (funzione passiva)
e funzione attiva”, ed è condotta
in collaborazione con le aziende
TECH.CON s.r.l. e CAR segnaletica
stradale S.r.l..
In considerazione dello stato attuale
dell’arte sia in Italia sia all’estero, l’obiettivo della proposta “Barriera Attiva” è l’ideazione e l’elaborazione di
un prototipo pre-industriale (proof-ofconcept) finalizzato a migliorare il
livello di qualità e sicurezza anche
ambientale delle strade italiane ed
europee, attraverso innovazioni tecnologiche che rendano le barriere
stradali un sistema attivo nella prevenzione ed eliminazione degli incidenti stradali e delle conseguenze
ambientali relative alla circolazione
di veicoli motorizzati sulla strada [4].
A tal fine, è stato previsto lo sviluppo
delle seguenti funzionalità attive innovative:
• rilievo di emissioni inquinanti (monossido di carbonio – CO, biossido di
azoto – NO2, biossido di zolfo –
SO2, polveri sottili con diametri aerodinamici equivalenti inferiori a 10 µm
e 2,5 µm – PM10 e PM2,5) dei mezzi
motorizzati attraverso sensori integrati negli organi strutturali delle barriere
stradali;
• delineazione di margine stradale
con sistemi a LED luminosi (marker
stradali);
• comunicazione in tempo reale all’ente gestore della strada di eventuale
danneggiamento di barriera stradale a
seguito di urto di mezzo motorizzato al
dato chilometro tramite un dispositivo
attivo, integrato negli elementi strutturali della barriera stradale e collegato a
un dispositivo informatico in grado di
segnalare in tempo reale ciò che è
avvenuto sulla barriera;
• comunicazione intelligente in grado di
segnalare, su appositi pannelli dissuasori, a passi adeguati, la velocità dei
mezzi in circolazione che precedono il
proprio passaggio mediante sensori di
rilevamento immediato della velocità di
circolazione in quel dato passo;
• segnalazione di avvicinamento pericoloso di mezzo motorizzato alla barriera stradale con accensione di barre
luminose a led integrate e attivate tramite sensori, in caso di avvicinamento
di un mezzo agli elementi longitudinali della barriera;
• alimentazione fotovoltaica dei sistemi attivi presenti nella barriera attraverso pannellature solari integrate in
▲
infrarossi in grado di misurare l’energia emessa dai veicoli, generata dal
riscaldamento dei motori.
Il sistema RED-WINE può fornire informazioni su collisioni auto-guardrail,
sullo stato del traffico e su alcuni parametri ambientali. Tuttavia tale sistema
presenta alcuni limiti: (i) non misura la
velocità media dei veicoli che attraversano una porzione di strada (tale
misura potrebbe essere necessaria
per il monitoraggio del traffico e,
quindi, della sicurezza stradale, e potrebbe fornire informazioni molto utili
sullo stato del traffico alla polizia e a
tutte le autorità competenti nell’ambito
dei trasporti) e (ii) non fornisce un’immediata interfaccia sul luogo di supporto ai conducenti durante il tragitto,
(ad esempio una segnalazione visiva
o acustica per evitare collisioni con il
guardrail).
Il sistema intelligente “Barriera Attiva”,
noto anche con l’acronimo inglese
WAGS (Wireless based Active Guardrail System), rappresenta la soluzione
in grado di superare i suddetti limiti.
GLI
ALTRI TEMI
ogni modulo con funzione autonoma,
in modo tale che l’eventuale danneggiamento di un modulo per incidente
stradale non privi gli altri moduli della
necessaria autonomia.
LE TECNOLOGIE DEI SENSORI
L’integrazione di sistemi di monitoraggio appropriati (sensori) nel sistema
“Barriera Attiva”, necessari a monitorare, controllare e gestire i parametri
di sicurezza e ambientali, ha richiesto
una progettazione ad hoc opportunamente ottimizzata per via dell’enorme
quantità di dati da acquisire/gestire/inviare.
Tra i sensori studiati la scelta si è orientata sulle seguenti tecnologie che meglio soddisfano alcuni fattori caratteristici (temperatura di funzionamento, risoluzione, sensibilità, cross-sensitivity,
consumo di potenza, campo di misura, vita operativa, costo):
• Sensori basati su principio ottico per
la rilevazione delle polveri sottili (PM10
e PM2,5) e su principio elettrochimico
con funzionamento amperometrico per
i gas tossici (NO2, SO2, CO);
• Sensori di accelerazione basati su
tecnologia MEMS (Micro Electro
Mechanical Systems) per la rilevazione di urti contro il guard rail.
• Sensori di velocità fotoelettrici a infrarossi impiegati per rilevare la velocità dei veicoli. Tali sensori sono in
grado di rilevare oggetti a distanze
più elevate;
• Sensori di prossimità a ultrasuoni, che
sfruttano l’emissione d’impulsi a una
frequenza di 40 kHz per rilevare la
presenza di oggetti posti nelle loro vicinanze grazie all’eco dovuta alla riflessione degli ultrasuoni da parte degli
oggetti stessi.
L’ARCHITETTURA DEL SISTEMA
Mediante l’impiego dei sensori precedentemente menzionati, e di tecnologie di comunicazione wireless, il sistema “Barriera Attiva” è in grado di
esercitare una funzione di protezione
attiva e nel suo complesso funziona
come mostrato in Fig. 1. Dalla figura
T_M ƒ 105
N. 02ƒ
; 2013
raggio ambientale e i nodi gateway.
Se un nodo gateway è fuori uso, un
nodo adiacente trasmetterà tutti i dati
al nodo gateway più vicino. Ciò è eviFigura 1 – Architettura del sistema “Barriera Attiva”
denziato in Fig. 1 con una linea di colore viola. Con i collegamenti di colore
blu sono indicate le connessioni tra i
si può notare che sono presenti tre tipi nodi gateway.
di nodi sensore wireless posizionati
direttamente sulle piastre dei guard
rail: per la sicurezza del traffico (in GLI SVILUPPI FUTURI
rosso), per il monitoraggio ambientale (in verde), e il nodo di gateway.
Il progetto “Barriera Attiva”, per il
Al fine di assicurare un’adeguata quale è prevista una durata di 36 mesi,
potenza al segnale per la trasmissione è iniziato con l’attività di definizione
dei dati, dovrebbe essere preso in con- dello stato dell’arte, analizzando le
siderazione un posizionamento ottima- tecnologie più adatte alle esigenze del
le del nodo. Nel caso di un’applicazio- progetto tra quelle offerte dal mercato.
ne in autostrada, l’intervallo di colloca- Nel prosieguo, al fine di progettare il
mento di nodi per la sicurezza del traf- tipo di architettura più idoneo alle esifico può essere compreso tra 5 e 25 m, genze operative della piattaforma, le
a seconda delle grandezze misurate. attività di ricerca si sono orientate alla
Per i nodi ambientali l’intervallo potreb- definizione della struttura complessiva
be essere compreso tra 50 e 100 m, e con l’individuazione dei principali moper i gateway potrebbe essere di circa duli che la comporranno e delle relati500 m, a seconda della tecnologia di ve interfacce di comunicazione. È precomunicazione wireless utilizzata.
vista, poi, a valle delle fasi di progettaTutti i dati trasmessi dai nodi sensori zione e realizzazione di ciascun modusono acquisiti da nodi gateway colle- lo, un’attività di sperimentazione delgati tra di loro in una topologia lineare. l’intero sistema con prove di verifica sul
Il ruolo dei nodi gateway è quello di campo.
raccogliere i dati rilevati dai nodi sensori in una determinata area, e reindirizzarli a un gateway coordinatore. I RIFERIMENTI BIBLIOGRAFICI
nodi gateway coordinatori, provvedono
a trasmettere tutti i dati ricevuti a un ser- 1. P. Daponte, L. De Vito, F. Picariello,
ver. Infine, gli stessi vengono inviati a un I. Tudosa, S. Rapuano, “Wireless sensistema di monitoraggio tramite colle- sor network for traffic safety”. Published
gamenti Internet a banda larga. Occor- on Proc. of IEEE Workshop on Envire precisare che sono stati utilizzati sen- ronmental, Energy, and Structural
sori wireless anziché cablati per privile- Monitoring Systems, Perugia, Italy,
giare aspetti quali scalabilità, flessibilità Sept. 2012.
e bassi costi di realizzazione.
2. L. De Vito, V. Cocca, M. Riccio, I.
Per quanto riguarda le tecnologie ado- Tudosa, “Wireless active guardrail
perate per la comunicazione tra senso- system for environmental measureri, e tra i sensori e i gateway, sono sta- ments”. Published on Proc. of IEEE
te ricercate, adoperate e sviluppate tec- Workshop on Environmental, Energy,
nologie tali da ridurre il consumo ener- and Structural Monitoring Systems,
getico dei sensori. Nella Fig. 1 le linee Perugia, Italy, Sept. 2012.
rosse indicano i collegamenti tra i nodi 3. M. Pappone, L. Viglione, “Progetsensori per sicurezza del traffico, men- tazione di un sistema di misura per
tre le linee sottili in giallo rappresenta- una innovativa barriera stradale”. Atti
no una diramazione tale da evitare un del Congresso Nazionale GMEE,
collegamento con un nodo guasto per Monopoli, Italia, Settembre 2012.
realizzarne uno con il successivo. Le li- 4. Università del Sannio, CAR Segnanee verdi specificano le connessioni tra letica Stradale S.r.l., Tech con S.r.l.,
i nodi sensori wireless per il monito- “Barriera attiva – studio e sviluppo di
T_M ƒ 106
una innovativa barriera stradale basata su un nuovo concetto di sicurezza
con funzione strutturale (funzione passiva) e funzione attiva”, Progetto di
ricerca P.O.N. – Ricerca e Competitività 2007-2013.
5. RED-WINE, [Online]. Available:
www.sistrasrl.it.
Pasquale Daponte è
Professore Ordinario di
“Elaborazione dei Segnali e Informazioni di Misura” presso la Facoltà di
Ingegneria dell’Università
del Sannio in Benevento.
È President Elected dell’IMEKO e coordinatore dell’IMEKO Working Group
on ADC and DAC Metrology.
Luca De Vito è Ricercatore della Facoltà di Ingegneria
dell’Università
degli Studi del Sannio.
Svolge il suo lavoro di
ricerca nell’ambito delle
misure sui sistemi di telecomunicazione e dei convertitori A/D e
D/A.
Marta Pappone è laureata in Ingegneria Energetica. Svolge il suo lavoro di assegnista di ricerca
nell’ambito delle misure
sugli impianti elettrici e
sul monitoraggio ambientale presso l’Università degli Studi del
Sannio.
Maria Riccio è laureata
in Ingegneria Informatica. Svolge il suo lavoro di
assegnista di ricerca
presso l’Università degli
Studi del Sannio nell’ambito delle tecnologie e le
metodologie di enhanced learning.
Liliana Viglione è laureata in Ingegneria dell’Automazione. Svolge il
suo lavoro come assegnista di ricerca presso l’Università degli Studi del
Sannio occupandosi di
progettazione di sistemi di monitoraggio ambientale.
GLI
ALTRI TEMI
▲
PREMIO HBM AD AFFIDABILITÀ & TECNOLOGIE 2013
Luigi Battista
Misura del flusso
nella ventilazione polmonare
Un sistema innovativo in fibra ottica più robusto alle fluttuazioni di intensità
A NOVEL FIBER-OPTIC SENSING TECHNIQUE FOR FLOW
MEASUREMENT DURING NEONATAL MECHANICAL VENTILATION
This paper reports the development of an optical fiber flow sensor for neonatal mechanical ventilation. The sensor is based on a novel fiber-optic sensing technique allowing it to be less sensitive to light intensity fluctuations
independent by the measurand than intensity-based sensors.
RIASSUNTO
Nel presente lavoro viene descritta la realizzazione di un sensore di flusso
in fibra ottica per la ventilazione polmonare neonatale. Il sistema di misura
è basato sull’impiego di un principio di funzionamento innovativo che permette, rispetto ai sensori basati sulla modulazione dell’intensità, la riduzione degli errori dovuti alle fluttuazioni dell’intensità luminosa indipendenti
dal misurando.
LA MISURA DEL FLUSSO
DURANTE LA VENTILAZIONE
POLMONARE NEONATALE
La misura del flusso durante la ventilazione polmonare praticata nelle
unità di terapia intensiva neonatale
è di cardinale importanza in quanto, anche per via delle piccole dimensioni dei pazienti (la massa dei
neonati prematuri è tipicamente
compresa tra qualche centinaio di
grammi e qualche kilogrammo), è
assolutamente necessario monitorare accuratamente la quantità di miscela gassosa erogata dal ventilatore al neonato al fine di ridurre il rischio di barotraumi causati da una
ventilazione non ottimale.
La maggior parte dei sensori di flusso
commerciali si basa su un principio di
funzionamento elettrico o elettromagnetico: sono pertanto soggetti alle
interferenze elettromagnetiche, e il segnale sensoriale è quindi esposto a
errori. Inoltre, perché tali sensori siano impiegabili in ambito clinico, il costruttore deve adottare una serie di
accorgimenti tecnici al fine di garantire la sicurezza elettrica per il paziente e gli operatori.
Al fine di ridurre tali inconvenienti,
presenti non solo nella ventilazione
polmonare ma anche nella maggior
parte degli ambiti biomedici, sono
stati proposti molteplici sistemi di misura in fibra ottica per applicazioni
medicali [1]. Infatti i sensori in fibra
ottica, essendo caratterizzati da immunità alle interferenze elettromagnetiche e da un elevato grado d’isolamento elettrico [2], consentono rispettivamente di ridurre gli errori dovuti
alle interferenze elettromagnetiche
(presenti, ad esempio, durante un esame di risonanza magnetica o durante
l’esecuzione di un intervento di elettrochirurgia praticato con elettrobisturi) e di ridurre le problematiche
inerenti la sicurezza elettrica, in
quanto sono necessari, da parte del
costruttore, minori accorgimenti tecnici per garantire tale condizione di
sicurezza.
La maggior parte dei sensori in fibra
ottica proposti sono basati sull’impiego di reticoli di Bragg (Fibre
Bragg Grating, FBG) e sulla modulazione d’intensità luminosa (intensitybased sensors): i primi necessitano
dell’impiego di componenti quali
analizzatore di spettro ottico o d’interrogatore di FBG, che richiedono
un certo investimento (tipicamente
T_M
tra circa i 20.000 € e 40.000 €) e
sono caratterizzati da una velocità
di scansione della lunghezza d’onda non sempre adeguata [2]; d’altra
parte, hanno il vantaggio di essere
basati sulla variazione della lunghezza d’onda della radiazione trasmessa/riflessa e, conseguentemente, sono immuni dagli errori dovuti
alle variazioni d’intensità luminosa
indipendenti dal misurando. I secondi, invece, sono tipicamente economici e costruttivamente semplici, ma
hanno lo svantaggio di essere affetti
dagli errori dovuti alle variazioni
d’intensità luminosa indipendenti
dal flusso.
Presso il Laboratorio di misure meccaniche, termiche e collaudi dell’Università degli Studi Roma Tre, è
stato realizzato un sistema in fibra
ottica per la misura del flusso basato su un principio di funzionamento
innovativo che consente di ottenere,
pur mantenendo una configurazione sensoriale semplice ed economica, una elevata robustezza alle
variazioni d’intensità luminosa indipendenti dal misurando. Inoltre,
come evidenziato nei paragrafi
seguenti, tale sistema di misura è
stato sviluppato per la misura dei
valori di portata volumetrica d’aria
tipicamente incontrati nell’ambito
della ventilazione polmonare neonatale [3-4].
Dip. di Ingegneria, Università
degli Studi Roma Tre
luigi.battista@uniroma3.it
luigi-battista@virgilio.it
N.
2/13 ƒ 107
N. 02ƒ
; 2013
LA MISURA DEL PROFILO D’INTENSITÀ LUMINOSA
PER RIDURRE GLI EFFETTI
DELLE FLUTTUAZIONI OTTICHE
Il sistema di misura realizzato è costituito da una fibra ottica disposta trasversalmente in un condotto, con una estremità incastrata e con l’altra libera (Fig. 1). La fibra ottica
viene deflessa per azione del flusso presente all’interno del
condotto: misurando lo spostamento dell’estremità libera
della fibra ottica, è possibile risalire al flusso di processo.
Figura 1 – Schema del sensore di flusso.
(a) In corrispondenza di un flusso Q nullo, viene individuata
una posizione di riferimento corrispondente alla posizione
del fotodiodo caratterizzato dal maggiore valore d’intensità luminosa
misurata. (b) Quando il flusso varia (Q≠0), la fibra ottica si muove
e di conseguenza anche il valore massimo della distribuzione
d’intensità luminosa si sposta dalla sua iniziale posizione
di riferimento lungo la direzione dell’array
La misura di tale spostamento può essere ottenuta
mediante l’impiego di una scheda di acquisizione connessa a un array lineare di 128 fotodiodi, posizionato
di fronte all’estremità libera della fibra ottica emettitrice
al fine di misurare il profilo d’intensità all’uscita della
fibra stessa. Tale profilo, rilevato mediante l’array di
fotodiodi connesso alla scheda di acquisizione, è caratterizzato da un valore massimo d’intensità che trasla
lungo l’array di fotodiodi in funzione del valore di flusso presente nel condotto: la posizione del fotodiodo
maggiormente illuminato dell’array di fotodiodi è quindi
correlata al flusso (Fig. 1).
Il principio di funzionamento è caratterizzato dal fatto
che l’informazione sensoriale (in questo caso, il flusso)
è contenuta all’interno della distribuzione d’intensità
luminosa e della posizione in cui si misura il suo valore
massimo, che non dipende né dal livello totale di luce
(nel caso in cui il valore d’intensità luminosa rilevata è
al di sopra della soglia di rumore) né dalle fluttuazioni
d’intensità luminosa indipendenti dal misurando. Pertanto, contrariamente ai sensori basati sulla modulazione dell’intensità luminosa, se quest’ultima varia durante
un flusso costante, il valore massimo del profilo d’intensità cambia, ma la posizione del fotodiodo dell’array
maggiormente illuminato rimane pressoché invariata,
confermando l’indipendenza del flusso misurato dalle
variazioni d’intensità luminosa indipendenti dal misurando.
N. 02ƒ
;2013
▲
GLI
ALTRI TEMI
LA CATENA DI MISURA
PER RILEVARE IL PROFILO
D’INTENSITÀ LUMINOSA
Al fine di verificare il funzionamento
del sistema proposto, sono state condotte prove sperimentali con la catena di misura illustrata in Fig. 2. La
luce emessa da una sorgente L (ad
esempio un LED) è collimata all’interno di una fibra ottica mediante un
collimatore asferico C; la luce si propaga all’interno della fibra ottica OF,
fuoriesce dall’estremità libera della
fibra ottica stessa e si proietta sulla
superficie sensibile dell’array di fotodiodi A. L’array A converte il profilo
d’intensità incidente su di esso in un
segnale elettrico, che è successivamente acquisito per mezzo di una
scheda di acquisizione AC che lo
invia a un laptop PC, sul quale è
impiegato un software per acquisizione ed elaborazione dati: la posizione del fotodiodo maggiormente
illuminato dell’array, ottenuta mediante l’elaborazione digitale dei
dati, viene poi correlata al flusso Q
presente all’interno del condotto P.
Figura 3 – Risultati delle misurazioni con il sensore di flusso in fibra ottica:
profili d’intensità rilevati dall’array di fotodiodi A e acquisiti con la scheda AC
per diversi valori di flusso
Il modulo di uscita digitale della scheda AC può essere utilizzato al fine di
generare i segnali di Serial Input (segnale d’inizio scansione dell’array di
fotodiodi) e di Clock, necessari per
garantire la corretta temporizzazione
dell’array di fotodiodi.
Le prove sperimentali sono state
effettuate per diversi valori di flusso
che sono stati impostati regolando la
pressione di uscita
di un compressore in
modo che un sensore di flusso di riferimento RF connesso
alla stessa scheda di
acquisizione AC e
disposto in serie al
sensore di flusso in
fibra ottica proposto, indicasse il valore di flusso stabilito
per condurre la prova sperimentale.
GLI ESPERIMENTI
ESEGUITI
Figura 2 – Schema della catena di misura (non in scala).
L: LED impiegato per alimentare la fibra ottica;
OF: fibra ottica; AC: scheda di acquisizione dati;
C: collimatore asferico; P: condotto;
PC: laptop; A: array di fotodiodi
Mediante l’esecuzione di prove sperimentali condotte con
la catena di misura
indicata in Fig. 2, si
è verificato che il
sistema di misura
proposto è in grado
di misurare flussi
fino a 18 l/min, ossia i valori di portata volumetrica normalmente incontrati nella ventilazione polmonare
neonatale e con pazienti di massa
fino a 10 kg [5]. In Fig. 3 sono mostrati i profili d’intensità luminosa
per diversi valori di flusso, ottenuti
acquisendo con la scheda AC l’uscita dell’array di fotodiodi.
Successivamente la stessa catena di
misura è stata impiegata per effettuare acquisizioni di dati anche durante
prove spirometriche e durante prove
eseguite con ventilatori polmonari
neonatali (Fig. 4): i risultati che emergono dalle prove sperimentali mostrano che le misure ottenute con il sensore di flusso in fibra ottica sono in accordo con quelle ottenute mediante
l’impiego del sensore di flusso di riferimento.
LA PROPOSTA DI UN NUOVO
PRINCIPIO DI FUNZIONAMENTO
Nel presente lavoro si è descritto il
funzionamento di un sensore di flusso
in fibra ottica per applicazioni di ventilazione polmonare neonatale basato
su un principio di funzionamento
innovativo che consente l’immunità
alle variazioni d’intensità luminosa
indipendenti dal misurando, in quanto
il dispositivo è basato su una tecnica
differenziale che prevede la misura
del profilo d’intensità emesso da una
fibra ottica.
T_M ƒ 109
NEWS
▼
N. 02ƒ
; 2013
▲
GLI
ALTRI TEMI
NUOVO TRASDUTTORE
DI DEFORMAZIONE
AD ALTA SENSIBILITÀ
Figura 4 – Acquisizioni consecutive dell’uscita dell’array di fotodiodi
durante la prova respiratoria; i risultati ottenuti considerando
più scansioni consecutive mostrano una forma d’onda caratterizzata
dall’alternanza tra inspirazione ed espirazione
Sebbene sia stato sperimentalmente
verificato un accordo tra le misure
ottenute con il sensore di flusso in
fibra ottica e quelle ottenute mediante l’impiego del sensore di flusso di
riferimento (sia durante prove spirometriche che durante prove eseguite, in ambiente non strutturato, con
ventilatori polmonari tipicamente utilizzati nelle terapie intensive neonatali), sono in corso di sviluppo ulteriori configurazioni sensoriali per
migliorare le caratteristiche statiche
e dinamiche del sistema di misura
considerato.
Instruments, Vol. 84 (3), 035005,
2013.
4. L. Battista, A. Scorza, S.A. Sciuto,
“Preliminary evaluation of a simple
optical fiber measurement system for
monitoring respiratory pressure in
mechanically ventilated infants”,
Proc 9th IASTED Int Conf on Biomedical Engineering, pp. 443-449,
2012.
5. U. Frey, J. Stocks, A. Coates, P. Sly and
J. Bates,“Specifications for equipment
used for infant pulmonary function
testing”, Eur Respir J., Vol. 16, pp.
731-740, 2000.
RIFERIMENTI BIBLIOGRAFICI
1. P. Rolfe, F. Scopesi and G. Serra,“
Advances in fibre-optic sensing in
medicine and biology” Meas. Sci.
Technol., Vol.18, pp.1683-1688,
2007.
2. B. Lee, “Review of the present status of optical fiber sensors”, Optical
Fiber Technology, Vol. 9, pp. 57-79,
2003.
3. L. Battista, A. Scorza, S.A. Sciuto,
“An air flow sensor for neonatal
mechanical ventilation application
based on a novel fiber-optic sensing
technique”, Review of Scientific
T_M ƒ 110
Luigi Battista si è laureato in Ingegneria Biomedica nel 2009. Attualmente sta concludendo il
Dottorato di Ricerca in
Ingegneria presso il Laboratorio di Misure Meccaniche, Termiche e Collaudi dell’Università di Roma Tre, è assegnista di ricerca
presso l’Istituto Nazionale di Ottica del
CNR ed è docente a contratto di Misure
e collaudo di macchine e impianti elettrici. Si occupa principalmente di sensori in fibra ottica, strumentazione biomedica e misure in ambito biomedico.
La misurazione della forza nelle macchine è straordinariamente precisa, se i sensori di forza sono montati direttamente
nel flusso della forza. In questo caso,
però, la macchina deve essere adattata
al sensore, operazione non sempre realizzabile.
I sensori di deformazione rappresentano
un’alternativa collaudata a tale scopo: essi
sfruttano le deformazioni degli oggetti di
misura nel momento dell’applicazione
della forza, ad esempio nei compiti di
monitoraggio per il controllo degli edifici.
Tali deformazioni sono proporzionali alla
forza e misurabili tramite i trasduttori di
deformazione. I sensori basati su estensimetri offrono, in moltissimi casi, un’economica alternativa ai sensori di forza integrati. Il loro limite, però, è rappresentato
dalle deformazioni minime: un esempio è
costituito da quegli oggetti che, se sollecitati, presentano solo deformazioni di scarsa entità, quali presse, impianti di saldatura o macchine per crimpare, oppure nei
casi in cui lo spazio disponibile è limitato.
Con il nuovo trasduttore di deformazione
piezoelettrico CST/300, HBM supera tali
limiti. L’elevata sensibilità di circa 50
pC/N assicura segnali di uscita molto elevati e, perciò, una buona riproducibilità
anche in ambienti di misura critici. Le
deformazioni minime di 10 µm/m o meno
o le deformazioni nominali fino a 300
µm/m possono essere rilevate immediatamente senza difficoltà. Con un’adeguata
taratura, è possibile determinare senza
problemi le forze applicate. Fissato con
un’unica vite e dotato di una lunghezza di
soli 47 mm, il trasduttore occupa pochissimo spazio ed è resistente nei confronti
degli influssi esterni, quali i movimenti dei
cavi o i campi elettromagnetici.
Per ulteriori informazioni:
www.hbm.com/it/menu/prodotti/
trasduttori-e-sensori
GLI
ALTRI TEMI
▲
DIETRO L’ANGOLO DELL’INNOVAZIONE
a cura di Franco Docchio
La Fotonica
Il Convegno TecFoTM di Affidabilità & Tecnologie 2013, parte I
BEYOND THE CORNER OF INNOVATION: PHOTONICS
In this paper and in the next ones (Tutto_Misure 3-4/2013) we present a
summary of TecFo™, one of the special meetings that enriched the 2013
edition of the event Affidabilità & Tecnologie, held in Turin on April 17-18,
2013. The speakers who attended the event provided a compendium of the
R&D activity in Photonics and Optoelectronics in Italy, and demonstrated the
impressive vitality of basic and applied research, as well as of the industrial
development in the field. Particular emphasis is given to the field of measurements, and of technology transfer.
RIASSUNTO
In questo, e nei prossimi due numeri della rivista, viene presentato un riassunto
del Convegno TecFo™, uno dei convegni specialistici che hanno arricchito l’edizione 2013 di Affidabilità & Tecnologie (Torino, 17-18 Aprile 2013). I relatori che si sono succeduti sul palco hanno tracciato un quadro delle ultime innova zioni riguardanti le tecnologie fotoniche e optoelettroniche, testimoniando la
vitalità della ricerca, sviluppo e industrializzazione italiana nel settore, con particolare riferimento alle misure e alle possibilità di trasferimento tecnologico.
INTRODUZIONE
Franco Docchio
(Università di Brescia e Tutto_Misure)
Una delle rubriche care al precedente
Direttore di Tutto_Misure, il compianto
Prof. Sergio Sartori, si intitolava “Che
cosa c’è dietro l’angolo”. In questa
rubrica erano messi in luce i più recenti e promettenti sviluppi nei campi
della metrologia, delle misure e della
relativa strumentazione, nonché della
normativa nel settore. Il titolo della rubrica è stato qui ripreso per una serie
di articoli che riassumono i contenuti
dei Convegni specialistici dell’evento
Affidabilità & Tecnologie, Edizione
2013 (Torino, 17-18 Aprile 2013). In
questi Convegni viene fatto il punto
sullo stato dell’arte nei diversi campi
settori di interesse per i visitatori dell’evento.
Uno degli Eventi, con annessa sezione espositiva, è TecFo™, Convegno
dedicato alle Tecnologie Fotoniche. La
fotonica, come viene ribadito dalla
Co-Organizzatrice (insieme allo scrivente) dell’evento, la Prof. Roberta
Ramponi, sta assumendo un ruolo
Leader nel contesto della R&D europea e mondiale, grazie agli innumerevoli settori applicativi che la vedono
protagonista. Anche in Italia la fotonica è rappresentata da Università,
Centri di Ricerca e Imprese, che posizionano il nostro Paese ai vertici nel
panorama mondiale. I relatori sono
stati selezionati tra coloro che meglio
potessero testimoniare la vitalità della
ricerca e del trasferimento tecnologico
(Brevetti, start-up) nel settore.
Un breve sunto delle interessanti relazioni che si sono succedute nell’ambito del Convegno è qui presentato:
T_M
siamo certi che i lettori della Rivista vi
troveranno spunti per possibili collaborazioni con i relatori e le loro istituzioni, e le imprese che operano nel
settore troveranno le motivazioni per
iniziare o confermare la partecipazione alla prossima edizione dell’evento
arricchendo ancor più l’offerta di tecnologia, ricerca, e produzione di strumentazione optoelettronica, così come è avvenuto negli anni scorsi nel
campo della Visione industriale.
Buona lettura!
PRESENTAZIONE DELL’EVENTO
Roberta Ramponi
(Politecnico di Milano)
Questo convegno, alla sua seconda
edizione, vuole mettere a confronto il
mondo scientifico-accademico della
ricerca avanzata nel settore delle tecnologie fotoniche con le applicazioni
Università di Brescia,
Presidente Comitato Scientifico
e Industriale di A&T e
Direttore Responsabile di Tutto_Misure
franco.docchio@ing.unibs.it
N.
2/13 ƒ 111
N. 02ƒ
;2013
Programma
Tecnologie Fotoniche:
applicazioni innovative
dalla ricerca per l’industria
1. Introduzione del Moderatore –
Roberta Ramponi (Politecnico di Milano, EOS)
2. Microscopio olografico a contrasto di fase per l’ispezione e
caratterizzazione di materiali e processi: dalla microelettronica alla biomicrofluidica – Lisa Miccio (INO-CNR
– Napoli)
3. Imaging nel vicino infrarosso: applicazioni e tecnologie – Lorenzo Colace (Università di Roma 3)
4. Silicon Photonics: le potenzialità, i limiti e le opportunità per gli utenti – Andrea Melloni (DEI – Politecnico
di Milano)
5. La sfida della celle fotovoltaiche di plastica – Guglielmo Lanzani (CNST-IIT Milano)
6. Le tecnologie fotoniche per rivelare
qualità e sicurezza alimentare –
Anna Grazia Mignani, Leonardo
Ciaccheri, Andrea Azelio Mencaglia
(CNR-IFAC Sesto Fiorentino)
7. Sistema di generazione di segnali
per l’identificazione di molecole
di elevato impatto ambientale
e biologico – Fabio Baronio, Matteo
Conforti, Mario Marangoni, Costantino De Angelis, Giulio Cerullo (Università di Brescia, Politecnico di Milano)
8. L’arte vista sotto una nuova
luce: la fotonica per lo studio e la
conservazione del patrimonio storico
artistico – Gianluca Valentini (Dip.
Fisica – Politecnico di Milano)
9. AMPLE: Un sistema LIDAR per la
realizzazione di mappe 3D delle proprietà ottiche del particolato e della
loro evoluzione temporale nell’area
urbana di Pechino – Giuliano Piccinno (Italia-Cina Joint Research Center
for Laser Remote Sensing, – ALA
Advanced LIDAR Applications srl,
Napoli – Bright Solutions srl, Cura
Carpignano PV)
10. Conclusioni – Franco Docchio
(Università di Brescia)
MICROSCOPIA OLOGRAFICA
A CONTRASTO DI FASE
PER L’ISPEZIONE
E CARATTERIZZAZIONE
DI MATERIALI E PROCESSI:
DALLA MICROELETTRONICA
ALLA BIO-MICROFLUIDICA
L. Miccio, A. Finizio, S. Grilli,
M. Paturzo, P. Memmolo, F. Merola,
V. Bianco, M. Matrecano, P. Ferraro
(Istituto Nazionale di Ottica, CNR)
▲
industriali. Intende dunque fare luce
su argomenti che, come si vede dal
programma, sono abbastanza variati,
e possono costituire i settori di maggior impatto in termini di potenzialità
di trasferimento tecnologico.
La fotonica è stata, negli ultimi anni,
inclusa tra le cosiddette tecnologie
chiave abilitanti dall’Unione Europea, per cui è una delle tecnologie su
cui maggiormente si punta a livello
europeo in termini di sviluppo industriale, e sarà sicuramente uno dei settori cardine nel prossimo Programma
Quadro della UE, denominato Horizon 2020. In Horizon 2020 saranno potenziate le tecnologie chiave
abilitanti, come supporto, da un lato,
della competitività industriale, ma con
una forte attenzione all’utilizzatore e
alla risposta alle sfide della società
moderna in termini di miglioramento
della società e di sviluppo sostenibile.
Sicuramente in queste applicazioni la
fotonica può giocare un ruolo fondamentale. Alcuni esempi di settori particolarmente significativi verranno presentati in questo convegno.
GLI
ALTRI TEMI
L’olografia è una tecnica interferometrica relativamente recente: la pubblicazione di Dannis Gabor del 1948
[1] è storicamente riconosciuta come
il suo inizio. Dai primi set-up sperimentali a oggi sono stati implementati molteplici miglioramenti, e ancora
oggi l’olografia è considerata una tecnica up-coming.
L’olografia è una tecnica di imaging
in ottica coerente composta da due
fasi; la prima è la registrazione di un
pattern d’interferenza, la seconda
riguarda la formazione dell’immagine. In olografia classica l’ologramma
è registrato su una lastra fotografica e
la formazione dell’immagine si ottiene
per diffrazione dalla lastra. In olografia digitale (OD) la registrazione delle
immagini avviene su un dispositivo
elettronico (CCD o CMOS), mentre la
ricostruzione dell’immagine dell’oggetto è operata numericamente con
programmi che emulano il processo
di diffrazione della luce. Il passaggio
dalla ricostruzione ottica a quella
numerica permette di avere accesso,
oltre che all’ampiezza del campo ottico, anche alla fase in modo quantitativo [2], cioè di avere mappature di
fase linearmente dipendenti dal cammino ottico della luce. È possibile
quindi gestire numericamente l’ampiezza e la fase del campo ottico
riflesso o trasmesso dal campione in
esame che può essere una cellula,
un dispositivo microelettronico o un
oggetto di dimensioni umane.
Figura 1 – La tecnica dell’OD per visualizzare oggetti immersi in fluidi torbidi.
(a) adattamento del setup sperimentale a esperimenti di micro-fluidica;
(b) confronto fra la visualizzazione in luce bianca e quella olografica
per un test-target e immagini di spermatozoi in canali microfluidici ottenuti
con il setup disegnato in (a). [Ref. 15]
T_M ƒ 113
N. 02ƒ
; 2013
Di fatto la capacità di fornire immagini di ampiezza e
a contrasto di fase rende l’OD uno strumento adeguato
in molti campi di applicazione dalla metrologia
[3,4] alla visualizzazione 3D [5]. I vantaggi derivanti dall’OD sono molteplici, dovuti soprattutto alla possibilità di operare numericamente sulle immagini. È stata
dimostrata la capacità di eliminare le aberrazioni [6-8],
operare “extended focused images” [9,10], ricavare
immagini di tipo DIC [11,12] o anche aumentare sinteticamente la risoluzione dell’apparato [13,14]. È stato
recentemente provato in campo microfluidico che l’olografia digitale può essere impiegata in casi di scarsa
visibilità come nel caso di campioni biologici immersi in
mezzi torbidi [15-17].
Un risultato di notevole interesse per la comunità è stato raggiunto quest’anno, e riguarda la possibilità di acquisire e ricostruire ologrammi di
oggetti macroscopici e di persone viventi in
condizioni di scarsa visibilità. Il risultato è stato
raggiunto utilizzando laser che emettono nella regione
dell’infrarosso [18-20] ed è stato applicato al caso di
persone nascoste da fumo e fiamme [21]. Il risultato è
stato realizzato grazie alla collaborazione tra le sezioni
di Napoli e Firenze dell’Istituto Nazionale di Ottica
(INO) del CNR.
La sezione di Napoli dell’INO da anni lavora per
ampliare i campi d’applicazione dell’OD migliorando sia i set-up sperimentali, sia gli algoritmi di ricostruzione numerica adattando di volta in volta la tecnica
alle specifiche esigenze sperimentali.
1. 35, 2112-2114 (2010).
2. Reliability of 3D imaging by digital holography at long
IR wavelength, A. Pelagotti et al, Journal of Display Technology 6, 465-471 (2010).
3. Imaging live humans through smoke and flames using
far-infrared digital holography, Locatelli et al, Opt.
Express 21 (2013)
Lisa Miccio si è laureata in Fisica con lode
all’Università Federico II di Napoli nel 2006.
Ha poi ottenuto il titolo di Dottore di Ricerca
all’Università di Firenze nel Febbraio 2010.
Opera attualmente presso l’INO-CNR. I suoi
interessi di ricerca sono nel campo dell’ottica,
le sue principali attività riguardano lo studio
delle proprietà dei materiali mediante imaging in luce
coerente.
RIVELARE QUALITÀ E SICUREZZA ALIMENTARE
CON DISPOSITIVI FOTONICI
Anna Grazia Mignani (CNR-Istituto di Fisica Applicata “Nello Carrara”, Sesto Fiorentino – FI)
La fotonica è attualmente considerata dall’Unione Europea una tecnologia-chiave abilitante, in grado cioè di
migliorare la qualità della vita del 21° secolo e di produrre un’accelerazione dell’economia. Le tecnologie foto-
T_M ƒ 114
N. 02ƒ
;2013
inoltre sviluppate tecniche di analisi
dei dati spettroscopici che consentono di estrarre più informazioni da un
unico spettro, utilizzando perciò una
sola tecnica analitica per la misura
di più parametri. Tali tecniche consentono di creare mappe bi/tridimensionali nelle quali il campione è
raffigurato da un punto rappresentativo della sua identità. L’analisi di più
campioni permette quindi la realizzazione di mappe contenenti più
punti, i quali si raccolgono o distinguono sulla base delle mutue similitudini o differenze. Qualora siano disponibili campionature di alimenti
certificati, cioè dotati di un’analitica
di riferimento ottenuta con tecniche
convenzionali, è inoltre possibile correlare i dati spettroscopici con quelli
di riferimento in maniera da realizzare modelli predittivi per un’indagine multiparametrica [4].
Dispositivi
fotonici-spettroscopici
hanno dimostrato efficacia e affidabilità per controllare la qualità e rivelare eventuali contaminazioni di
cereali [5, 6], frutta [7], prodotti lattiero-caseari [8], carni [9, 10], oli di
vario tipo [11, 12] e di molti altri alimenti [13, 14]. Anche presso l’Istituto di Fisica Applicata “Nello Carrara” del CNR sono stati progettati e
sperimentati semplici dispositivi foto-
▲
niche, inizialmente sviluppate negli
anni ’80-‘90 per il settore delle telecomunicazioni, hanno successivamente generato una moltitudine di sorgenti di luce compatte, rivelatori, microspettrometri, fibre ottiche e componenti ottici miniaturizzati, che trovano
applicazioni significative nel settore
biomedicale e manifatturiero, e in settori innovativi quali la generazione di
energia, l’illuminazione, la metrologia
e la sensoristica.
Le opportunità offerte dalla fotonica
possono essere sfruttate anche dal settore del controllo alimentare, che
sempre più richiede la disponibilità di
strumenti compatti, maneggevoli e di
costo contenuto da inserire nei processi di produzione. La spettroscopia,
quale consolidata tecnica fotonica per
l’indagine dei materiali, sta riscuotendo un particolare interesse anche per
applicazioni alimentari. Essa consente
infatti di analizzare il prodotto
rapidamente, in maniera diretta
e non distruttiva, in tempo reale
e senza utilizzare reagenti chimici. In tal senso, viene considerata
una tecnica analitica “verde”, cioè
sostenibile dal punto di vista dell’impatto ambientale [1, 2].
L’interazione tra luce e alimento permette di acquisire spettri di assorbimento, fluorescenza, o Raman, che
sono identificativi delle caratteristiche
peculiari dell’alimento stesso. Tali
spettri contengono infatti informazioni
riguardanti la composizione molecolare, e possono inoltre evidenziare
tempestivamente eventuali anomalie.
L’intera banda spettroscopica che si
estende dal visibile al vicino infrarosso (400 -2.500 nm), è utile per analisi
alimentari. Le informazioni riguardanti i pigmenti provengono dalla banda
visibile, mentre quelle riguardanti carboidrati, proteine, zuccheri, grassi e
acqua derivano dal vicino infrarosso.
In pratica, l’indagine spettroscopica ad ampio spettro costituisce una sorta di “fingerprint”
globale dell’alimento [3].
Per venire incontro all’esigenza di
interpretare spettri convoluti di difficile comprensione, contenenti una
miriade di informazioni molecolari
ridondanti e interferenti, sono state
GLI
ALTRI TEMI
nici per la verifica di qualità e sicurezza di alimenti, quali olio extra
vergine di oliva, whisky, vino, birra e
latte.
Un esempio è dato da uno strumento
che evidenzia soglie di rischio di contaminazione del latte da parte di
aflatossina M1. Come illustrato in
Fig. 2, lo strumento è di tipo portatile per poterlo utilizzare durante la
raccolta del latte. Dato che le direttive europee tollerano una concentrazione massima di aflatossina pari a
50 µg/l, tale strumento è progettato
per evidenziare e scartare campioni
eccessivamente contaminati. Essendo l’aflatossina M1 intrinsecamente
fluorescente, viene effettuata una
misura di fluorescenza eccitata con
un LED a emissione ultravioletta e
rivelata con uno spettrometro compatto. Gli spettri di fluorescenza relativi a varie concentrazioni di contaminante, opportunamente elaborati, permettono di costruire una mappa di rischio bidimensionale, nella
quale il campione di latte è rappresentato da un punto la cui collocazione indica l’appartenenza a determinate soglie di contaminazione.
Ciò rende possibile l’attribuzione
del rischio e la conseguente accettazione o meno del campione
raccolto.
Figura 2 – Rivelazione di aflatossina M1 nel latte – in alto: schema di misura per spettroscopia
di fluorescenza e sua implementazione come dispositivo portatile – in basso: spettri
di fluorescenza di campioni di latte contenenti varie concentrazioni di aflatossina M1 e relativa
mappa in grado di collocare i vari campioni in varie zone di contaminazione
T_M ƒ 115
N. 02ƒ
; 2013
Figura 3 – Rivelazione della qualità della birra – a sinistra: schema del dispositivo
che consente di effettuare spettri di assorbimento nell’ampia banda visibile e vicino infrarosso,
indipendentemente dalla torbidità e rappresentazione di una sua possibile implementazione –
in alto al centro e destra: spettri di assorbimento di birre di varie provenienze –
in basso al centro: modello predittivo per la rivelazione del contenuto alcolico –
in basso a destra: mappa identificativa delle birre di provenienza belga o altra provenienza
Un esempio di strumentazione per
applicazioni al controllo di qualità è
invece mostrato in Fig. 3, in questo
caso dedicato alla misura del contenuto alcolico della birra e alla verifica
della sua provenienza geografica. Il
campione da analizzare è contenuto
all’interno di una sfera integratrice,
alla quale sono affacciati una sorgente alogena e alcuni spettrometri compatti. Tale sistema effettua una spettroscopia di assorbimento nell’ampia
banda 400 -1.700 nm tramite luce diffusa, che risulta indipendente dall’eventuale torbidità del campione senza
dover apportare procedure di filtraggio. Gli spettri acquisiti nel vicino infrarosso permettono di ottenere un
modello predittivo per il contenuto
alcolico: un sistema simile, di tipo
compatto e configurato con una cella
di flusso può quindi essere utilizzato
per il controllo del processo di produzione della birra.
Inoltre, gli spettri acquisiti nell’intero
intervallo visibile e vicino infrarosso
permetto di creare una mappa bidimensionale per la classificazione
della provenienza geografica del prodotto. Tale mappa evidenza che le
birre di provenienza belga, grazie
alle loro qualità peculiari, si raccolgono in un gruppo nettamente distinto
rispetto al gruppo rappresentativo di
altri tipi di birre. Questa tecnica di
classificazione può essere utilizzata a
tutela del prodotto per rivelare
frodi commerciali.
Le prospettive future dei sistemi fotonici per l’industria alimentare si stanno
T_M ƒ 116
rivolgendo non solo alla realizzazione di strumenti innovativi dedicati a
migliorare produzione e controllo del
prodotto, ma anche alla realizzazione di semplici dispositivi per un’autovalutazione dell’alimento. Infatti, sempre maggiore è il desiderio dei consumatori di essere coinvolti in maniera attiva nelle scelte del prodotto. La
grande offerta commerciale di smartphone, e i loro piccoli dispositivi fotonici (LED e telecamera) già inclusi,
inducono a progettare nuove applicazioni per l’autovalutazione
dell’alimento. Ad esempio, un qualunque smartphone può leggere un
codice QR o a barre, e inviare tramite rete internet tale immagine a un database remoto contenente informazioni di qualità e tracciabilità, ottenendo
innumerevoli informazioni aggiuntive
rispetto a quelle presenti sulle etichette della confezione.
In una visione più futuristica, il LED e
la telecamera dello smartphone, e
altri piccoli dispositivi fotonici che
potranno essere in seguito integrati,
consentiranno di effettuare indagini
spettroscopiche tramite lo smartphone stesso, che opererà come un piccolo computer dotato di applicazioni per la gestione, l’elaborazione e
il confronto delle informazioni spettroscopiche che sottintendono la
garanzia di qualità e sicurezza dell’alimento.
Anna Grazia Mignani
ha conseguito la Laurea in
Fisica e il Dottorato in Controlli non Distruttivi presso
l’Università degli Studi di
Firenze. Dal 1984 lavora
presso l’Istituto di Fisica
Applicata “Nello Carrara” del CNR, è
Fellow della Società Internazionale SPIE,
e svolge attività di ricerca, sviluppo e trasferimento tecnologico nell’ambito della
sensoristica fotonica. I prototipi realizzati
con finanziamenti di progetti di ricerca
nazionali e dell’Unione Europea hanno
trovato applicazioni in numerosi controlli
di processi industriali, nella rivelazione
della qualità delle acque e nel settore del
controllo ambientale. Recentemente, i
semplici dispositivi per spettroscopia realizzati, hanno riscosso interesse da parte
del settore alimentare, per quantificare
online composti nutraceutici e altri indicatori di qualità, per rivelare eventuali frodi
commerciali, e per garantire la sicurezza
del prodotto.
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
▲
LA COMPATIBILITÀ ELETTROMAGNETICA
Marco Cati
La misura della resistività
dei materiali
Tecnica di misura basata sul metodo Volt-Amperometrico a 4 terminali
misura sono suddivisi in industriali
quando sono basati sull’impiego di
strumenti a lettura diretta, e di confronto quando sono basati sull’impiego di configurazioni a ponte [2].
Il metodo più semplice, utilizzato soprattutto in ambito industriale, per la determinazione di una qualunque resistenza
è il metodo Volt – Amperometrico, che
permette di ricavare il valore di una resistenza incognita Rm dall’applicazione
diretta della prima legge di Ohm, cioè
dal rapporto tra la differenza di potenRIASSUNTO
ziale ∆V misurata ai capi della resistenLa tecnica di misura basata sul metodo Volt – Amperometrico a quattro terza incognita e la corrente I che l’attraminali è molto diffusa nell’ambito dell’industria dei semiconduttori, dove
versa. Questo metodo di misura può
viene utilizzata per determinare la resistività di materiali con differenti droessere impiegato, senza ricorrere a sforgaggi. In questo articolo ne viene descritto l’impiego per la determinaziozi eccessivi in termini di disponibilità di
ne della resistività di materiali metallici che, nell’ambito della Compatibilistrumentazione, per coprire un campo
tà Elettromagnetica (CEM), rappresenta un parametro fondamentale per
di misura che può estendersi dai millesidiscriminarne le proprietà schermanti. Nella prima parte dell’articolo viene
mi di Ohm alle migliaia di Ohm. Per la
richiamata la trattazione analitica del metodo; nella seconda parte viene
misura di resistenze più piccole dei mildescritta la sonda di misura impiegata, e viene offerto un esempio applilesimi di Ohm occorre qualche accorgicativo relativo alla validazione del metodo attraverso la determinazione
mento in più; infatti, in questo caso, le
della resistività di un provino in rame.
resistenze di contatto Rc tra i morsetti di
misura e i terminali della resistenza incognita Rm introducono un errore sistemaINTRODUZIONE
ne e la verifica delle proprietà elettri- tico non trascurabile proprio nella deterche dei materiali metallici.
minazione della resistenza incognita.
Nella Compatibilità Elettromagnetica
Tale errore risulta complesso da correg(CEM) non è insolito sentire parlare
gere, in quanto la stima della resistenza
della misura di resistenza o di resisti- LA MISURA
di contatto è piuttosto difficoltosa. Una
vità superficiale espressa in Ω/ (si DI RESISTENZA ELETTRICA
delle metodiche più semplici in ambito
legge Ohm su quadrato). Tali granindustriale per superare questa difficoltà
dezze sono riportate, per esempio, La misura della resistenza elettrica è il metodo Volt – Amperometrico a
nelle specifiche tecniche dei materiali con la relativa incertezza riveste quattro terminali.
schermanti come i nastri conduttivi, i un’importanza fondamentale nell’infinger metallici o gli elastomeri con- gegneria. Come sappiamo i metodi di
duttivi [1]. Ma cosa si intende nello misura differiscono sia a seconda del- IL METODO VOLT-AMPEROMETRICO
specifico quando si parla di resisten- l’ordine di grandezza della resistenza A QUATTRO TERMINALI
za o di resistività superficiale dei incognita, sia in funzione del grado
materiali e, più in particolare, cosa d’incertezza da associare alla misu- Il metodo Volt – Amperometrico a
significa esprimere una resistenza razione. In maniera piuttosto grosso- quattro terminali è illustrato in Fig. 1
elettrica in Ω/ ? In questo articolo lana possiamo suddividere in tre cate- (a sinistra lo schema di principio, a
vengono chiariti questi concetti pre- gorie piccole, medie e grandi i valori destra il circuito equivalente). In quesentando un metodo di misura basato delle resistenze incognite rispettivasulla tecnica a quattro terminali che, mente inferiori a un Ohm, da uno a
con opportuni accorgimenti, può un migliaio di Ohm e oltre un migliaio Ricerca e Sviluppo - Esaote spa, Firenze
essere impiegato per la determinazio- di Ohm. Analogamente, i metodi di marco.cati@esaote.com
THE MEASUREMENT OF THE RESISTIVITY OF MATERIALS
The measurement technique based on the four-terminals Volt - Amperometric
method is widely adopted in the semiconductor industry, where it is used to
determine the resistivity of materials with different types of doping. In this
article we describe the use of this technique for the determination of the resistivity of metallic materials that, in the Electromagnetic Compatibility (EMC)
field, is a key parameter to discriminate in terms of shielding properties. In
the first part of the article the analysis of the method is presented: in the second
part, the four-probe head used for the measurement is described and an
example related to the validation of the method by determining the resistivity of a copper sample is offered.
T_M
N.
2/13 ƒ 117
sto caso si utilizzano i due terminali esterni collegati a un generatore di corrente (maglia amperometrica) per iniettare una corrente nota
I (generalmente continua) nella resistenza incognita Rm e
due terminali interni collegati a un misuratore di tensione
(maglia voltmetrica) per misurare la differenza di potenziale ∆V. Con questa tecnica la caduta di tensione sulle
resistenze di contatto Rc risulta trascurabile in quanto la
corrente che scorre nella maglia voltmetrica è, in pratica,
nulla essendo la resistenza d’ingresso del voltmetro dell’ordine delle migliaia di Ohm e la resistenza incognita
inferiore ai millesimi di Ohm nel caso di materiali metallici. Dal rapporto tra la differenza di potenziale ∆V e la corrente I è possibile infine determinare il valore della resistenza Rm.
Figura 1 – Misura a quattro terminali
(sinistra: schema di principio;
destra: circuito equivalente)
DALLA MISURA DI RESISTENZA
ALLA RESISTIVITÀ SUPERFICIALE DEL MATERIALE
Cerchiamo adesso di applicare il metodo esposto al caso
di nostro interesse. Supponiamo cioè che i quattro terminali di misura di Fig. 1 siano allineati e posti in contatto
con un materiale metallico; in questo caso la resistenza
incognita Rm è caratteristica del materiale metallico stesso.
È interessante chiedersi se è possibile risalire dalla misura
della resistenza Rm alla stima della resistività ρ del materiale sotto misura. La risposta è affermativa, ed è derivata
direttamente dall’applicazione di questa tecnica nel
campo della misura della resistività dei materiali semiconduttori [3].
In particolare, con riferimento alla Fig. 2, assumendo che:
– Il provino sia a forma di parallelepipedo rettangolo di
dimensioni trasversali a e b (con a>b) e spessore w;
– Il provino sia omogeneo cioè con resistività ρ uniforme nell’area di misura.
– I quattro terminali siano allineati e disposti parallelamente alla direzione identificata dal lato a;
– La spaziatura tra i quattro terminali sia uniforme e pari a s;
– La superficie su cui si poggiano i terminali sia piatta e
priva di discontinuità;
– La superficie di contatto
terminale – materiale sia
emisferica con raggio trascurabile;
e, tenendo conto della
distribuzione spaziale
che assumono le linee di
corrente sulla superficie
e all’interno del provino
nel caso di applicazione
di una corrente continua,
è possibile dimostrare
[4] che la resistività, ρ
Figura 2 – Geometria del provino
sotto misura
▲
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
(misurata in Ωm), può essere espressa dalla relazione:
ρ = 2πs
∆V
G( s , w )K ( a , b , s )
I
dove ∆V è la differenza di potenziale misurata tra i terminali interni, I è la corrente applicata ai terminali esterni e
infine G(s,w) e K(a,b,s) sono due coefficienti correttivi che
tengono conto rispettivamente dell’effetto sulla distribuzione delle linee di corrente nel provino da parte dello spessore finito w e delle dimensioni trasversali finite a e b.
A partire dall’espressione sopra, si definisce resistività
superficiale, ρs l’espressione ρs=ρ/w:
ρs =
s ∆V
ρ
= 2π
G( s , w )K ( a , b , s )
w
w I
L’unità di misura della resistività superficiale è Ω/ .
L’espressione dei coefficienti G e K è piuttosto complessa e
coinvolge l’impiego di funzioni speciali. In particolare G è
funzione del rapporto w/s e risulta espresso dalla relazione:
G( s , w ) =
w
s
s
s 21n(2) + N
− N
2w
w
con:
∞
N ( λ ) = 2π ∑ iH (01) ( i 2πnλ )
n =1
dove Ho(1) è la funzione di Hankel di prima specie e i è
l’unità immaginaria (i2=-1). Analogamente K è funzione
del rapporto a/s e b/s e risulta espresso dalla relazione:
1n( 2)
K( a,b, s) =
π
−4
π
1− e d
+ 1n
π
−2
d
1− e d
e
∞
+∑1
m =1m
−2π ( c − 2 )
m
d
m
m
−6 π
−2π
⋅ 1 − e d ⋅ 1 − e d
m
−2πc
d
1 − e
con c=a/s e d=b/s. Si osservi inoltre che, per come sono
stati disposti i terminali di misura rispetto al provino (Fig.
2), nell’espressione di K dovrà essere a>3s ovvero
a/s=c>3.
I COEFFICIENTI G E K
Sebbene le espressioni dei coefficienti G e K siano complesse è possibile offrirne una rappresentazione grafica. Nella Fig. 3 è riportato l’andamento del coefficiente G in funzione di w/s. Come si osserva, per w/s>>1
T_M ƒ 119
(provino spesso rispetto alla distanza
tra i terminali) il coefficiente G tende
al valore unitario (per esempio già
per w/s=5 risulta G=0,9931 ovvero
si commette un errore inferiore al 1%
Figura 3 – Andamento del coefficiente G
in funzione di w/s
T_M ƒ 120
N. 02ƒ
; 2013
▲
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
se si assume G=1 nell’espressione
della resistività del materiale). Analogamente per w/s<<1 (provino sottile
rispetto alla distanza tra i terminali di
misura) il coefficiente G può essere
approssimato come
G=(w/s)/(2ln(2))=
0,7213⋅(w/s) e la resistività superficiale assume in questo caso l’espressione semplificata ρs=π/ln(2)⋅(∆V/I)⋅K
=4,5324⋅(∆V/I)⋅K
indipendente dal valore dello spessore w
del provino. Per questo caso particolare la
resistività superficiale
viene chiamata anche
sheet resistance o resistenza di strato. L’unità
di misura della resistenza di strato è Ω/ .
Nella Fig. 4 è riportato l’andamento
del coefficiente K in funzione di b/s
per alcuni valori di a/s (si ricordi che
deve essere a/s>3). Come si osserva,
fissato il valore di a/s, per b/s>>1 il
Figura 4 – Andamento del coefficiente K
in funzione di b/s, fissato a/s
N. 02ƒ
;2013
Figura 5 – Andamento del coefficiente K
in funzione di a/s, fissato b/s
Le Figg. 4 e 5 forniscono infine
anche utili indicazioni su quando
poter considerare “infinito” un provino dal punto di vista della determinazione della resistività del materiale: infatti, per valori di a/s>>1 e
b/s>>1 il coefficiente K tende a un
valore unitario: per esempio già per
a/s=20 e b/s=20 risulta K=0,9818,
ovvero si commette un errore inferiore al 2% se si considera K=1 nell’espressione della resistività del materiale.
RISULTATI SPERIMENTALI
E VALIDAZIONE DEL METODO
Il metodo presentato è stato validato
confrontando il valore della resistività ottenuto applicando la trattazione
teorica descritta con quella di alcuni
provini a resistività nota (p. es.
rame, alluminio, ecc.). A titolo esem-
plificativo si riportano qui i risultati
ottenuti nel caso specifico in cui il
provino è realizzato a partire da
una striscia di nastro conduttivo in
rame (modello CCH-36-101-0300
prodotto dalla Chomerics ® ) di
dimensioni trasversali axb pari a
185x76 mm e spessore nominale w
pari a 35,6 µm [1].
La strumentazione coinvolta prevede, oltre all’utilizzo della sonda a
quattro terminali auto-costruita descritta sotto, anche l’impiego di un
multimetro digitale a sei cifre
e mezzo e un generatore di
corrente continua lineare e
stabilizzato (immagine a
destra Fig. 6).
La sonda a quattro terminali
è progettata (immagine a
sinistra in Fig. 6) impiegando quattro contatti a molla
Ingun® a punta arrotondata
(modello GKS-100-305-130A-30-00) utilizzati nel campo
delle verifiche ICT (In Circuit
Testing), con spaziatura tra i
terminali uniforme e pari a
s=5,05 mm. Ciascun contatto a molla è quindi collegato
all’anima di un connettore
BNC da pannello e la ghiera
dei connettori BNC è collegata galvanicamente allo chassis in
metallo della sonda (immagine centrale in Fig. 6). Questo particolare
tipo di costruzione permette di
schermare dalle eventuali interferenze elettromagnetiche sia il circuito
d’iniezione della corrente di prova
(maglia amperometrica), sia, soprattutto, il circuito di lettura della tensione di misura (maglia voltmetrica)
che, considerati i piccoli valori atte-
▲
coefficiente K tende a un valore costante dipendente dal rapporto a/s
stesso. Analogamente, fissato il valore
di a/s, per b/s<<1 il coefficiente K
può essere approssimato come
K=(b/s)⋅ln(2)/π.
Nella Fig. 5 è riportato l’andamento
del coefficiente K in funzione di a/s
per alcuni valori di b/s. Come si
osserva, fissato il valore di b/s, per
a/s>>1 il coefficiente K tende a un
valore costante dipendente dal rapporto b/s stesso.
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
si della tensione letta (dell’ordine
delle decine di microvolt) può risultare sensibile alle interferenze elettromagnetiche.
Tenendo conto delle caratteristiche
geometriche della sonda di misura e
del provino, risulta a/s=36,63,
b/s=15,05 e w/s=7,05e-3<<1 da
cui utilizzando i grafici di Fig. 3, Fig. 4
e Fig. 5 (o per maggiore accuratezza
le formule sopra esposte) si ottiene
K=0,9697 e G=(w/s)/(2ln(2))=
0,7213⋅(w/s)=5,08e-3.
Le misure sono effettuate applicando
una corrente continua di I=5,02 A con
una temperatura ambiente di 25 °C.
La differenza di potenziale tra i
due terminali esterni risulta di
∆V=569,6 µV ±0,7% (uno scarto tipo
ottenuto da 5 misure). Per le formule
esposte, la resistività stimata risulta quindi ρ=2πs⋅(∆V/I)⋅G⋅K=1,77⋅10-8 Ωm.
Considerato che la resistività teorica
del rame a 20 °C è ρCU=1,69⋅10-8 Ωm
e che il coefficiente termico è
α=4,04e-3 Ωm/°C, la resistività teorica riportata a 25 °C risulta
ρ@T=ρ@20°C⋅(1+α⋅(T-20))=
1,72⋅10-8 Ωm. Lo scostamento tra la
resistività misurata e quella teorica del
rame riportata a 25 °C è quindi inferiore al 4%, cioè entro l’incertezza
strumentale che può essere stimata
attorno a qualche punto percentuale.
CONCLUSIONI
E SVILUPPI FUTURI
È stato presentato un metodo per la
determinazione della resistività dei
materiali metallici basato sulla tecnica
Volt – Amperometrica a quattro terminali. Il metodo si presta a un impiego
in ambito industriale sia per la
semplicità della
sonda di misura
realizzata, sia
per la tipologia
di strumentazione
impiegata
che, di fatto, risulta senz’altro
disponibile all’inFigura 6 – Sonda a quattro terminali
terno di un repar(sinistra: progetto CAD; centro: realizzazione; destra: set-up di prova)
to di Ricerca &
T_M ƒ 121
N. 02ƒ
; 2013
■
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
Sviluppo. Il metodo di misura è stato
validato attraverso la stima della resistività di un provino in rame impiegando una corrente di prova continua: l’accuratezza raggiunta è stimata nell’ordine del 4%.
Nel futuro l’impiego del metodo
sarà esteso a frequenze maggiori di
zero per valutare l’effetto sulla determinazione della resistività della non
più uniforme distribuzione di corrente lungo lo spessore del provino
sotto misura. In quest’ottica sarà utilizzato un software di simulazione
agli elementi finiti (FEM) per confrontare i risultati sperimentali con
quelli predetti dalle simulazioni.
ding Products, Chomerics®.
2. L. Olivieri, E. Ravelli, “Elettrotecnica – Misure Elettriche”, Vol. 3, Edizioni Cedam, 1975, Padova.
3. A. Uhlir, JR, “The Potentials of
Infinite Systems of Sources and Numerical Solutions of Problems in Semi-
conductor Engineering”, The Bell
System Technical Journal, January
1955.
4. F.M. Smits, “Measurement of Sheet
Resistivities with the Four-Point Probe”,
The Bell System Technical Journal,
May 1958.
Marco Cati si è laureato con lode ed encomio solenne al curriculum di studio in Ingegneria Elettronica presso l’Università di
Firenze nel 2001 discutendo una tesi sulla misura d’impedenza
in alta frequenza in presenza di correnti di modo comune. Nel
2002 viene nominato Cultore della Materia per il settore Misure
Elettriche ed Elettroniche. Nel 2005 consegue il titolo di Dottore
di Ricerca in Ingegneria dell’Affidabilità, Manutenzione e Logistica lavorando sul tema delle incertezze di misura nelle prove di CompatibiliRIFERIMENTI BIBLIOGRAFICI
tà Elettromagnetica. Dal 2005 svolge attività professionale nel reparto ricerca
e sviluppo di Esaote dove è responsabile delle verifiche di Compatibilità Elet1. Datasheet CHO-FOIL & CHO-FAB tromagnetica su dispositivi ecografici. È ispettore tecnico per l’ente unico di
Shielding Tapes – Laminates & Groun- accreditamento italiano ACCREDIA.
T_M ƒ 122
VISIONE
ARTIFICIALE
▲
A cura di Giovanna Sansoni (giovanna.sansoni@ing.unibs.it)
Soluzioni di visione
innovative
per incrementare produttività e affidabilità
INNOVATIVE SOLUTIONS IN VISION
The section on Artificial Vision is intended to be a “forum” for Tutto_Misure
readers who wish to explore the world of components, systems, solutions for
industrial vision and their applications (automation, robotics, food&beverage,
quality control, biomedical). Write to Giovanna Sansoni and stimulate
discussion on your favorite topics.
RIASSUNTO
La rubrica sulla visione artificiale vuole essere un “forum” per tutti i lettori
della rivista Tutto_Misure interessata a componenti, sistemi, soluzioni per la
visione artificiale in tutti i settori applicativi (automazione, robotica, agroalimentare, controllo di qualità, biomedicale). Scrivete alla Prof. Sansoni e
sottoponetele argomenti e stimoli.
L’edizione 2013
di Affidabilità &
Tecnologie ha riservato alla visione
un ampio spazio,
sia per il numero
di stand sia per la tipologia degli
eventi divulgativi che sono stati proposti. Fra questi, il Convegno “Visione
Artificiale e Tracciabilità: soluzioni
innovative per incrementare produttività e affidabilità” ha offerto preziose
informazioni e spunti di riflessione in
merito all’evoluzione della tecnologia
e alla direzione verso cui il mercato
va evolvendo. Due erano le presentazioni riguardanti lo stato dell’arte e
due le presentazioni relative a sistemi
di visione prodotti da sviluppatori
“storici”. Un mix interessante e di
ausilio per il numeroso pubblico che,
da un lato, ha potuto apprendere
quali siano le tecnologie attualmente
a disposizione e, dall’altro, ha visto
due esempi significativi dell’evoluzione a breve-medio termine di queste
tecnologie.
Guido Giuliani, docente di comunicazioni ottiche e dispositivi optoelettronici presso il Dipartimento di Ingegneria Industriale e dell’Informazione
dell’Università di Pavia e fondatore di
Julight srl, una start-up dell’Università
di Pavia che sviluppa dispositivi
optoelettronici laser innovativi per
misure di distanza e di vibrazione, ha
presentato lo stato dell’arte in tema di
sensori ottici nelle applicazioni
industriali e ha “popolato” lo spazio che in ambito di visione industriale viene normalmente occupato dalle
sole telecamere, con la sensoristica
che la tecnologia optoelettronica
mette a disposizione. Nella sua relazione, il prof. Giuliani ha parlato di
barriere ottiche, che utilizzano
tecnologia laser/LED, in combinazione con una telecamera, e ha sottolineato come esse vengano sviluppate
non solo per applicazioni di sicurezza e di riconoscimento di presenza,
ma anche per applicazioni di controllo dimensionale (micrometri ottici). Il
mercato ne mette a disposizione a diversi livelli di precisione e l’evoluzione è verso la realizzazione di dispositivi a costi ridotti e risoluzione aumentata.
Altra famiglia di dispositivi optoelettronici di utilizzo emergente è quella
dei sensori per misure di distanza. La tecnologia sfrutta molteplici
principi di misura: triangolatori a singolo punto, lame di luce, sistemi a
proiezione di luce strutturata, sensori
a tempo di volo, sistemi confocali e
T_M
dispositivi coherent laser radar (per
ciascuno di essi il lettore interessato
troverà in fondo alla rubrica un link al
video YouTube che ne mostra il principio di funzionamento, n.d.r.). La precisione di misura dei triangolatori a
singolo punto è nell’intervallo che va
da alcuni mm ad alcuni mm, in dipendenza del range di misura; essi
hanno potenzialmente basso costo
(ma ancora i dispositivi di mercato
sono sovraquotati!), lavorano bene su
tutte le superfici, anche ad alta riflettività, e risolvono problemi di misura
molto diversificati, che coprono le
aree applicative del controllo di finitura di superfici, della micro-profilometria e del controllo dimensionale.
L’evoluzione va verso la realizzazione di dispositivi miniaturizzati, integrabili con altri sensori. La
naturale evoluzione di questi dispositivi è quella che ha portato alla realizzazione di lame di luce: in esse la
triangolazione viene parallelizzata in
una direzione; per scansione si ottengono mappe topografiche 3D di
superfici, si eseguono controlli dimensionali e s’intercettano difetti di lavorazione. Nei sistemi a proiezione di
luce strutturata l’obiettivo è l’acquisizione di una mappa 3D mediante una
singola misura: tipica è l’applicazione
in macro-profilometria, per processi di
reverse engineering e di prototipazione rapida. Il trend tecnologico sta
recentemente affermando dispositivi a
tempo di volo e basati su geometria
confocale. I primi sono caratterizzati
da range di misura molto ampi (da
0,2 mm a 100 m), con risoluzioni
basse (qualche mm); i secondi sfruttano luce bianca, fibra ottica e misure
spettrali: sono caratterizzati da risoluzioni di misura di qualche nm, in
range che variano fra 10 e 30 mm.
Benché di costi ancora alti, il loro utilizzo va prendendo piede in applicazioni di nicchia, quali la meccanica di
N.
2/13 ƒ 123
N. 02ƒ
; 2013
▲
NEWS
CONFERENZA COMSOL 2013 - CALL FOR PAPERS
Il Comitato Scientifico della 9a Conferenza annuale COMSOL dedicata alla simulazione multifisica è lieto di invitare ingegneri e ricercatori da tutto il mondo a contribuire alla
Conferenza inviando uno o più abstract che descrivano i loro
lavori, progetti e risultati, da presentare in occasione della più
grande conferenza mondiale dedicata alla simulazione multifisica e CAE.
La Conferenza Europea di quest’anno si terrà al Beurs-World
Trade Center di Rotterdam dal 23 al 25 ottobre.
Le Conferenze COMSOL riuniscono più di 2000 ingegneri,
ricercatori e scienziati da tutto il mondo, offrendo loro l’opportunità di far conoscere il proprio lavoro, condividere best practice e tecnologie innovative e incontrare i creatori di COMSOL
Multiphysics. Le conferenze hanno come obiettivo il miglioramento delle tecniche di modellazione e di simulazione di applicazioni multidisciplinari e multifisiche. I partecipanti avranno la
possibilità di partecipare ai minicorsi, alle panel discussion,
agli eventi di networking e assistere ai keynote di industrie leader del settore e alle numerose presentazioni degli utenti.
Tra le opportunità offerte dalla Conferenza:
– Sessioni di minicorsi sulla simulazione multifisica tenuti dagli
specialisti COMSOL, che coinvolgono un’ampia gamma di
discipline e temi, tra cui applicazioni in ambito elettrico, meccanico, fluidodinamico e chimico.
– Keynote di industrie leader del settore e famosi centri di ricerca. Tra i partecipanti alle edizioni passate: DuPont Company,
Ford Motor Company, Microsoft Corporation, Robert Bosch,
Toyota Research Institute e altri ancora.
– Occasioni per interagire con un gruppo di esperti di simulazione multifisica in ambito industriale e assistere a dibattiti sulle
sfide progettuali offerte dal mondo reale.
– Un’esposizione dei servizi e dei prodotti offerti dai partner e
dai consulenti certificati COMSOL per potenziare e arricchire la
vostra esperienza di simulazione.
– La presentazione della nuova versione di COMSOL Multiphysics. I partecipanti alla Conferenza saranno i primi a conoscere le nuove funzionalità e tecnologie introdotte nella suite dei
prodotti di COMSOL Multiphysics.
“Oltre alle numerose sessioni di minicorsi, la Conferenza offrirà
ai partecipanti l’opportunità unica di scambiare idee con colleghi esperti nei medesimi ambiti di interesse” afferma Tycho van
Noorden, Program Committee Chair della Conferenza di Rotterdam. Non solo gli utenti che presenteranno il proprio lavoro
alla Conferenza avranno la possibilità di farlo conoscere agli
T_M ƒ 124
altri partecipanti, ma in aggiunta gli articoli e i poster presentati alla Conferenza saranno pubblicati sul sito di COMSOL e
otterranno un riconoscimento internazionale. È possibile consultare i contributi presentati alle Conferenze 2012 visitando la
sezione COMSOL Conference User Presentations sul sito
www.comsol.it.
I lavori potranno essere presentati sotto forma di presentazione
orale, di poster o entrambi. Le sessioni tecniche riguarderanno
le seguenti tematiche:
Elettromagnetismo AC/DC – Acustica e vibrazioni – Batterie,
celle a combustibile e processi elettrochimici – Bioscienze e
bioingegneria – Ingegneria delle reazioni chimiche – Fluidodinamica (CFD) – Riscaldamento elettromagnetico – Geofisica e
geomeccanica – Trasporto di calore e cambiamento di fase –
MEMS e nanotecnologie – Multifisica – Ottica, fotonica e semiconduttori – Ottimizzazione e metodi inversi – Particle tracing –
Dispositivi piezoelettrici – Fisica dei plasmi – RF e microonde –
Didattica e metodi di simulazione – Meccanica strutturale e
stress termici – Fenomeni di trasporto – Microfluidica
La Poster Session è uno degli eventi chiave della Conferenza.
“Ciò che dà particolare valore alla Poster Session nel contesto della Conferenza è l’ampia gamma delle differenti applicazioni presentate.” afferma Bernt Nilsson, Sr. Vice President
del Dipartimento Marketing presso COMSOL, Inc. “Con la
Poster Session, non solo si ha l’opportunità di illustrare il proprio progetto durante la sessione dedicata, ma i lavori sono
anche messi in mostra per tutti e tre i giorni della Conferenza, favorendo il confronto continuo tra gli autori e i partecipanti”.
Call for papers e invio degli abstract
Gli abstract inviati saranno sottoposti a revisione da un Comitato Scientifico costituito da 20 esperti di simulazione multifisica. Quest’anno il Comitato Scientifico include uno straordinario
gruppo di scienziati e ricercatori provenienti da università,
aziende ed enti governativi di fama internazionale, tra cui Airbus France, L’Oréal, Medtronic, Sharp, Siemens e STMicroelectronics.
Per inviare un abstract e sottoporlo alla revisione del Comitato
Scientifico, visitate la pagina web
www.comsol.com/conference2013/usa/papers.
Coloro che invieranno il proprio abstract entro l’Early Bird
deadline del 5 luglio potranno godere di uno sconto sul costo
della registrazione alla Conferenza. L’ultima deadline per l’invio degli abstract è il 23 agosto.
N. 02ƒ
;2013
ragionevolmente separati tra loro.
Tale soluzione è ottima quando i
pezzi hanno una delle loro tre dimensioni trascurabile rispetto alle altre
(pezzi piani).
Ciò che permetterebbe di sfruttare
appieno la flessibilità offerta da un
robot è l’abilità di determinare
posizione e orientamento, a
priori incogniti, di oggetti disposti alla rinfusa in una cassetta
o in un cassone, che devono essere
afferrati e manipolati da un robot
industriale. La vera difficoltà consiste
nella realizzazione di sistemi di visione 3D flessibili e facilmente riconfigurabili, capaci cioè di gestire diverse
tipologie di pezzi.
Lo sviluppo dei sistemi di guida robot
3D è stato finora principalmente limitato dall’enorme carico computazionale connesso all’esecuzione
delle tre seguenti operazioni: (i) l’acquisizione dei dati, (ii) il riconoscimento (segmentazione) dell’oggetto
da afferrare, e (iii) l’identificazione di
posizione e posa dell’oggetto da afferrare. L’attività di ricerca e sviluppo
sviluppata a partire dagli anni ‘80 ha
portato alla realizzazione di diverse
soluzioni tecnologiche. A oggi, l’acquisizione dei dati 3D grezzi può essere realizzata mediante utilizzo di
una singola immagine (visione monoculare), oppure di almeno due immagini (visione stereo) o d’immagini 3D,
ottenute mediante sensori 3D, quali lame di luce, sistemi a luce strutturata e
sensori a tempo di volo.
Quando si adotti la visione monoculare, per la quale il mercato offre
un’ampia scelta di telecamere, sistemi
d’illuminazione, lenti di raccolta, software di misura e protocolli di trasmissione, non è possibile procedere alla
ricostruzione 3D della scena: è tuttavia possibile confrontare un’immagine
2D con le diverse proiezioni possibili
del modello 3D dell’oggetto da identificare (shape-based matching). In questo caso, l’algoritmo genera un
modello di riferimento come
insieme di proiezioni del modello 3D
e lo confronta con l’immagine acquisita. La velocità di calcolo dipende
dalle ampiezze dei range di posa e
scalatura consentite e aumenta consi-
▲
precisione e il controllo di superfici
ottiche. L’aspetto che li accomuna ai
sensori a tempo di volo è la collinearità fra la direzione del
fascio emesso da dispositivo e
di quello riflesso dalla superficie e misurato dal dispositivo. Questa
caratteristica li rende adatti all’ispezione di fori di piccolo diametro e di
superfici caratterizzate da sottosquadri e variazioni rapide di forma, non
misurabili dai sistemi a triangolazione. I sistemi coherent laser radar, infine, sfruttano un diodo laser per l’emissione della radiazione, ed effettuano la misura di distanza mediante
tecniche d’interferometria e
modulazione di lunghezza
d’onda. In questi dispositivi viene
sfruttata la possibilità di far interferire
il fascio di riferimento e quello di misura all’interno della cavità laser (selfmixing), il che consente di ottenere
dimensioni molto ridotte. La tecnologia è relativamente giovane ma molto
promettente, specialmente per applicazioni di vibrometria.
Remo Sala, docente di misure e strumentazione industriale presso il Politecnico di Milano, ha dato il suo contributo nell’ambito dello stato dell’arte
della visione artificiale per guida
robot. Nel suo intervento egli ha
messo in rilievo come, da un lato, l’introduzione dei robot negli anni ‘80
avesse messo a disposizione degli
integratori di sistemi manipolatori
completamente flessibili, e come
tuttavia, dall’altro lato, questo incremento di flessibilità dei manipolatori
non avesse permesso un incremento
di flessibilità degli impianti. Infatti, in
assenza di una sensoristica
adeguata i robot continuavano
a necessitare di pezzi posizionati e orientati in modo rigido:
in altre parole, la flessibilità messa a
disposizione dai robot era consumata
dalla periferia. L’utilizzo di visione
è stato indubbiamente un grosso passo in avanti verso la fruizione piena delle potenzialità dei
robot.
La visione 2D è una soluzione affidabile tutte le volte in cui è possibile fare
gestire un’area di presa costituita da
un nastro su cui i pezzi arrivano
VISIONE
ARTIFICIALE
derevolmente se la ricerca è limitata a
parti planari.
Nella visione stereoscopica la
medesima scena viene ripresa da
almeno due posizioni diverse, utilizzando più telecamere oppure movimentando una telecamera mediante il
robot: l’informazione 3D risultante è
una nuvola di punti della scena,
ottenuta ricercando le posizioni dei
punti omologhi nelle diverse immagini. L’identificazione dell’oggetto è effettuata fra la nuvola di punti e il modello 3D del pezzo da cercare.
Quando si utilizzano sensori 3D si
ottiene una misura 3D della scena completa (nuvola di punti), e il
matching è ricercato analogamente al
caso della visione stereoscopica. La
varietà di sensoristica 3D a disposizione richiede un attento esame
del problema di misura per scegliere il dispositivo adatto, per
quanto riguarda sia le caratteristiche
di risoluzione e intervallo di misura, sia
per quanto riguarda le caratteristiche di
riflettività e forma delle superfici.
Il progetto di un “buon” sistema di
presa da cassone mostra dunque un
certo numero di criticità, quali (i)
la scelta dell’hardware, (ii) la configurazione del sistema di acquisizione,
(iii) la scelta dell’ambiente di sviluppo
e degli algoritmi/librerie per l’analisi.
Un aspetto particolarmente critico e
mai abbastanza compreso è infine
quello relativo all’implementazione
della strategia di presa, onde evitare
le collisioni fra la pinza e il cassone e
fra la pinza e gli oggetti presenti nel
cassone. Dunque, se da un lato la visione artificiale ha consentito un sensibile incremento della flessibilità di
robot e macchine utensili, dall’altro è
fondamentale comprenderne caratteristiche e limitazioni per un
suo proficuo utilizzo: compito delle Università, dei centri di ricerca e, in
generale, degli operatori del settore è
quindi la promozione di una consapevole e approfondita cultura
della visione.
Paolo Raschiatore, fondatore e
amministratore delegato di Vision
Device, ha presentato alcuni interessanti sistemi di visione progettati per
applicazioni di controllo nel settore
T_M ƒ 125
automotive. Fra essi, sono stati mostrati i sistemi chiavi in mano sviluppati per il controllo di qualità di ancorine d’iniettori, per il controllo di componenti di pompe freno, per il controllo di cuscinetti auto e avio, e per il
controllo di camme. Il denominatore
comune di queste applicazioni è lo
sviluppo di macchine dedicate
e molto sofisticate, nelle quali
la tecnologia predominante è
quella meccanica. Esse richiedono
infatti la progettazione di sistemi meccanici che, benché di “supporto”
rispetto ai dispositivi di visione dal
punto di vista delle operazioni di
misura, di fatto costituiscono il 70%
del valore della macchina.
La tecnologia della visione non introduce elementi di particolare
novità: telecamere, protocolli di comunicazione, ottiche e illuminatori
sono scelti adeguatamente all’interno
della vasta offerta di prodotti che il
mercato è oggi in grado di offrire. Il
software di misura implementa metodi di analisi che, pur con notevoli
livelli di sofisticazione, rappresentano tecnologia matura e assestata.
Invece, la meccanica di supporto
è l’elemento chiave ai fini della
resa complessiva: un’adeguata progettazione consente la riduzione di
parti in movimento, la realizzazione
di molteplici controlli in tempi e spazi
ridotti, e aumenta il livello di affidabilità e scalabilità del sistema complessivo.
Come l’Ing. Raschiatore ha sottolineato nel suo intervento, è tempo e ora
che si comprenda come il termine
meccatronica identifichi una tecnologia ibrida nella quale, a differenza del passato, la componente
meccanica assume un ruolo
predominante rispetto a quella elettronica e ottica. Questa situazione
richiede a sua volta una significativa
variazione del punto di vista da parte
dei committenti: l’attitudine comune è
infatti quella di costruire il sistema di
visione attorno alla meccanica preesistente. Lo sviluppo di sistemi innovativi
e avanzati deve invece andare nella
direzione complementare: verso cioè
la riprogettazione della periferia meccanica.
T_M ƒ 126
N. 02ƒ
; 2013
■
VISIONE
ARTIFICIALE
Fabio Rosi (Vea srl) ha mostrato
un’applicazione di controllo di
lavorazione a pressa: l’applicazione è estremamente complessa, poiché si è di fronte non a un semplice
problema di controllo di pezzo lavorato, bensì a un controllo di processo. Nella fattispecie di un processo
complesso. La complessità nasce dalle
molte variabili che influenzano
la lavorazione a pressa, fra cui
la temperatura del materiale, le sue
caratteristiche meccaniche, la variabilità legata al posizionamento del
materiale sotto la pressa, il controllo
in tempo reale della formatura del
pezzo. L’insieme di queste variabili è
nella pratica tenuto sotto controllo da
personale molto esperto, la cui familiarità con il processo garantisce la
qualità del controllo complessivo.
La sfida intrapresa è stata quella di
realizzare attorno al sistema di
visione un sistema che utilizza
tecnologie d’intelligenza artificiale per controllare in modo adattativo il processo e per poter prendere
decisioni inerenti i parametri del processo in modo sufficientemente simile
alle decisioni che il personale esperto
è in grado di prendere. Questo logica
va verso la fusione di tecnologie
di visione artificiale con tecnologie di “data mining”, che prevedono la realizzazione di sistemi
decisionali esperti: in essi, i dati vei-
colati dal sistema di visione
costituiscono
solo una sottoclasse dell’insieme di dati necessari al sistema
complessivo,
quali, ad esempio, le informazioni che descrivono la fisica del
processo e quelle che vengono
dall’esperienza
del personale.
Questo approccio ha in sé spiccate caratteristiche d’innovazione e, naturalmente, pone nuove sfide realizzative, per le quali è necessario
mettere a frutto tutto il know-how acquisito fino a oggi.
D’altro canto, l’evoluzione sociale,
politica ed economica alla quale assistiamo ci pone di fronte all’interrogativo fondamentale: cosa possiamo
noi, vecchio continente, opporre ai
paesi emergenti? Il nostro know-how,
la capacità d’innovare, e di produrre
con alti livelli qualitativi.
RIFERIMENTI
Triangolazione:
www.youtube.com/watch?v=
F6Loard7b7I
Structured light:
www.youtube.com/watch?v=
wryJeq3kdSg
laser strip:
www.youtube.com/watch?v=
9bZN79Ae2gs
TOF:
www.youtube.com/watch?v=
lLDkwmF-14k
Confocal:
www.youtube.com/watch?v=
AUgD5-5HvGA&list=
PL00295C0319440893
I SERIALI
MISURE E FIDATEZZA
▲
MISURE E FIDATEZZA
M. Catelani 1, L. Cristaldi 2, M. Lazzaroni 3, L. Peretto 4, P. Rinaldi 4
Sistemi riparabili
alcune definizioni
REPAIRABLE SYSTEMS
For repairable devices, such as systems, sub-systems, etc., availability requirements have to be defined. Availability takes into account, in fact, not only
the concept of reliability, extensively discussed in previous papers, but integrates this concept with information on the repair and restoration of the performed functions, with the activities associated to them. In other words,
given a device, it is possible to estimate the fault status and, consequently,
the related maintenance issues.
RIASSUNTO
Per i dispositivi riparabili (sistemi, sotto-sistemi, ecc.), a integrazione dell’affidabilità, occorre definire anche i requisiti di disponibilità. La funzione
di disponibilità prende in considerazione, infatti, non solo il concetto di
affidabilità di cui abbiamo ampiamente parlato negli articoli precedenti,
ma integra tale concetto con le informazioni sulla riparazione e il ripristino
delle funzioni svolte, con le attività a esse associate. In altri termini, dato un
dispositivo, è possibile valutare gli stati di guasto e di avaria e, di conseguenza, i relativi aspetti manutentivi.
INTRODUZIONE
Quando si prendono in esame sistemi
o dispositivi riparabili, oltre alla funzione di affidabilità, viene definita
anche quella di disponibilità. L’affidabilità è definita come “la probabilità che un dispositivo adempia
a una specifica funzione fino a
un determinato istante in prefissate condizioni d’impiego” [1-4].
Questo concetto non ammette pertanto
interruzioni del servizio. Nel caso in
cui, per esempio, sia prevista manutenzione, questa deve essere effettuata
al di fuori del tempo di missione. Nel
caso di sistemi riparabili la manutenzione rende il sistema non disponibile
per il tempo necessario alla propria
riparazione. Quindi la disponibilità
implica che il sistema possa anche non
funzionare per determinati periodi. La
disponibilità è pertanto una funzione
più generale, che considera sia l’affidabilità del sistema, sia gli aspetti manutentivi, quindi un “ripristinare la funzioni richiesta” dopo l’insorgenza di
un guasto.
Le norme UNI 9910 e CEI 56-50 defi-
niscono la disponibilità (Availability) come l’attitudine di un’entità a essere in grado di svolgere una funzione in determinate
condizioni a un dato istante, o
durante un dato intervallo di
tempo, supponendo che siano
assicurati i mezzi esterni eventualmente necessari. Nel caso di
dispositivi a funzionamento intermittente, la disponibilità di una macchina
può essere definita come la percentuale di tempo, rispetto al tempo totale, in cui è richiesto il funzionamento
stesso della macchina.
IL TEMPO MEDIO AL RIPRISTINO:
MEAN TIME TO REPAIR/RESTORE
(MTTR)
Una proprietà dei sistemi riparabili è la
Manutenibilità, ovvero la loro attitudine, in assegnate condizioni di utilizzazione, a essere mantenuti o riportati in
uno stato nel quale essi possono svolgere le funzioni richieste (quando la
manutenzione è eseguita nelle condizioni date con procedure e mezzi prescritti). Da un punto di vista quantitativo, la manutenibilità è la probabilità,
spesso indicata con M(t), che il sistema
malfunzionante possa essere riportato
al suo corretto funzionamento entro il
periodo t. È strettamente correlata con
la disponibilità: tanto più breve è l’intervallo di ripristino del corretto funzionamento, tanto più elevata sarà la probabilità di trovare il sistema funzionante in un dato istante. In corrispondenza
del suo valore estremo, M(0) = 1, il sistema in oggetto sarà sempre disponibile. In analogia a MTTF (Mean Time To Failure), che caratterizza i dispositivi non riparabili, si fa riferimento
a funzioni analoghe a quelle già definite per l’affidabilità per i sistemi riparabili. L’insieme di tali funzioni prende
il nome di funzioni di manutenibilità, secondo quanto riportato sinteticamente
in Tab. 1.
Una valutazione di MTTR è data da:
MTTR =
∑ t i ⋅ g( t i ) ⋅ ∆t i
(1)
i
con il significato dei simboli indicato
nel seguito. Per tali funzioni valgono
relazioni formalmente identiche a
quelle dell’affidabilità; perciò, indicando con t = 0 l’istante al quale si è
Nel caso di componenti riparabili
diventa fondamentale il parametro
che esprime il tempo medio che inter1 Università degli Studi di Firenze
corre tra l’insorgenza di un guasto e il
2 Politecnico di Milano
completamento della sua riparazione
(ripristino); esso viene solitamente 3 Università degli Studi di Milano
detto “Mean Time To Repair/ 4 Università degli Studi di Bologna
massimo.lazzaroni@unimi.it
Restore (MTTR)”.
T_M
N.
2/13 ƒ 127
N. 02ƒ
; 2013
▲
I SERIALI
MISURE E FIDATEZZA
Tabella 1 – Analogia tra le funzioni di manutenibilità e le funzioni di affidabilità
Funzioni di manutenibilità
Analoghe funzioni affidabilistiche
g(t)
Densità di probabilità di riparazione normale
f(t)
Distribuzione probabilità di guasto
M(t)
Probabilità di riparazione (manutenibilità)
F(t)
Inaffidabilità
N(t)
Probabilità di non riparazione
R(t)
Affidabilità
µ(t)
Tasso di riparazione (istantaneo)
λ(t)
Tasso di guasto istantaneo
verificato il guasto, si ha:
g(t)⋅∆t probabilità che la riparazione
termini nell’intervallo [t, t+∆t]
M(t) probabilità che la riparazione
termini nell’intervallo [0, t]
µ(t)⋅∆t probabilità che la riparazione
termini nell’intervallo [t, t+∆t] condizionata al non completamento al tempo t.
Se il tasso di riparazione µ(t) = costante, risulta:
MTTR =
1
µ
T_M ƒ 128
(2)
Altro parametro assai importante è il
Tempo medio tra guasti: Mean
Time Between Failures (MTBF). Il
tempo medio tra i guasti (MTBF) può
essere definito in due modi: nel primo
modo MTBF è l’MTTFS dei dispositivi
riparabili (dove S indica che è il parametro è definito per il Sistema); nel
secondo modo l’MTBF è la somma del
tempo medio fino al guasto MTTFS del
dispositivo e del suo tempo medio di
riparazione/ripristino MTTR.
Talvolta può apparire più logico utiliz-
zare la seconda definizione perché,
così facendo, si mantiene la stessa terminologia per MTTF indipendentemente dal fatto che il dispositivo sia
riparabile o meno, considerando l’uno come estensione teorica dell’altro.
In Fig. 1 sono mostrate graficamente
le differenze fra le due definizioni di
MTBF.
Figura 1 – Definizioni per MTBF
N. 02ƒ
;2013
La rappresentazione di Fig. 2 illustra
una scomposizione del tempo sia di
funzionamento, sia di guasto negli
elementi temporali su cui è basata l’analisi della disponibilità.
può presentare valori elevati di disponibilità nonostante frequenti, ma brevi,
periodi di malfunzionamento. La disponibilità è una buona misura per caratterizzare i sistemi in cui sono accettabili malfunzionamenti, purché nella
maggior parte delle circostanze il sistema funzioni in modo corretto. Una definizione matematica della disponibilità
A (Availability) è:
A=
UpTime
UpTime
=
TotalTime UpTime + DownTime
(3)
▲
LA DISPONIBILITÀ NEL CICLO
DI VITA DEL PRODOTTO
I SERIALI
MISURE E FIDATEZZA
La disponibilità stazionaria, o più semplicemente “disponibilità”, è il valore
limite (t → infinito) di un’altra grandezza
(variabile) che prende il nome di “disponibilità istantanea” A(t); tale grandezza
rappresenta la disponibilità media, a
priori, stimata su un tempo t. La disponibilità istantanea ha un andamento che
dipende dalla condizione iniziale (all’istante t = 0 il sistema può essere “funzionante” o “guasto”); in ogni caso il
valore limite A(t → infinito) è sempre A.
CONCLUSIONI
Figura 2 – Scomposizione del tempo
di un sistema riparabile. Legenda. TT: Total Time,
il tempo totale di utilizzo, Up Time: Tempo
di funzionamento, Down Time: Tempo
di non funzionamento, OT Operating time:
parte dell’up time in cui si ha effettivo esercizio,
ST Stand-by Time: parte dell’up time durante
il quale si attende l’inizio di missione,
non è effettivo esercizio ma il sistema è assunto
come operante, TMT Total Maintenance Time:
Tempo totale di manutenzione, ALDT Administrative
and Logistic Down Time: Tempo speso in attesa di
ricambi e personale per la manutenzione, TCM Total
corrective maintenance: Tempo totale di manutenzione
correttiva, TPM Total preventive Maintenance:
Tempo Totale di manutenzione preventiva
In figura, le lettere “C” e “P” rappresentano rispettivamente i periodi di
tempo attribuiti rispettivamente alla
manutenzione correttiva (cioè manutenzione che viene eseguita solo dopo
che il sistema si è guastato) e preventiva (cioè manutenzione che viene
eseguita prima che il sistema si guasti),
spesi in attesa di risorse necessarie
all’espletamento della manutenzione.
La disponibilità rappresenta dunque la
probabilità di essere in grado di funzionare correttamente al momento in
cui il funzionamento è richiesto, cioè
non fino a un determinato istante (che
richiama piuttosto il concetto di affidabilità) ma in un determinato istante,
indipendentemente da eventuali guasti
occorsi in precedenza e poi riparati.
Questo concetto implica pertanto che il
dispositivo possa risultare non funzionante in determinati istanti. Un sistema
L’attuale valutazione della disponibilità viene effettuata sostituendo agli elementi temporali altri parametri che
realizzano le grandezze interessate.
Si hanno così formulazioni differenti,
mirate a visualizzare obiettivi specifici. Sotto certe condizioni è necessario
definire la disponibilità di un sistema
riparabile con riguardo solo al tempo
di esercizio e alla manutenzione correttiva: ecco che la disponibilità così
definita, anche detta disponibilità
intrinseca (o stazionaria) (Inherent
availability) assume la forma:
Nell’ambito dei sistemi/componenti
riparabili, il guasto rappresenta dunque
solo uno dei momenti tipici della vita
utile, al quale seguono intervalli di funzionamento e di non funzionamento
che sono oggetto degli studi relativi alla
disponibilità. L’esigenza di ridurre al
minimo l’indisponibilità che deriva sia
dal guasto sia dalla riparazione sta
spingendo verso l’adozione di politiche
e tecniche di manutenzione sempre più
sofisticate e integrate.
BIBLIOGRAFIA
MTTF
MTTF
A=
=
MTTF + MTTR MTBF
(4)
In queste condizioni ideali sono trascurati i tempi di attesa e quelli associati alla manutenzione preventiva
(MTTR è quindi calcolato considerando solo i tempi di manutenzione correttiva). Tale grandezza (adimensionale e compresa tra 0 e 1) assume un
doppio significato:
• a posteriori, quello di “efficienza”
di un sistema per il quale sono stati
rilevati i parametri MTTF, MTTR,
MTBF;
• istantaneamente, quello di probabilità che il sistema sia disponibile (quindi non in riparazione). Ovviamente il
complemento a 1 della disponibilità
assume la denominazione di “indisponibilità” U (Unavailability):
U = 1− A =
MTTR
MTTF + MTTR
(5)
1. Lazzaroni, L. Cristaldi, L. Peretto, P.
Rinaldi and M. Catelani, Reliability
Engineering: Basic Concepts and
Applications in ICT, Springer, ISBN
978-3-642-20982-6, e-ISBN 978-3642-20983-3, DOI 10.1007/978-3642-20983-3, 2011 Springer-Verlag,
Berlin Heidelberg.
2. M. Catelani, L. Cristaldi, M. Lazzaroni, L. Peretto, P. Rinaldi, “L’affidabilità
nella moderna progettazione: un elemento competitivo che collega sicurezza e certificazione”, Collana I quaderni del GMEE, Vol. 1 Editore: A&T, Torino, 2008, ISBN 88-90314907, ISBN13: 9788890314902.
3. A. Birolini: Reliability Engineering –
Theory and Practice. Springer, Heidelberg, 6 Ed., 2010, ISBN: 978-3642-14951-1.
4. R. Bellington, R. N. Allan: “Reliability Evaluation of Engineering
Systems” – Plenum Press, NY, 1996,
ISBN: 0306452596, ISBN-13: 9780-306-45259-8.
T_M ƒ 129
N. 02ƒ
; 2013
▲
I SERIALI
MISURE E FIDATEZZA
Marcantonio Catelani è
Professore Ordinario di
Misure Elettriche ed Elettroniche presso il Dipartimento di
Ingegneria dell’Informazione dell’Università di Firenze.
La sua attività di ricerca si
svolge prevalentemente nei settori dell’Affidabilità, della diagnostica e qualificazione
di componenti e sistemi, del controllo della
qualità e del miglioramento dei processi. Fa
parte del CT 56 – Affidabilità – del CEI ed
è coordinatore di gruppi di ricerca, anche
applicata, delle tematiche citate.
Loredana Cristaldi è
Professore Associato di
Misure Elettriche ed Elettroniche presso il Dipartimento di Elettrotecnica
del Politecnico di Milano. La sua attività di
ricerca è svolta principalmente nei
campi delle misure di grandezze elettriche in regime distorto e dei metodi
di misura per l’affidabilità, il monitoraggio e la diagnosi di sistemi industriali. Fa parte del CT 56 – Affidabilità – del CEI.
Lorenzo Peretto si è laureato in Ingegneria
elettronica presso l’Università di Bologna. È
attualmente docente di Affidabilità e Controllo
Qualità e di Strumentazione Elettronica di Misura presso l’Università di Bologna e afferisce al
Dipartimento di Ingegneria Elettrica. L’attività di
ricerca riguarda misure e metodi per l’affidabilità in ambito elettronico, tecniche di progettazione per la manutenibilità, strumenti e metodi per la misura della Qualità dell’Energia Elettrica.
T_M ƒ 130
Massimo Lazzaroni è
Professore Associato di
Misure Elettriche ed Elettroniche presso il Dipartimento di Fisica dell’Università
degli Studi di Milano. La
sua attività di ricerca è
rivolta alle misure per le applicazioni
industriali, per la diagnostica dei sistemi
industriali, per l’Affidabilità e il Controllo
della Qualità. Fa parte del CT 85/66 –
Strumenti di misura delle grandezze elettromagnetiche Strumentazione di misura,
di controllo e da laboratorio e del CT 56
– Affidabilità del CEI.
Paola Rinaldi si è laureata in Fisica presso
l’Università degli Studi di Bologna. Ha conseguito il titolo di dottore di ricerca in Ingegneria Elettrotecnica presso la stessa Università.
Dal 2001 è ricercatore universitario nel settore delle Misure Elettriche ed Elettroniche presso il Dipartimento di Ingegneria dell’Energia
Elettrica e dell’Informazione dell’Università degli Studi di
Bologna.
I SERIALI
CONFORMITÀ E AFFIDABILITÀ
▲
CONFORMITÀ E AFFIDABILITÀ
Tommaso Miccoli
Dalla Conformità all’efficacia
Parte 4 – Gestione del processo di misurazione
MANAGEMENT OF A MEASUREMENT PROCESS
It often happens that the new standards, in particular those introducing original
concepts with respect to current thinking, do not receive the same amount of
appreciation as the amount of novelty that they bring in, and they are confined
in a sort of limbo. According to my opinion, this is a consequence of several
causes that can be all traced back to the lack of time for the necessary and due
examinations and to the inertia of the cognitive process. We tend to be satisfied with what we are used to do because the “trouble” of the change leads
to a preventive dissuasion.
The situation here depicted applies to the standard ISO 10012! Indeed in this
document, where the point of view is moved from the single calibration, providing metrological traceability, to the measurement process, which is oriented
toward the adequacy for use of the measuring instrumentation, an attempt was
made to introduce a new systemic vision of the management of measurement
instrumentation which actually resulted in a scarce application.
RIASSUNTO
È frequente che l’avvento di nuove norme, soprattutto se queste introducono
nuovi concetti rispetto al pensiero comune, non abbia un successo pari al livello d’innovazione introdotto, ed esse sono destinate a rimanere in un limbo
applicativo. Le cause sono molteplici, ma tutte, a mio modo di vedere, possono essere ricondotte alla mancanza di tempo per i necessari e legittimi approfondimenti o a una inerzia cognitiva che fa sì che ci si accontenti di continuare a fare “quello che si è sempre fatto” preventivamente dissuasi dalla “fatica”
che il cambiamento inevitabilmente comporta.
Anche per la norma ISO 10012 è successa lo stessa cosa! Infatti questo documento, spostando l’ottica dalla singola operazione di taratura, che fornisce la
riferibilità metrologica, al processo di misurazione, orientato, invece, sull’adeguatezza all’uso dell’apparecchiatura, ha cercato d’introdurre una visione
sistemica nella gestione delle apparecchiature, con scarsi successi applicativi.
SEMPRE RICHIAMATA,
POCO CONOSCIUTA,
QUASI MAI APPLICATA!
LA UNI EN ISO 10012:2004
Questo è il titolo di un breve saggio di
circa 60 pagine che nel 2010 ho redatto collaborando con un collega chimico, con lo scopo di fornire esempi applicativi della norma UNI EN ISO
10012:2004: Sistemi di gestione della
misurazione: Requisiti per i processi e le
apparecchiature di misurazione, nel
contesto delle misure effettuate presso i
Laboratori di prova.
Le misurazioni, in genere, sono esclusi-
La ISO 10012, al di là della descrizione dei requisiti da considerare nell’impostazione di un sistema di gestione di
misurazione coerente con tutti gli altri
Sistemi di Gestione conosciuti, introduce sostanzialmente due concetti che
sono d’importanza fondamentale nella
sua applicazione, e precisamente:
1. Il processo di misurazione ha inizio
con la definizione delle esigenze di
misurazione e si conclude con l’analisi
statistica dei dati derivanti dalle conferme metrologiche eseguite nel tempo;
2. La gestione dell’intervallo di conferma metrologica come elemento direttamente connesso con il rischio che l’apparecchiatura non sia in corretto stato
di conferma metrologica nel momento
del suo utilizzo.
IL PROCESSO
DI CONFERMA METROLOGICA
Come tutti i processi, anche quello di
conferma metrologica risponde alle
regole generali di gestione di un processo, che vedono l’identificazione del
perimetro di azione (inizio, fine e interazioni), la definizione degli input e la
precisa identificazione degli output in
relazione agli scopi e utilizzi previsti.
Quindi un processo di conferma non
dovrebbe mai iniziare dalla taratura, in
quanto una apparecchiatura potrebbe
essere correttamente tarata ma non idonea alle esigenze di misurazione per
uno specifico scopo.
Il processo di conferma metrologica ha
come obiettivo principale quello di
garantire l’adeguatezza dell’apparecchiatura di misurazione all’utilizzo previsto, ad esempio, da un metodo di
prova, da una caratteristica di un prodotto, dall’ambiente, ecc., qualora lo
va proprietà del mondo tecnico che, di
fronte a una norma che implica il soddisfacimento di requisiti gestionali, ha
trovato poco rilevante il suo utilizzo
nella gestione delle apparecchiature. In
conseguenza, si è continuato a operare
nel modo di sempre, ossia considerando valida la sola equazione “apparecchiatura di misura = taratura”; talvolta è implicita una “manciata” di verifiche intermedie, definite con
i criteri più disparati e la frequenza di
taratura, se non imposta da una norma
o da una legge, deriva da un responso
aleatorio, quasi fosse uscito da una
tiemme@protec.it
sfera di cristallo.
T_M
N.
2/13 ƒ 131
▲
I SERIALI
CONFORMITÀ E AFFIDABILITÀ
NEWS
▼
stato dell’apparecchiatura stessa ne
influenzi i risultati. Un’apparecchiatura
di misurazione può ritenersi adeguata
quando, note le sue caratteristiche di
misurazione (CMA), attraverso l’effettuazione di un processo di conferma
metrologica, si dà evidenza che soddisfa i requisiti metrologici richiesti
(RMC). Dal confronto tra CMA ed RMC
deriva che l’apparecchiatura può essere confermata metrologicamente (confronto positivo), oppure dichiarata non
confermata (confronto negativo) per
tutti o parte dei requisiti metrologici e,
conseguentemente, non idonea per lo
scopo previsto.
In quest’ottica, la taratura è un processo contenuto all’interno del processo di
conferma metrologica, e il suo output è
costituito dalla riferibilità metrologica
dell’apparecchiatura riportata in un
rapporto/certificato di taratura dal
quale vengono desunti i due parametri
NUOVO CALIBRATORE
DIGITALE PORTATILE
Il calibratore digitale 9110D di vibrazione portatile è il nuovo prodotto della
serie 9100 unità portatili della TMS,
una società del Gruppo PCB Piezotronics.
Il 9110D si distingue con nuove funzionalità che consentono agli utenti di
T_M ƒ 132
un processo, è necessario
identificare le variabili
dominanti
Figura 1 – Processo di conferma metrologica mediante taratura
del processo in
esame,
necessari allo scopo, ossia gli scosta- conoscerne la variabilità, fissare i limiti
menti e le incertezze di misura della entro cui tale variabilità consente di
taratura. Vedasi in sintesi quanto riepi- avere risultati accettabili e monitorarne
logato in Fig. 1.
gli andamenti nel tempo, per acquisire
le conoscenze per una governabilità
sempre più efficace ed efficiente.
CARATTERISTICHE METROLOGICHE Anche per il processo di conferma
SIGNIFICATIVE,
metrologica vale questa regola generaLIMITI DI ACCETTABILITÀ
le e quindi occorrerà identificare la/le
E CONTROLLO STATISTICO
caratteristiche metrologiche significative
DELLA CAPACITÀ DEL PROCESSO rappresentative del mantenimento del
corretto stato di conferma metrologica
In generale, per tenere sotto controllo dell’apparecchiatura nel tempo, dopo
fare quel passo in più sulla taratura portatile, ivi compresa la generazione di un
certificato di taratura ISO 17025-compatibile.
Il calibratore 9110D Digital Portable
Vibration è compatto, alimentato a batteria ed è una fonte completamente autonoma di riferimento per le vibrazioni;
esso può essere convenientemente utilizzato per tarare i singoli sensori, interruttori di vibrazioni e trasduttori di spostamento.
I dati raccolti consentono di convalidare il canale misura, ma anche l’intera
catena di monitoraggio o di registrazione.
Progettato per l’uso in situ, anche su
impianto di produzione, l’unità calcola
e visualizza la sensibilità del sensore di
prova sullo schermo di lettura in tempo
reale. Ha anche, built-in, l’ingresso
ICP® per comuni accelerometri piezoelettrici, e può salvare fino a 500 record
di calibrazione direttamente nella memoria interna dell’unità. Gli utenti possono copiare i record su flash drive USB
(incluso) come una comune cartella di
lavoro. La generazione di rapporti tramite la porta USB dell’unità risulta essere molto semplice. I dati di calibrazione
salvati vengono poi trasferiti su un computer in cui l’utente può facilmente generare e stampare un certificato di calibrazione ISO personalizzabile e con-
forme alla norma ISO 17025. Questo
prodotto offre una eccellente stabilità
per la taratura delle vibrazioni con
intervallo esteso da 7 Hz (420 CPM) a
10 kHz (600.000 CPM) come gamma
di frequenza, mentre le ampiezze sono
fino a 20 g pk (196 m/s2).
Il 9110D è dotato di un accelerometro
integrato (di riferimento) al quarzo,
assoluta precisione e regolazione automatica del livello di vibrazione, il tutto
alloggiato in una robusta Pelican®
Storm Case. Il 9110D è sempre pronto
all’utilizzo sui siti di prova industriali, consapevoli di portare con voi sul
campo l’accuratezza di uno strumento
da laboratorio.
Con sede a Cincinnati (Ohio, USA), la
TMS è una società del Gruppo PCB Piezotronics che produce prodotti per test
strutturali, shaker elettrodinamici per
vibrazione, sistemi di taratura per accelerometri, microfoni e pressioni, sistemi
di collaudo non distruttivi per una varietà di industrie e di laboratori di prova
nazionali.
Per un elenco completo dei prodotti TMS e specifiche schede tecniche:
www.modalshop.com
Per maggiori informazioni, interpellare
la filiale italiana di PCB Piezotronics:
www.pcbpiezotronics.it
N. 02ƒ
;2013
logica sotto controllo statistico, occorre
però che siano state rimosse tutte le
cause identificabili di variabilità, e che
sia stata raggiunta una variabilità naturale del processo monitorata ed esaminata attraverso la lettura delle carte di
controllo X – R (norma UNI ISO
8258:2004 – carte di controllo di Shewart).
Gli indici di qualità di un processo più
comunemente usati sono:
– l’indice di potenzialità del processo
(Cp, process capability) definito come il
rapporto tra la differenza dei limiti di
specifica e 6 volte lo scarto tipo del processo (Cp= (LSS-LSI)/6σ);
– l’indice di prestazione del processo
(Cpk, shifted capability index) definito
come la prestazione effettiva del processo in quanto indica lo spostamento
della media dei valori misurati rispetto
al valore nominale, perché è un indice
unilaterale rispetto al limite più vicino
alla media (Cpk= min [LSS-µ/3σ;
µ-LSI/3σ].
La relazione tra Cp e Cpk ha significato
solo nel caso di distribuzione normale e
specifica simmetrica. Quando il valore
della media dei valori misurati è deviato rispetto al valore nominale, vale sempre la relazione Cp ≥ Cpk. Cp sarà uguale a Cpk solo nel caso in cui si ha un
valore di specifica simmetrica, e la media dei valori rilevati del processo in
esame, centrati sul valore nominale. Si
rimanda alla lettura di specifici testi sul
controllo statistico di processo per l’approfondimento sull’argomento.
Il valore maggiore di 1 di Cp è considerato accettabile in quanto la variabilità del processo è inferiore a quella
ammessa dalle specifiche. Tuttavia si
potrebbero avere dati fuori limite se il
processo non fosse centrato. In genere
si considera capace un processo in cui
il valore di Cp=Cpk ≥1,33. Infatti un
indice di 1,33 significa che la differenza tra la media m e il limite di
tolleranza è 4sigma (dato che
1,33 è 4/3). Con
un Cp e Cpk pari a
tale valore, il
99,994% dei dati
cade all’interno
delle specifiche.
▲
aver eliminato le cause di errori sistematici e ricondotto il processo entro i
limiti della sua variabilità naturale.
L’importanza di una corretta gestione
delle carte di controllo è, da questo
punto di vista, fondamentale al fine di
dare evidenza che il processo, oggetto
della nostra osservazione, è sotto controllo o meno. Appare fuori discussione
il beneficio di tale approccio, che consente di governare con valutazioni statistiche un processo quando sono presenti cause identificabili di variabilità.
Purtroppo, il numero di dati disponibile
non è sempre sufficiente per un’elaborazione statistica robusta: quindi è di
fondamentale importanza definire accuratamente i limiti di variabilità del
processo di verifica della caratteristica
ritenuta rappresentativamente significativa del corretto stato di conferma metrologica dell’apparecchiatura sotto
osservazione. Nei casi in cui è il metodo di prova stesso che definisce i limiti
di accettabilità delle tarature e delle
conferme metrologiche, è gioco forza
fare riferimento a questi valori ”guida”
e, nei casi in cui il risultato dovesse
essere fuori dai limiti di controllo, si
dovrà intervenire sulla causa riportando la misurazione entro i limiti di accettabilità.
Avendo a disposizione, invece, un numero sufficientemente elevato di dati
relativi al controllo della caratteristica
metrologica “guida”, si è in grado di
poter avviare un processo di eliminazione sistematica delle cause che originano controlli fuori limite riconducendo
il processo entro i limiti della sua variabilità naturale. In tal modo è possibile
ottenere un continuo e costante miglioramento finalizzato alla rimozione delle
situazioni anomale, e a riportare/mantenere il processo stesso sotto controllo
statistico. (Punto 8 pagg. 11-12 della
norma UNI ISO 8258:2004 – carte di
controllo di Shewart).
Il vantaggio di avere il processo sotto
controllo statistico è che esso diventa
predicibile, con conseguente preventiva
valutazione della sua capacità di soddisfare le specifiche e quindi, in termini
pratici, di poter diminuire i controlli che
portano sempre e comunque a un allungamento dei tempi di prova. Per poter
parlare di processo di conferma metro-
I SERIALI
CONFORMITÀ E AFFIDABILITÀ
Con riferimento a quanto visto finora,
tuttavia, non sempre l’obiettivo può
essere quello di ottenere indici di performance più elevati; occorre infatti
effettuare una valutazione complessiva
dell’intero processo in esame al fine di
verificare l’incidenza della fase di misura sull’incertezza composta e decidere,
di conseguenza, in che misura quest’attività di miglioramento sia economicamente conveniente. In questo caso diventa prioritario rispondere alla domanda se, o fino a che punto, si può assumere il rischio che il mancato controllo
del sistema di misura, verificato mediante la modalità associata alla capacità di processo, produca risultati inattendibili e quindi da rigettare.
CONFERMA METROLOGICA
MEDIANTE
L’ATTIVITÀ DI VERIFICA
Il controllo dell’andamento della caratteristica metrologica significativa consente di monitorare nel tempo la stabilità del comportamento dell’apparecchiatura dal punto di vista del mantenimento del corretto stato di riferibilità
metrologica. Tale attività è effettuata
mediante una verifica periodica del
valore di questa grandezza, valutandone la sua distribuzione su una carta di
controllo X-R. Se dall’andamento di tale
distribuzione si può dimostrare che la
sua variabilità evidenzia una situazione
di controllo statistico di processo, si
potrebbe continuare a confermare metrologicamente l’apparecchiatura solo
con le verifiche intermedie. Se invece
tale condizione non si realizza, si può
comunque aumentare l’intervallo di frequenza della conferma metrologica
mediante una taratura in ragione del
rischio che è possibile assumere in relazione alla criticità delle misure e all’im-
Figura 2 – Controllo statistico di processo
N. 02ƒ
; 2013
Figura 3 – Processo di conferma metrologica mediante verifica Intermedia
patto che queste hanno nella valutazione della conformità.
In Fig. 3 è rappresentato sinteticamente
il processo di conferma metrologica
realizzato mediante la verifica del mantenimento del corretto stato di riferibilità
metrologica associato alla Caratteristica Metrologica Significativa (CMS) e ai
suoi limiti di variabilità.
Dalla figura presentata e da quanto
enunciato sembrerebbe evidente la presenza di un conflitto normativo tra la
richiesta, ad esempio della norma
ISO/IEC 17025 che prevede la definizione preventiva di un intervallo di taratura, e invece il continuare a confermare metrologicamente l’apparecchiatura
solo con attività di verifica a condizione
che si sia in presenza di controllo statistico di processo. In realtà, a parere
dell’autore, vi sono due aspetti da considerare che annullano nella sostanza
tale conflitto apparente:
– l’armonizzazione semantica tra i termini utilizzati nelle varie norme che trattano l’argomento, nello specifico la ISO
10012 che prevede un riesame periodico del sistema di misurazione e la
norma ISO/IEC 17025 che invece
richiede una taratura periodica;
– l’esclusione dal concetto di taratura di
una fase preliminare di analisi di dati
inerenti i risultati delle precedenti conferme metrologiche dell’apparecchiatura ottenute sia con attività di taratura
sia con attività di verifica. Analisi dei
dati che nella ISO 10012 rappresenta
il perimetro finale del processo di conferma.
Se si tengono in considerazione i due
concetti sopra espressi, è possibile ipo-
T_M ƒ 134
tizzare un parallelismo sincronizzato
tra quanto richiesto dalla ISO/IEC
17025 in termini d’intervallo di taratura, e quanto invece proposto nella ISO
10012 come riesame periodico. Entrambe le norme richiedono un ciclo
periodico globale e sistematico di verifica della corretta riferibilità metrologica dell’apparecchiatura, ma non è
scontato che tale verifica debba obbligatoriamente portare a un’attività operativa di taratura.
Se dall’analisi dei dati emerge una
situazione tale che il processo di misurazione è sotto controllo statistico, ciò
sta a significare che il processo è capace, e che nel 99,994% soddisfa i requisiti richiesti. Qualora io procedessi in
una situazione di questo tipo a effettuare la taratura, al risultato ottenuto, affetto dall’incertezza di taratura, normalmente è associato un intervallo di confidenza pari al 95%. In tale ipotesi,
quale delle due conferme è più performante? La prima, generata da una analisi statistica dei dati che confermano un
processo di misurazione capace personalizzato per quella determinata apparecchiatura, in quell’utilizzo specifico e
in quel preciso contesto, o la seconda
derivata da un processo più generale di
taratura? (vedi Fig. 4).
Per poter realizzare un’analisi statistica
significativa (vedi carte di controllo di
Shewart UNI ISO 8258:2004 pag. 13
Fig. 3, e pag. 16 punti 10.4 e 10.5)
è scontato che si deve poter disporre
di un numero di dati statisticamente
significativo, ecco allora che il numero di verifiche intermedie da effettuarsi tra due successivi riesami deve garantire l’applicazione di quanto sopra
descritto.
L’INTERVALLO
DI CONFERMA METROLOGICO
A oggi, purtroppo, non sono disponibili metodologie semplici, sicure e poco costose che possano supportare
adeguatamente un laboratorio nell’attività di garantire la definizione di
una corretta frequenza nella verifica
del corretto stato di conferma metrologica. L’approccio qualitativo proposto, ad esempio, dalla guida ILAC
G24 dà generiche indicazioni sulla
definizione dell’intervallo di conferma metrologica il quale dovrebbe
essere definito prendendo in considerazione:
Figura 4 – Riesame periodico del sistema di misura e frequenza di taratura
N. 02ƒ
;2013
• le raccomandazioni fornite dal
costruttore;
• l’estensione, la frequenza e la severità di utilizzo dell’apparecchiatura;
• l’influenza delle condizioni ambientali;
• l’incertezza di misura richiesta;
• gli errori massimi possibili (paragonati ad esempio con i requisiti cogenti);
• i possibili aggiustamenti dell’apparecchiatura;
• le influenze esterne sulla misura;
• la disponibilità di dati relativi ad
apparecchiature similari.
Per talune apparecchiature sono invece disponibili norme e/o linee guida
che cercano di dare indicazioni quantitative sugli intervalli di taratura consigliati, come ad esempio nell’appendice D della guida EA 4/10.
Più in generale, per poter prendere
decisioni sulle caratteristiche da tenere
sotto controllo e sulle frequenze da utilizzare, occorrerebbe preventivamente
valutare la criticità di tali caratteristiche
e il relativo impatto sui risultati analitici
finali. Tale attività, se condotta sistematicamente con un approccio metodologico, si configura come un’analisi di
valutazione del rischio non oggetto del
presente articolo.
Esiste un legame molto stretto tra gestione del rischio e gestione del processo di misurazione in considerazione del fatto che rappresenta una delle
maggiori criticità presenti in un labo-
■
I SERIALI
CONFORMITÀ E AFFIDABILITÀ
misurazione rappresentano un processo critico in un laboratorio di
prova, sia per il peso economico sia
per la qualità dei risultati prodotti.
La pubblicazione della UNI EN ISO
10012:2004, spesso sottovalutata, e
la soggettività con cui si affronta questa tematica principalmente derivata
dalle esperienze e convinzioni personali maturate nel tempo, hanno portato a una reale disattenzione verso
possibili nuovi approcci che potrebbero migliorare le esigenze di operatività concreta dei laboratori di prova.
È per tale motivo che sarebbe importante aprire un tavolo di discussione
tra utilizzatori, costruttori ed Enti di
Accreditamento/Certificazione al fine
di concordare alcune posizioni accettabili da parte di tutti nell’ottica comunque di garantire l’esecuzione di
attività a valore aggiunto che abbiano un senso logico compiuto all’interno dell’intero processo di misurazione, siano economicamente sostenibili
e migliorino complessivamente l’efficacia e l’efficienza delle prestazioni
analitiche erogate dai laboratori di
prova.
Solo in questo modo si può sperare di
ridurre le possibili incomprensioni tra
chi opera in tali processi, nella convinzione che le posizioni personali
CONCLUSIONI
siano spesso superate da un’evoluzione tecnologica e di pensiero in contiLa conferma metrologica e l’attività di nuo cambiamento che possa aiutare a
taratura delle apparecchiature di vedere da nuove angolazioni concettuali i vecchi problemi. Non è forse
questa la vera capacità di apprendere
in un percorso di life long learning?
ratorio di prova. Gli elementi da valutare non sono solo quelli legati al
rischio dell’esecuzione di un’attività di
prova con un’apparecchiatura non
in corretto stato di conferma metrologica (rischio operativo), ma anche il
tipo di utilizzo che il cliente farà dei
dati generati dal processo di misurazione.
Alla luce di tali considerazioni, le
classi di rischio possono avere un impatto significativo sui rischi strategici,
sui rischi legati a contratti, norme e
regolamenti, sui rischi di perdita d’immagine, sui rischi finanziari, ecc..
Chi conosce la filosofia di fondo del
Sistema di Accreditamento sa benissimo che la credibilità di una Organizzazione passa attraverso la capacità
di adottare misure preventive finalizzate ad assicurare prestazioni compatibili con le esigenze dei propri
clienti.
Nella Fig. 5 si riporta una tabella sintetica di comparazione tra i metodi
per la determinazione dell’intervallo
di conferma metrologica previsti nel
documento ILAC G24, lasciando al
lettore un eventuale approfondimento
sul tema mediante nella lettura diretta
della guida suddetta.
Tommaso Miccoli Laureato in Scienze Strategiche e Scienze Politiche è
amministratore della Tiemme Sistemi Sas. Membro
fondatore del network
Kosmosnet. Si occupa
della Progettazione, Sviluppo e Ottimizzazione di Processi Organizzativi e di
Supporto alla definizione di Strategie e
ottimizzazione dei Sistemi di Governance. Lead Auditor Certificato di Sistemi di
Gestione. Collabora con Accredia in
qualità di Ispettore di Sistema dal 1998.
Figura 5 – Metodi riportati nella ILAC G24 per la definizione degli intervalli
di conferma metrologica
T_M ƒ 135
N. 02ƒ
; 2013
▲
NEWS
IL PREMIO HBM 2013 PER L’ACQUISIZIONE DATI DI MISURA
I tre lavori vincitori premiati ad Affidabilità & Tecnologie 2013
HBM, leader internazionale negli strumenti e sistemi di misurazione, allo scopo di contribuire ancora più concretamente all’innovazione competitiva delle industrie e degli enti di ricerca italiani ha chiamato a raccolta tutti coloro i quali abbiano sviluppato idee significative o maturato esperienze applicative di successo, nell’ambito dell’acquisizione dati di misura.
Siamo molto soddisfatti del numero e soprattutto del livello contenutistico dei lavori ricevuti, tutti molto interessanti. Fra tutti i
contributi pervenuti, la giuria ha scelto il vincitore e i successivi
due classificati, che sono stati premiati ufficialmente il 18 aprile 2013, presso lo stand HBM all’interno della settima edizione
di AFFIDABILITÁ & TECNOLOGIE Torino, Lingotto Fiere, la
manifestazione italiana dedicata a metodi, strumenti e tecnologie per l’Innovazione Competitiva.
Il vincitore del 1° premio si è aggiudicato l’innovativo sistema di acquisizione dati espressoDAQ 1-DQ430-START-PAK,
mentre il 2° e 3° classificati hanno vinto la partecipazione
gratuita al seminario tecnico “Il modo pratico per determinare l’incertezza di misura” che si terrà nei giorni 8 e 9 ottobre
2013 presso la filiale italiana di HBM a Milano. A tutti i premiati, inoltre, è stato omaggiato l’abbonamento annuale alla
rivista “TUTTO_MISURE”.
1° CLASSIFICATO
Progetto:
“Acquisizione dati da
fotosensori
per la realizzazione
di
un sistema
in fibra ottica per la misura del flusso durante
la ventilazione polmonare neonataGianluca Marengo (HBM Italia)
le”
consegna il primo premio a Luigi Battista
Candidato:
Ing. Luigi Battista
Ente: Università degli Studi Roma Tre
Articolo pubblicato su questo numero a pag. 107
2° CLASSIFICATO
Progetto: “Misure estensimetriche in Biomeccanica”
Candidato: Prof. Ing. Luca Cristofolini
Ente: Dipartimento di Ingegneria Industriale, Università di Bologna
3° CLASSIFICATO
Progetto: “Monitoraggio del quadro fessurativo della
volta della chiesa adiacente gli Appartamenti Reali
del Borgo Castello della Mandria”
Candidato: p.i. Vincenzo Di Vasto
Ente: Dipartimento di Ingegneria Strutturale, Edile e Geotecnica,
Politecnico di Torino
ACCESSORI PER STRUMENTI DI MISURA E TEST
LABO-SYSTEM di TORINO rappresenta
da oltre 20 anni il punto di riferimento nel
settore degli accessori per strumenti di
test, diagnostica e misura. La gamma di
prodotti spazia dal semplice spinotto a
banana 2-4 mm ai più recenti prodotti di
T_M ƒ 136
sicurezza a norme IEC61010031 (pinze coccodrillo isolate,
adattatori magnetici, cordoni
con spinotti protetti) per misure
di grandezze elettriche con
Power Analyzer e altri strumenti, oltre a comprendere kit
di ricambio per tutti i tipi di
multimetri e strumenti diagnostici vari.
Tra i prodotti più innovativi
l’ampia gamma di connettori
isolati BNC (prese da pannello, spine e prese volanti) con
cavo speciale extraflessibile
isolato in PVC o Silicone (tipo RG58). I
connettori BNC e il cavo sono disponibili
in un’ampia gamma di colori!
Per chi si occupa di misure metrologiche
nell’ambito dei Centri SIT, la LABOSYSTEM offre un’ampia gamma di spinot-
ti a banana 4 mm e morsetti da pannello
in CuTe dorati per misure Low E.M.F; inoltre cavi di misura speciali, pinze Kelvin di
ogni tipo e dimensione!
La società torinese da anni mette al servizio
dei clienti la propria esperienza nel ricercare e trovare ogni genere di cordone di
misura di qualsiasi provenienza o marca.
Tra le linee principali dell’offerta non mancano connettori singoli e multipli Alta Tensione completati da una vasta gamma di
cavi A.T. in Silicone, PVC, PE, extraflessibili e non, fino a 300 KV.
Per chi lavora con Alte Correnti sono disponibili morsetti da pannello e spinotti
fino a 400°; anche qui la gamma si completa con cavi extraflessibili in PVC e Silicone fino a 300 mmq.
Per ulteriori informazioni:
www.labo-system.it
METROLOGIA
LEGALE E FORENSE
▲
A cura dell’Avv. Veronica Scotti e dell’Avv. Fernando Figoni
(veronica.scotti@gmail.com)
www.avvocatoscotti.com
Il consulente tecnico d’ufficio:
oneri e onori
The technical expert involved in trials/cases: duties and honours
LEGAL AND FORENSIC METROLOGY
This section intends to discuss the great changes on Legal
Metrology after the application of the D.Lgs. 22/2007, the
so-called MID directive. In particular, it provides information,
tips and warnings to all “metric users” in need of organizations that can certify their metric instruments according to the
Directive. This section is also devoted to enlightening aspects
of ethical codes during forensic activities where measurements are involved.
Please send all your inquiries to Ms. Scotti or to the Director!
RIASSUNTO
Questa rubrica intende discutere i significativi cambiamenti in tema di
Metrologia Legale a seguito dell’entrata in vigore del D.Lgs. 22/2007, altrimenti detto Direttiva MID. In particolare, vuole fornire utili informazioni,
consigli e ammonimenti a tutti gli “utenti Metrici” che si rivolgono per reperire informazioni su Enti e organizzazioni notificate per la certificazione del
loro prodotto/strumento secondo la Direttiva. La rubrica tratta anche di
aspetti etici correlati allo svolgimento di misurazioni legate ad attività in
ambito forense (CTU, CTP). Scrivete all’Avv. Scotti o al Direttore, e verrete
accontentati!
LA CONSULENZA TECNICA
D’UFFICIO: INQUADRAMENTO
Nell’ambito di un giudizio, sia esso
civile, penale o amministrativo, accade sempre più spesso che si renda
necessario per il giudice, ai fini
della piena comprensione dei fenomeni indagati, il ricorso a competenze tecniche che possono essere
fornite solamente da soggetti particolarmente qualificati, ovvero specializzati in date materie (commercialista, ingegnere, geologo, grafologo e altri). Come già altre volte
sottolineato, benché nel nostro ordinamento il giudice sia definito come
peritus peritorum e abbia quindi
pieni poteri anche in relazione a
materie al medesimo estranee (quanto meno apparentemente estranee), i
codici contemplano e disciplinano
detto supporto tecnico, esterno rispetto al giudice, prevedendone limiti e regolamentazione.
Di fatto, l’organo giudicante decide,
in merito alla necessità o meno di una
consulenza tecnica d’ufficio (CTU), in
via del tutto autonoma, in base al proprio apprezzamento circa la vicenda,
sebbene spesso accada che tale richiesta provenga dalle parti in causa
che sollecitano la disposizione di una
verifica qualificata destinata a fare
chiarezza su elementi tecnici specialistici ignoti alla conoscenza comune.
In ossequio alla natura della consulenza tecnica d’ufficio quale strumento di ausilio per il giudice, rimane
ferma la possibilità per quest’ultimo di
controllare i risultati cui il consulente è
pervenuto, e di non conformarsi alle
sue conclusioni pur dovendone dare,
in questo caso, adeguata motivazione
[Cass., sez. I, 13/9/06 n. 19661]
che non è invece necessaria quando il
giudice condivida l’esito della consulenza [Cass., sez. III, 13.10.05,
n. 19475].
Proprio perché si tratta di supporto
qualificato per il giudice, la consulenza tecnica, normalmente, non
viene considerata un mezzo di
prova vero e proprio, ma solo uno
strumento di valutazione delle prove
che le parti hanno già messo a disposizione del giudice nel processo
(Piero Leanza (a cura di), Le prove
civili, Torino, Giappichelli, 2012, p.
338-340). Ciò è vero solo in parte
perché, quando l’attività del consulente si spinge oltre la pura valutazione e si trasforma in deduzione,
ad esempio per la determinazione
delle cause di un certo fenomeno
fisico, le dichiarazioni del consulente si avvicinano molto al valore di
prova (ivi, 340-341), superando in
tale modo la natura stessa della
consulenza e divenendo elemento
probatorio in ordine alla fattispecie
esaminata in giudizio, come si dirà
brevemente in appresso.
Sotto il profilo rituale, una volta assunta la decisione di disporre una
consulenza tecnica d’ufficio, il giudice decide la nomina del consulente
tecnico (CTU)1, scegliendolo tra gli
iscritti nelle liste del Tribunale e invitandolo a prestare giuramento 2. Il
giuramento, che consiste nella presentazione dinanzi al giudice e nell’impegno ritualmente assunto con la
formula “consapevole della responsabilità morale e giuridica che assumo nello svolgimento dell’incarico,
mi impegno ad adempiere al mio
ufficio senza altro scopo che quello
di far conoscere la verità”, è atto
dovuto del consulente il quale
può, comunque, rifiutare l’incarico
ricevuto se sussistono incompatibilità
o altri elementi ostativi che il consulente ha l’obbligo di comunicare al
giudice.
Successivamente a tale adempimento, il consulente diviene ausiliario
del giudice e, come tale, assume lo
status di pubblico ufficiale
munito dei conseguenti poteri. Va
però rilevato che spesso il giudice
T_M
N.
2/13 ƒ 137
limita, al momento dell’assegnazione dell’incarico (soprattutto per
quanto concerne il procedimento
civile) l’ambito di attività del consulente, definendo i confini della liceità del suo operato. L’atto con cui l’incarico del consulente viene definito
e contestualmente anche circoscritto
è la formulazione del quesito cui lo
stesso dovrà rispondere con la propria relazione. Il quesito risulta normalmente nel verbale dell’udienza
in cui il consulente viene nominato.
LA CTU PERCIPIENTE
E LA CTU DEDUCENTE
È prassi abbastanza comune nell’ambito giuridico di descrivere i
poteri e l’ambito operativo del consulente con le due parole: “deducente” e “percipiente”. La contrapposizione riflette l’ambiguità che
contrassegna il ruolo del consulente
e la natura di prova della sua attività. La questione è piuttosto sottile
perché, come si è detto, la CTU non
è considerata un mezzo di prova
vero e proprio, ma piuttosto uno strumento di valutazione dei fatti e delle
eventuali prove già dedotti e allegati nel processo, anche se è possibile
che il compito del consulente vada
oltre la pura e semplice valutazione.
La giurisprudenza ci dice infatti che il
giudice può affidare al consulente
non solo l’incarico di valutare i
fatti accertati o dati per esistenti
(consulente deducente), ma anche
quello di accertare i fatti stessi
(consulente percipiente), e in tal
caso, poiché la consulenza costituisce
essa stessa fonte oggettiva di prova, è
necessario e sufficiente che la parte
deduca il fatto che pone a fondamento del suo diritto e che il giudice ritenga che l’accertamento richieda specifiche cognizioni tecniche (Cass. Civ.
sez. III, 23.2.06 n. 3990).
Il consulente deducente, quindi, è
quello che più propriamente svolge il
compito dell’ausiliario del giudice nel
senso di valutare le prove esistenti,
mentre quello percipiente deve accertare fatti non altrimenti accertabili.
Quest’ultimo inciso riveste una particolare importanza nel processo, perché la consulenza tecnica non può
sostituire i poteri delle parti di far confluire nel processo i mezzi di prova
che possono legittimamente e doverosamente utilizzare in modo tempestivo.
È infatti principio assolutamente unanime che il CTU non possa fare da
supplente alle parti che abbiano
omesso di provare i fatti da loro
dedotti (questo peraltro giustifica il divieto di consulenze puramente esplorative, ma questo è un problema che
non riguarda il consulente, ma il giu-
▼
Una volta che abbia prestato il giuramento, il consulente deve predisporre
la propria relazione al giudice, salvo
che, per qualche motivo, non sia chiamato a rendere le proprie dichiarazioni al giudice stesso e alle parti in
udienza (è questa la norma nel processo penale, come previsto nell’art.
511 c.p.p.).
NEWS
N. 02ƒ
; 2013
▲
METROLOGIA
LEGALE E FORENSE
MISURA DELLA TEMPERATURA DEI CAMPIONI
DURANTE I TEST D’INVECCHIAMENTO
La temperatura del materiale sottoposto a prove d’invecchiamento è
una delle cause primarie della sua
degradazione. La misura della temperatura dei campioni durante i test
d’invecchiamento accelerato fino a
oggi risultava difficoltosa e richiedeva l’interruzione della prova.
URAI è lieta di annunciare l’introduzione dell’innovativa tecnologia S_T
(Specimen Specific Surface Temperature) per i Weather Ometer serie
Ci4000 della propria rappresentata
ATLAS MTT. Il sistema utilizza un sensore a infrarossi per l’accurata rilevazione della temperatura superficiale del campione posto nella
fascia centrale della giostra rotante.
A esso è abbinato un sistema auto-
T_M ƒ 138
matico RFID per identificare e contrassegnare in maniera dinamica le
rilevazioni effettuate. I valori di temperatura rilevati potranno poi essere
resi disponibili sia sotto forma di
tabella sia visualizzati in forma grafica sullo schermo touch screen dello
strumento.
Tra le caratteristiche principali di questa innovazione citiamo:
– possibilità di contrassegnare, con
codici specifici, i vari campioni ai
quali verranno accoppiate le rilevazioni di temperatura;
– visualizzazione in “real-time” delle
temperature superficiali dei campioni
durante la loro esposizione;
– esportabilità dei dati ai fogli di calcolo per successive analisi.
Parte essenziale
del
sistema S_T
è il pirometro
ottico
che, fornito
di certificato NIST, è ricalibrabile insitu senza necessità di rimuovere
alcun componente. Ulteriore punto
di forza di questo sistema è l’estrema versatilità d’impiego nelle più
svariate condizioni di temperatura,
umidità e irraggiamento.
Per ulteriori informazioni consultare
il sito
www.urai.it
o inviare e-mail a
piermario.fossati@urai.it
N. 02ƒ
;2013
TERZIETÀ DEL CTU
E CONTRADDITTORIO
DELLE OPERAZIONI
Il CTU deve essere terzo e imparziale in modo non dissimile dal giudice come richiesto dal suo ruolo di
ausiliario. Anche il CTU può venire
ricusato, cioè rifiutato dalle parti, con
apposita istanza e può astenersi qualora ritenga di potere essere in una
posizione non equidistante dalle parti
(cfr. Cass. 22 luglio 2004, n. 13667).
Al principio della terzietà e imparzialità fa da sfondo in qualche
modo il principio del contraddittorio, caratteristico di tutte le fasi del
processo e quindi anche delle operazioni di valutazione delle prove.
Tale contraddittorio, nell’ambito della consulenza tecnica nel processo
civile, si articola con lo strumento
previsto dall’art. 87 c.p.c. ovvero
con la nomina dei consulenti tecnici
di parte (CTP).
I CTP hanno il compito di ausiliari del
difensore della parte, come il CTU lo
è del giudice. A tale effetto, una volta
che la loro nomina è stata portata a
conoscenza del CTU o per menzione
del nominativo al verbale dell’udienza o per comunicazione diretta (come
è prassi piuttosto comune), a essi va
comunicato ogni avviso riguardante
le operazioni peritali.
Il ruolo del CTP risulta essere valorizzato nel processo civile con la
Legge n. 69 del 18 Giugno 2009.
Secondo il nuovo testo dell’art. 195,
il Giudice deve fissare i termini entro
i quali: (i) il consulente deve trasmettere la bozza di relazione ai
CTP; (ii) il termine entro il quale i
CTP devono trasmettere al consulente le proprie osservazioni; e (iii) il
termine entro il quale il consulente
deve depositare in cancelleria il testo definitivo della relazione, le osservazioni formulate dalle parti e
una sintetica valutazione sulle stesse.
Anche nel processo penale il contraddittorio è disciplinato dalla legge e in
particolare dall’art. 225 c.p.p. che
prevede la possibilità delle parti di
nominare propri consulenti tecnici di
parte, i poteri dei quali sono previsti
dall’art. 230 c.p. (assistere al conferimento dell’incarico, presentare richieste, osservazioni e riserve, partecipare alle operazioni peritali, esaminare
le relazioni, ecc.).
Da tale panorama normativo emerge
quindi la necessità del rispetto, da
parte del CTU, della dialettica processuale al fine di consentire alle parti
processuali il diritto di difesa e di partecipazione al giudizio, in ossequio ai
principi dettati in materia dalla Costituzione.
Gli adempimenti richiesti al CTU
comportano, come è intuibile, una
serie di responsabilità a carico del
consulente in caso di loro violazione. Infatti non si può trascurare che,
a seguito dell’accettazione dell’incarico, derivano obblighi specifici la
cui inosservanza, a seconda dei
casi, dà luogo a fattispecie penalmente rilevanti (quali falsa perizia,
patrocinio infedele, esercizio abusivo della professione), sanzioni civili
(risarcimento del danno) e discipli-
■
dice che deve ammettere o meno la
consulenza d’ufficio). L’art. 228 c.p.,
che disciplina i poteri del consulente
nominato nel processo penale, dispone che lo stesso può essere autorizzato dal giudice a prendere visione
degli atti, dei documenti e delle cose
prodotti dalle parti dei quali la legge
prevede l’acquisizione al fascicolo
per il dibattimento.
Il CTU non può pertanto (in
generale) acquisire documenti
se non siano stati già ritualmente
prodotti dalle parti e senza il consenso delle stesse (Cass. 19 agosto
2002, n. 231), pena la nullità della
consulenza. L’unica deroga a questo
principio è quella per cui il CTU, in
ragione del suo dovere di rispondere ai quesiti posti dal giudice, può
acquisire documenti anche non prodotti dalle parti o chiedere informazioni a terzi, purché tali documenti e
informazioni riguardino “fatti accessori rientranti nell’ambito strettamente tecnico della consulenza” e non
anche fatti posti a base della
domanda (Cass. Civ. 15 aprile
2002, n. 5422).
METROLOGIA
LEGALE E FORENSE
nari, che costituiranno oggetto di
successivo contributo.
Alla luce di quanto brevemente
esposto, in considerazione della crescente importanza delle CTU nei
diversi procedimenti giudiziari (sia
civili che penali e amministrativi),
nonché delle numerose norme previste per il corretto svolgimento dell’attività, nel rispetto dei principi
d’imparzialità e in osservanza del
principio del contraddittorio tra le
parti processuali, pare sempre più
concreta la necessità di una formazione latu sensu giuridica, anche
solo di massima, per i soggetti che
intendano prestare il loro servizio in
ambito processuale allo scopo di
fornire le indicazioni necessarie per
una idonea e utile attività di consulenza in ambito processuale, nonché
al fine di consentire la conoscenza
delle potenziali conseguenze derivanti da una non conforme esecuzione dell’incarico, con l’indicazione di eventuali cautele adottabili.
Fernando Figoni, Avvocato in Piacenza, Dottore di Ricerca in diritto
pubblico presso l’Università di Pavia e Membro
della Camera Arbitrale
presso la CCIAA di Piacenza.
NOTE
1
CTU costituisce acronimo sia della
consulenza che del consulente tecnico
d’ufficio ed è termine utilizzato in
forma ambivalente.
2 Secondo quanto stabilito dall’art. 61
codice di procedura civile: “La scelta
dei consulenti tecnici deve essere
normalmente fatta tra le persone iscritte in albi speciali formati a norma delle disposizioni di
attuazione al presente codice”. Ciò
non preclude, in ogni caso, al giudice di scegliere consulenti non iscritti
in albi qualora, in base al proprio
prudente apprezzamento, lo ritenga
opportuno.
T_M ƒ 139
N. 02ƒ
; 2013
▲
NEWS
BURSTER COMPIE 20 ANNI
La sensazione che provo nel guardarmi indietro è quella di un tempo trascorso velocemente, come fosse stato
ieri, e invece sono passati 20 anni.
Nel novembre del 1993 stavamo uscendo dall’ennesima recessione economica e decidevo di percorrere
questa nuova avventura aprendo burster Italia. Era
stata una decisione più forzata dagli eventi che desiderata, ma alla fine si è dimostrata vincente. Devo un
grazie particolare a Matthias Burster, che ha avuto
fiducia in me, e a tutti i miei collaboratori, in primis mia
nipote Elisa Azzola.
A quel tempo gli strumenti e i sensori burster erano
poco conosciuti in Italia ma, grazie all’ottima qualità
dei prodotti e alla mia fame di successo, partendo dal
fatturato del primo anno di soli 100 milioni di lire
abbiamo raggiunto in breve buoni risultati e, se non avessimo perso un’importante rappresentanza (la Staiger, per
la quale producevamo il miglior risultato di vendite a
livello mondiale), oggi potremmo vantare un fatturato
di oltre 6 milioni di euro.
Ma questa è la vita e devo dire che è proprio vero che “non tutti i mali vengono per
nuocere”. Infatti non ho avuto difficoltà a sostituire i torsiometri e le presse elettriche di
Staiger con le prestigiose Coretec (Japan) e Honeywell (USA). Questa sfida ci ha regalato già molte soddisfazioni e molte altre ce ne regalerà nel prossimo futuro.
In questi anni si sono succeduti molteplici avvenimenti, politici ed economici, molto negativi: tra questi, i più significativi sono stati l’attentato dell’11 settembre e la recente crisi
finanziaria che tuttora perdura e ci preoccupa. Tutto questo ci ha costretto ad aumentare
i nostri sforzi per fronteggiare le crisi, confermandoci oggi tra le aziende leader nel settore. L’altro fenomeno significativo per la nostra economia è stata la globalizzazione, che
ha costretto molte aziende ad affrontare la concorrenza di paesi emergenti che godono
di un costo del lavoro molto contenuto. Si sono salvate le aziende capaci di dare valore
aggiunto ai propri prodotti, a livello di contenuti e di elevata qualità. Molte di queste
aziende hanno inoltre adottato una politica di ricerca e sviluppo a lungo termine e ridotto il costo del lavoro aumentando l’efficienza, anche grazie alla meritocrazia.
Cosa dire del nostro settore e, più in generale, dell’Italia e degli italiani fin qui incontrati? Nel mondo dell’Università e della Ricerca abbiamo riscontrato una forte percentuale di persone scontente, a volte con scarse motivazioni; nel settore privato, a parte
le grandi aziende, la ricerca è ancora considerata più un costo che un beneficio a
lungo termine. Quindi è importante agire sulla leva della meritocrazia, soprattutto nel
pubblico, e correggere l’errato approccio dei privati per la ricerca e il controllo di qualità. Questa considerazione penso si possa estendere a tutti i settori lavorativi. Se
diamo per scontata la genialità italiana, la qualità di un prodotto o di un servizio è
oggi più che mai la parola magica per avere successo.
Per raggiungere una buona qualità servono passione e strumenti adeguati. Non essere tirchi nell’investire in ricerca e sviluppo è una priorità e, mentre noi italiani siamo
geniali nel progettare una macchina oppure un piatto di cibo speciale, qualche volta
trascuriamo di approntare un buon controllo di qualità o d’impiegare la migliore materia prima. La passione nel lavoro, e quindi la soddisfazione che da esso ci può derivare, è anch’essa direttamente proporzionale al successo di un’impresa e la leva fondamentale per praticarla è la “meritocrazia”. Quanti errori si sono fatti e, purtroppo,
si continuano a fare. Potremmo essere la nazione più bella e ricca del mondo ma, per
miopia o meschini interessi momentanei e personali, non lo abbiamo ancora capito.
Politicamente ci stiamo finalmente avvicinando alle democrazie anglosassoni, ma la
strada è ancora lunga, sia per disporre di politici e imprenditori geniali, affidabili e
onesti, sia di un sindacato che faccia veramente l’interesse dei lavoratori.
Dal 2012 è entrato a far parte della famiglia di burster Italia mio figlio, Ing. Federico,
che con l’esperienza lavorativa accumulata, in Italia e negli Stati Uniti, è già una colonna portante della nostra impresa.
Dare il massimo supporto prima della vendita cercando la migliore soluzione tecnica
e, se necessario, un adeguato training dopo vendita, rimane il nostro motto.
A tutti i nostri migliori auspici per i prossimi vent’anni.
Alberto Acquati
(Managing Director burster Italia)
SPAZIO ASSOCIAZIONI
UNIVERSITARIE MISURISTI
▲
Rubrica a cura di Franco Docchio, Alfredo Cigada, Anna Spalla e Stefano Agosteo
Dalle Associazioni Universitarie
di Misuristi
THE ITALIAN UNIVERSITY ASSOCIATIONS FOR MEASUREMENT
This section groups all the significant information from the main University
Associations in Measurement Science and Technology: GMEE (Electrical
and Electronic Measurement), GMMT (Mechanical and Thermal Measurements), AUTEC (Cartography and Topography), and Nuclear Measurements.
RIASSUNTO
Questa rubrica riassume i contributi e le notizie che provengono dalle maggiori Associazioni Universitarie che si occupano di scienza e tecnologia
delle misure: il GMEE (Associazione Gruppo Misure Elettriche ed Elettroniche), il GMMT (Gruppo Misure meccaniche e Termiche), l’AUTEC (Associazione Universitari di Topografia e Cartografia) e il Gruppo di Misure
Nucleari.
GMEE: CONSIGLIO DIRETTIVO
DELL’ASSOCIAZIONE GMEE
A MILANO POLITECNICO
Il Consiglio Direttivo del GMEE si è
riunito il giorno 5 Aprile 2013 a Milano, presso la Sala Riunioni del Dipartimento di Elettrotecnica del Politecnico.
Tra le notizie d’interesse per i lettori, la
comunicazione, da parte del Presidente
Betta, che alla Presidenza dell’Istituto di
Ricerca Metrologica (I.N.Ri.M.) di Torino si è insediato, per decreto del Ministro Profumo, un nuovo Commissario nella persona del Prof. Rodolfo Zich (Politecnico di Torino). Al
Prof. Zich gli auguri di buon lavoro da
parte della Rivista! Il Presidente ha poi
ringraziato tutti i Soci del GMEE che
hanno dato pronta testimonianza per il
tragico e criminale atto doloso che
ha colpito la Città della Scienza
di Napoli.
Il GMEE ha una nuova
Unità Operativa: il GUFPI-ISMA
L’Associazione GUFPI-ISMA (Gruppo Utenti Function Point Italia – Italian
Software Metrics Association) ha
chiesto al Consiglio di poter
entrare nell’Associazione come
Unità Operativa GMEE. Il GUFPIISMA è l’Associazione italiana per la
promozione, la diffusione e lo sviluppo delle tecniche quantitative di
misurazione del software, inclusi i metodi di misurazione della dimensione funzionale Function Point
IFPUG e COSMIC (http://www.
gufpi-isma.org). Contemporaneamente l’Associazione GMEE entrerà a
far parte della GUPFI-ISMA.
UN’INTERESSANTE INIZIATIVA
CRUI-FEDERUTILITY,
D’INTERESSE PER SOCI GMEE
E AZIENDE
Mario Savino, Politecnico di Bari
Ormai vi è consapevolezza sempre
più diffusa che si esce dalla crisi economica del nostro Paese attraverso
non solo la concertazione tra imprese
e sindacati, ma, anche e forse soprattutto, attraverso una più stretta
collaborazione tra aziende e
Università, che possa consentire ai
prodotti e ai servizi di essere innovativi e quindi sempre più competitivi.
D’altra parte esistono diverse Direttive e Comunicazioni da parte dell’Unione Europea che sollecitano una
più stretta cooperazione Università –
imprese, al fine di garantire una
migliore divulgazione e valorizzazione delle nuove conoscenze nell’economia e nella società, anche per il
perseguimento degli obiettivi strategici fissati dal Consiglio europeo di
Lisbona.
La Conferenza dei Rettori (CRUI),
insieme con la sua Fondazione, è un
organo con funzioni propositive, di
consultazione e di raccordo del sistema universitario anche con il mondo
esterno. Diverse sono le iniziative
Sito web del GMEE
della CRUI intraprese per sviluppare
Il sito Web del GMEE (www.gmee.org) sinergie tra mondo universitario e
è fase avanzata di aggiornamento,
con nuova veste grafica. Oggi
include anche il sito della
Giornata della Misurazione. Si
sta ultimando la pagina contenente i progetti di ricerca dei
franco.docchio@ing.unibs.it
Soci GMEE.
T_M
N.
2/13 ƒ 141
grid deriva dalla considerazione che
l’evoluzione della rete elettrica
in linea con le tendenze mondiali
richiederà il coinvolgimento di
più soggetti in un processo che si
svilupperà in diversi anni, oltre alla
collaborazione delle strutture
di ricerca operanti sul territorio
nazionale. In particolare si sta già
lavorando all’ingegnerizzazione e
sperimentazione di nuove procedure,
applicate alle architetture di rete.
Grande attesa riveste l’applicazione
di nuove tecnologie riguardanti
le fonti energetiche rinnovabili
e le ICT, finalizzate al risparmio
energetico, alla riduzione dei gas a
effetto serra, oltre che a rispondere
alle domande provenienti dalla rete e
dal gestore. La presenza di una ge-
nerazione distribuita sulle reti
elettriche in media e bassa tensione richiede, utilizzando una rete
di trasmissione dati capillare e continuamente aggiornata, una differente
e più efficiente gestione dei carichi sui singoli nodi di rete, che
potrebbe contribuire a contenere le
perdite di rete e a ottimizzare la distribuzione dell’energia.
Il GdL sulle misure è interessato
soprattutto alle problematiche poste dalla Direttiva 2004/22/CE
(MID) sui contatori dell’acqua, oltre
che del gas e dell’energia elettrica, in
particolare sulla necessità di verificare la validità metrica dei
contatori (“bollo metrico”). Inoltre
sono stati posti aspetti tecnici di funzionalità dei contatori d’acqua
in ragione delle condizioni climatiche
estreme che possono verificarsi in
alcune aree geografiche del Paese.
Si è inoltre sottolineato come la Direttiva sull’efficienza degli usi finali dell’energia e i servizi energetici (2006/
32/CE) auspichi una maggiore
efficienza ottenibile tramite l’im-
▼
mondo delle imprese nei settori di
comune interesse. La CRUI ha sottoscritto con Federutility (la Federazione delle aziende dei servizi pubblici locali – www.federutility.it)
un accordo finalizzato allo sviluppo
di specifici progetti di ricerca su perdite negli acquedotti, nuove tecnologie per la depurazione,
sistemi di domotica per l’energia
e il gas, sistemi innovativi di misura e di telecontrollo e tecnologie
per lo smaltimento dei rifiuti. Per
conseguire tali obiettivi sono stati costituiti gruppi di lavoro (GdL) tematici composti da rappresentanti di
ognuno dei soggetti coinvolti (Università, Aziende Federutility e Imprese
rappresentate da Anie e Anima) e ciò
anche per creare le opportune sinergie volte a reperire finanziamenti
nazionali e internazionali.
I GdL si sono già riuniti sia a Roma sia
a Milano, anche alla presenza del
Segretario Generale della CRUI, Rettore Paleari, e stanno svolgendo le
prime istruttorie tecniche.
L’attenzione dei GdL sulle smart
NEWS
N. 02ƒ
; 2013
▲
SPAZIO ASSOCIAZIONI
UNIVERSITARIE MISURISTI
CONTINUA LA PARTNERSHIP SULL’INNOVAZIONE
FRA HEXAGON E RED BULL TECHNOLOGY
Hexagon Metrology ha recentemente rinnovato il contratto di Partnership sull’Innovazione con la Red Bull Technology,
che si estende così fino alla fine del
2015 a conferma della forte cooperazione instaurata negli ultimi anni.
Partnership sull’Innovazione significa
che i tecnici Red Bull Technology sono
coinvolti non solo in quanto utilizzatori
di sistemi Hexagon Metrology, ma partecipano attivamente anche in attività di
ricerca, sviluppo e test di nuovi prodotti.
Entrambe le aziende trarranno grande
vantaggio da questa cooperazione,
essendo entrambe all’avanguardia nella
tecnologia automobilistica.
Chris Charnley, Quality Manager di Infiniti Red Bull Racing, afferma: “Immettiamo
costantemente massicce dosi di cambiamento nella nostra attività e operiamo con
T_M ƒ 142
tempi estremamente stretti, ma pretendiamo
il meglio nella qualità e precisione dei componenti. Hexagon Metrology ci offre la tecnologia e il supporto più avanzati per garantire che le operazioni di verifica si svolgano nel minor tempo possibile, nella completa fiducia della precisione e affidabilità
dei risultati”.
Al Peasland, Responsabile delle Partnership Tecnologiche di Infiniti Red Bull Racing, aggiunge “Hexagon Metrology è
un partner estremamente prezioso e il
carattere essenziale dei loro prodotti e
servizi li fa sentire realmente parte del
nostro team. Condividono la nostra passione e offrono livelli eccezionali di supporto che sostanzialmente ci aiutano a
restare competitivi”
Il livello di assistenza al cliente che si
aspetta il tre volte Campione del mondo
Costruttori e
Piloti di Formula Uno è
altissimo.
Chris parla
della sua esperienza con i team di assistenza tecnica e applicativi di Hexagon Metrology: “La natura del nostro settore industriale richiede orari lunghissimi, flessibilità e professionalità da parte dei tecnici di assistenza Hexagon Metrology.
Abbiamo assolutamente bisogno di
questo tipo di supporto. I tecnici Hexagon Metrology costituiscono davvero
un riferimento nell’assistenza al cliente”.
Per ulteriori informazioni:
www.hexagonmetrology.com.
N. 02ƒ
;2013
di utilizzo dei fanghi di depurazione della acque reflue
urbane in agricoltura in rapporto alla loro qualità e al loro contenuto di sostanze inquinanti rimosse dai
reflui depurati.
Il Gruppo di Misure Elettriche ed Elettroniche – GMEE ha manifestato
interesse a questa iniziativa
CRUI-Federutility e ha invitato una
rappresentanza della Federazione a
partecipare alla Sessione congiunta tra i gruppi di misure elettriche,
elettroniche, meccaniche e termiche
su “Innovazione tecnologica: criticità
e opportunità per l’Università, i Centri
di ricerca e l’Industria”, che si terrà
dall’8 all’11 settembre a Trento, durante il XXX Congresso nazionale del
GMEE.
SEMINARIO DI ECCELLENZA
“ITALO GORINI”
AL VIA L’EDIZIONE 2013
Gregorio Andria, Politecnico di Bari e
Claudio Narduzzi, Università di
Padova – Condirettori del Seminario
Il Seminario di Eccellenza
“Italo Gorini”, Scuola di Dottorato organizzata annualmente dall’Associazione Italiana GMEE sulle
tematiche della misurazione, è rivolta ad allievi di dottorato e giovani
ricercatori di tutta Italia. La Scuola
Gorini è articolata su un ciclo
triennale che nell’arco di durata di
un ciclo di dottorato permette, attraverso l’alternanza tra le diverse
linee di ricerca, di coprire tutte le
principali tematiche d’interesse GMEE.
L’edizione 2013 si terrà presso l’Università di Padova da lunedì 2
settembre 2013 a venerdì 6
settembre 2013 e sarà ospitata
nelle aule del Dipartimento di Ingegneria dell’Informazione. Le linee di
ricerca interessate sono: “Metodi di
misura”, “Strumentazione di
▲
piego continuo d’innovazioni
tecnologiche. In questo contesto
s’inserisce un provvedimento dell’Autorità per l’energia elettrica e il gas
(delibera ARG/gas 155/08, rivisto e
adeguato dalle delibere ARG/gas
36/11 e 28/12/R/GAS) che impone
una forte accelerazione nella
sostituzione degli apparati di
misura installati sulla rete di distribuzione del gas, in analogia a quanto
già disposto per il settore elettrico
dalla delibera 292/06.
Lo svilupparsi, anche su impulso regolatorio, di tecnologie legate allo smart
metering, alla telegestione e al telecontrollo rende ipotizzabile, in un
prossimo futuro, l’adozione di una
strategia multi-utility basata sulla
combinazione di alcune o di tutte le
misure in un unico sistema, il che permetterebbe non solo una riduzione
dei costi, ma anche la possibilità di
avere uno sguardo d’insieme sul
consumo energetico, favorendo
politiche di risparmio. In tal senso
appare opportuno citare il documento
di consultazione 478/2012/R/gas
avente a oggetto i criteri di selezione
degli investimenti ammessi alla sperimentazione di soluzioni di telelettura/telegestione congiunta di misuratori di gas naturale di classe minore o
uguale a G6 e di misure di punti di
riconsegna/prelievo di altre commodity.
Il GdL sui fanghi ha centrato la
sua attenzione sull’abbattimento
degli odori negli impianti di
depurazione, su una possibile utilizzazione dei fanghi prodotti
in questi impianti e sui trattamenti
per il raggiungimento di questi
scopi. Il recupero dei fanghi in agricoltura è normato a livello nazionale
dal D.Lgs. 27 gennaio 1992, n. 99,
che ha dato attuazione alla Direttiva
europea 86/278/CEE, nella stessa
materia. L’art. 5 comma 2 dello stesso decreto (D.Lgs. 99/92) prevede
la possibilità di aggiornare la normativa, “in conformità con le determinazioni della Commissione economica europea ovvero in relazione a
nuove acquisizioni tecnico-scientifiche”. In particolare il GdL ha focalizzato l’attenzione sulla possibilità
SPAZIO ASSOCIAZIONI
UNIVERSITARIE MISURISTI
misura”, “Misure per l’uomo e
per l’ambiente”, a ciascuna delle
quali è dedicata una mattinata con
due relazioni presentate da docenti
esperti provenienti da vari Atenei italiani. Inoltre, due relazioni saranno
dedicate alle “Misure Meccaniche
e Termiche”, confermando la collaborazione ormai consolidata
con i docenti di quel settore e riguarderanno:
– “Immagini in infrarosso, potenzialità
e insidie di una tecnica di misura alla
portata di tutti” (Prof. B. Saggin, Politecnico di Milano);
– “Strumentazione aerospaziale per il
progetto ExoMars 2016” (Prof. S.
Debei, Università di Padova).
La Scuola presenta quest’anno due
nuove iniziative:
– un pomeriggio dedicato a un seminario/minicorso organizzato con il
contributo di National Instruments,
sui sistemi di acquisizione dati e la
loro gestione nell’ambiente LabView;
– visite a laboratori di ricerca dell’Università di Padova, di particolare
interesse per studenti di dottorato e
giovani ricercatori GMEE:
• “Misurare le emozioni” – laboratori
del Centro di Sonologia Computazionale;
• laboratorio e sala Prove in Alte Tensioni del Dipartimento di Ingegneria
Industriale;
• laboratorio di Colorimetria del
Dipartimento di Ingegneria Industriale;
• laboratorio di Bioingegneria del
movimento del Dipartimento di Ingegneria dell’Informazione.
La Scuola è da sempre aperta alla
partecipazione di persone provenienti da aziende ed enti. Da quest’anno,
è anche offerta la possibilità d’iscriversi alle singole giornate d’interesse
per assistere alle relazioni, secondo il
programma qui riportato:
T_M ƒ 143
• “Valutazione della sostenibilità e
dell’impatto ambientale dei prodotti”
(Prof. G. Dotelli, Politecnico di Milano)
Giovedì 5 settembre 2013
(ore 9:00-13:00):
Strumentazione di misura
(Prof. A. Baccigalupi, Università di
Napoli “Federico II”)
• “Definizione, misura e portabilità
del tempo nelle applicazioni scientifiche”
(Prof. G. Naletto, Università di Padova)
• “Design and metrological characterization of high-performance digital
magnetic flux-meters”
(Prof. P. Arpaia, CERN, Ginevra e
Università del Sannio, Benevento)
Venerdì 6 settembre 2013
(ore 9:00-13:00):
Misure per l’uomo e per l’ambiente
(Prof. M. Parvis, Politecnico di Torino)
• “Misure morfologiche e funzionali
sull’uomo: immagini e segnali biomedici in neurofisiologia”
(Prof. F. Molinari, Politecnico di Torino)
• da definire
(Prof. D. Trinchero, Politecnico di Torino)
Per ulteriori informazioni
e aggiornamenti:
http://measurement.dei.unipd.
it/gorini2013
NEWS
▼
Martedì 3 settembre 2013
(ore 9:00-13:00):
Metodi di misura
(Prof. R. Ottoboni, Politecnico di Milano)
• “Misure assolute di frequenze ottiche e spettroscopia molecolare di
precisione”
(Prof. G. Galzerano, Politecnico di
Milano)
T_M ƒ 144
N. 02ƒ
; 2013
■
SPAZIO ASSOCIAZIONI
UNIVERSITARIE MISURISTI
NUOVA MACCHINA
DI MISURA SUPERPRECISA ED ECONOMICA
Con la nuova Leitz PMMXi, Hexagon Metrology si
rivolge in modo specifico
alle aziende produttive di
piccole e medie dimensioni, per le quali finora le
macchine di misura Leitz
PMM-C e Leitz Infinity non
erano economicamente
accessibili, offrendo una
precisione molto elevata e
stabile nel tempo e un’alta
produttività.
Con una precisione di
base di 0,6 + L/550
micron, la nuova Leitz
PMM-Xi è adatta all’ambiente industriale per la
taratura di strumenti di
misura e come macchina
di riferimento per produzione, centri qualità e
laboratori di misura. Come
macchina di misura universale, essa sostituisce inoltre
i form tester, le macchine
di verifica degli ingranaggi e alberi a camme, nonché altre macchine speciali offrendo risultati di misura riproducibili grazie a una risoluzione delle
righe ottiche di 0,02 micron.
La nuova macchina di misura è equipaggiata con la nuova versione del
sensore di scansione LSP-X5 High-Speed, che può operare in modalità
di scansione ad alta velocità autoadattativa, di scansione tridimensionale e in misura punto a punto. La nuova generazione dell’LSP-X5 è
dotata di un’interfaccia per un sensore di temperatura del pezzo intercambiabile con gli stili di misura. Il sensore di temperatura può essere
integrato nella testa di misura in ogni momento nel corso del ciclo di
misura. Con la misura della temperatura del pezzo e la successiva compensazione, i valori di misura diventano ancora più precisi.
Complessivamente sono disponibili nove modelli della Leitz PMM-Xi
nelle corse già affermate della linea Leitz PMM-C.
Per ulteriori informazioni:
Levio Valetti (Hexagon Metrology Italia)
E-mail: levio.valetti@hexagonmetrology.com
SPAZIO DELLE ALTRE
ASSOCIAZIONI
▲
Rubrica a cura di Franco Docchio e Alfredo Cigada
Notizie dalle altre Associazioni
• Riduzione dei possibili errori di misura introdotti dall’operatore.
Gli svantaggi:
• Il SW fornito dal costruttore richiede
spesso modifiche e adattamenti, per
poter eseguire, ad esempio, misure in
punti diversi da quelli già previsti, e
nella maggior parte dei casi non è utilizzabile per altri analoghi strumenti
(multimetri ad alte prestazioni, ecc.);
• Può succedere che il trasferitore (misuratore multifunzione) e il SW non
siano più supportati dal costruttore;
• Costi iniziali di sviluppo e verifica
non trascurabili.
OTHER ITALIAN ASSOCIATIONS
This section reports the contributions from Associations wishing to use
Tutto_Misure as a vehicle to address their information to the readers.
RIASSUNTO
Questa rubrica riassume i contributi e le notizie che provengono dalle Associazioni che vedono nella Rivista uno strumento per veicolare le loro informazioni al pubblico di Tutto_Misure.
A.L.A.T.I.: L’AUTOMAZIONE
NEI PROCESSI DI TARATURA
DELLA STRUMENTAZIONE
ELETTRICA - ASPETTI
E SOLUZIONI ANCHE
IN RELAZIONE AL DOCUMENTO
ACCREDIA DT-02-DT;
Carmelo Pollio, Delo Service Srl,
Vicepresidente A.L.A.T.I.
(presentato ad Affidabilità & Tecnologie
Torino, 18 aprile 2013)
L’automazione
Il termine automazione identifica la
tecnologia che usa sistemi di controllo
(come circuiti logici o elaboratori) per
gestire macchine e processi, riducendo la necessità dell’intervento umano.
L’automazione di un processo si realizza per l’esecuzione di operazioni
ripetitive o complesse, ma anche ove
si richieda sicurezza o certezza dell’azione o semplicemente per maggiore comodità.
In un processo di taratura accreditato
oltre a quanto sopra asserito bisogna
garantire dei requisiti specifici dettati
dell’ente di accreditamento.
La Storia dell’automazione nei
laboratori accreditati di taratura
Nell’ambito dei Laboratori di Taratura
Accreditati, l’automazione è utilizzata
per gran parte delle grandezze tranne che per quelle elettriche in bassa
frequenza. Dal 1998 si sono cominciate a utilizzare nelle attività accreditate procedure automatiche solo per
la taratura e la verifica periodica dei
campioni di prima e seconda linea e
solo per l’acquisizione delle misure,
già con buoni vantaggi.
Tutte le attività successive all’acquisizione rimangono “in manuale”, ovvero prevedono l’intervento umano da
parte di un operatore, così come l’elaborazione dei risultati e la stesura
dei documenti di registrazione delle
verifiche periodiche e tarature.
Nel tempo però si consolida l’obiettivo di sviluppare un sistema gestionale
automatizzato completo per tutte le
attività del laboratorio accreditato,
che riduca al minimo e semplifichi le
attività del personale addetto all’attività di taratura.
Ovviamente questo approccio porta
con sé vantaggi e svantaggi.
I vantaggi:
• Notevole riduzione delle ore di lavoro per l’esecuzione delle misure, eseguibili anche di notte (es. circa 256
punti di misura);
• Verifica immediata dei risultati, grazie anche all’utilizzo di fogli di calcolo realizzati con la stessa sequenza
dei dati generati dal programma che
esegue le misure (in formato Excel o
di testo);
Situazione attuale
Le continue richieste del mercato e la
notevole moltitudine di strumenti di misura multifunzione, e l’obbligato rinnovamento dei campioni dei Centri,
portano spesso ad affrontare nuove
sfide che hanno come obiettivo quello
di mantenere l’automazione delle misure nella gestione dei campioni e nell’esecuzione di tutte le tarature. Ad
esempio questa è la situazione che si
può avere utilizzando un SW come
MetCal.
MetCAL permette sia la gestione dei
campioni intesa come verifiche periodiche, verifiche pre- e post-trasporto e
verifica finale del calibratore multifunzione; sia la taratura della strumentazione anche in modalità semi-automatica, mantenendone così i vantaggi
iniziali. Come in passato, si continua
però a utilizzare il SW come sistema
di acquisizione anche se già è utilizzabile la parte che provvede all’emissione dei documenti finali della taratura ovvero il certificato. Tutto ciò,
però, non ha senso se si riducono i
tempi per l’esecuzione delle misure
ma non vengono ridotti i tempi di
franco.docchio@ing.unibs.it
T_M
N.
2/13 ƒ 145
esportazione ed elaborazione dei
risultati e la validazione dei modelli di
misura.
È stato quindi sviluppato un SW gestionale basato sull’utilizzo di Access
che integra la gestione completa del
laboratorio con l’emissione del certificato di taratura importando i dati
delle misure dal modello di misura in
Excel compilato dall’operatore durante l’esecuzione della sequenza di
misure. Nel caso in cui venga utilizzato il sistema di acquisizione dei
dati, questi ultimi vengono esportati o
scritti direttamente nel modello di
misura.
Come modelli di misura si utilizzano
due file standard, personalizzati per
ogni modello di strumento, uno per i
misuratori, e uno per i generatori con
solo poche ed essenziali formule di calcolo: la media, lo scarto tipo, la convalida dei dati inseriti, la valutazione delle
specifiche (Pass o Fail) senza nessun
collegamento ad altri file né calcoli
complessi, riducendo considerevolmente i tempi di validazione.
Il SW gestionale importa i dati, esegue il calcolo dell’incertezza punto
per punto e presenta l’anteprima del
certificato o il rapporto di taratura a
seconda della richiesta del cliente.
Esempio pratico
Supponiamo di dover eseguire la
taratura di un multimetro digitale
multifunzione palmare con una indicazione a 3 1/2 digit che non
abbiamo mai visto in precedenza,
di cui abbiamo però la documentazione tecnica necessaria e il manuale d’uso. Scegliendo un modello normalmente in uso in Excel, che include anche il calcolo delle incertezze
di misura e la stampa diretta del certificato di taratura, occorrono dalle
4 alle 6 ore per realizzare il modello e per validarlo. Occorrono inoltre
dai 5 ai 30 minuti per eseguire le
misure anche utilizzando un sistema
semi-automatico ovvero un SW che
esegue la sequenza delle misure e
imposta il calibratore a ogni punto:
l’operatore deve solo digitare l’indicazione del multimetro.
Utilizzando invece il sistema precedente con Access i tempi per la rea-
T_M ƒ 146
N. 02ƒ
; 2013
▲
SPAZIO DELLE ALTRE
ASSOCIAZIONI
lizzazione del modello di misura e la
validazione si riducono notevolmente
a circa 2 ore comprendendo l’esecuzione delle misure e la stampa del certificato (nella valutazione dei tempi si
è considerata una buona conoscenza
di Excel e un’esperienza di taratura
dell’operatore).
Conclusioni
L’ideale sarebbe l’utilizzo di SW
“commerciali” in modo completo fino
alla stampa del certificato di taratura,
ma il lavoro è ancora lungo e complesso in quanto i fornitori spesso non
hanno competenze adeguate tali da
poter lavorare in autonomia. Sin dalla
prima pubblicazione del SIT Doc.
535 e successivamente, di recente,
del ACCREDIA DT-02-DT, si è spesso
sottovalutata l’importanza di una cor-
retta gestione dei modelli di misura da
parte dei Centri accreditati. Analogamente da parte dell’ente di accreditamento si è sottovalutato l’impatto dell’applicazione di questi documenti sui
laboratori in termini di tempo necessario e quindi di costi.
L’associazione ALATI, ritenendo utile e
doverosa una formazione periodica
su questi e altri relative alle attività di
taratura accreditate, sta organizzando dei corsi ad hoc su specifici argomenti, partendo proprio da quello
relativo alla gestione di un sistema informativo all’interno dei centri accreditati che risponda ai requisiti dettati
dall’ente e alle specificità insite nei laboratori.
Terremo aggiornati i lettori di Tutto_
Misure sulle varie iniziative che ALATI
intraprenderà.
RIAPRE IL GABINETTO DELLE SCIENZE
DI PORTO SAN GIORGIO
Durante la primavera di quest’anno, una felice circostanza ha determinato la
possibilità di attivare un progetto di salvaguardia e valorizzazione del patrimonio d’interesse storico-scientifico della Scuola “E. De Amicis” di Porto San
Giorgio, fondata nel 1913. La Dirigente dell’ISC Nardi, Dott.ssa Daniela
Medori, ha istituito un gruppo di lavoro coordinato dal curatore, l’Ing. Oronzo
Mauro, che, insieme ai suoi collaboratori, con grande solerzia, ha portato a
termine il progetto permettendo di riaprire il Gabinetto delle Scienze in occasione dei festeggiamenti dei 100 anni della Scuola “E. De Amicis”.
L’Antico Gabinetto di Scienze, coevo all’apertura della scuola, come testimoniano i reperti ivi trovati e restaurati intorno agli anni ’30, è stato affiancato dal
Gabinetto delle Attività Marinare, voluto dal governo fascista per rilanciare le
corporazioni nella fattispecie, a Porto San Giorgio, quella della pesca. Nel
corso degli anni, la scuola inoltre ha stratificato una serie di sussidi didattici
molto interessanti, anch’essi classificabili come beni culturali scientifici.
Il recente progetto di recupero, durato circa 3 mesi, ha reso possibile identificare
oggetti di valore scientifico che tornano ad avere un ruolo di primo piano per la
Scuola “De Amicis” e per il territorio con l’istituzione di un nuovo museo per Porto
San Giorgio. Grazie a quest’opera di valorizzazione gli studenti e visitatori del
Gabinetto potranno ammirare alcuni dei pezzi restaurati quali una macchina elettrostatica di Wimshurst con accessori, una serie di macchine semplici, un bel voltametro di Bertram, ora pronti per ispirare nuovi orizzonti scientifici.
Da non dimenticare la bella collezione ittiologica relativa al Gabinetto delle Attività Marinare che torna, in un bell’armadio d’epoca, a ricordare l’importanza del
mare. Il Tellurium del costruttore Felkl & Son di Praga è un oggetto di spicco nella
collezione del Gabinetto; anch’esso restaurato, mostra ora come le sequenze degli
equinozi e la meccanica della terra fossero insegnati in modo molto efficace.
Anche la collezione mineralogica affascina con i colori di variopinti minerali.
Un’ampia raccolta di altri sussidi didattici per la scienza è disponibile ed oggetto
ormai d’interesse museale (documentari su pellicola, su diapositiva, regoli di vario
genere, cartelloni murali, ecc.). È stata inoltre allestita una postazione di rilievo
dedicata alla microscopia tale da permettere osservazioni avvincenti.
Info Point: tel. 0734 676043 – E-mail: primariacapoluogo@iscnardi.it
SPAZIO DELLE ALTRE
ASSOCIAZIONI
▲
MISURE DI PROPRIETÀ TERMOFISICHE
Alberto Muscio
Ottimizzazione delle proprietà radiative
delle superfici opache e controllo apporti solari
Misure di riflettanza solare ed emissività termica
ASSOCIAZIONE ITALIANA PROPRIETÀ
TERMOFISICHE (AIPT)
Inizia in questo numero una serie di presentazioni
delle attività svolte in ambito misuristico dai soci
dell’Associazione Italiana Proprietà Termofisiche
(AIPT), che aderisce come unità esterna al Gruppo
Misure Elettriche ed Elettroniche. Per lo spazio concesso su Tutto Misure il Comitato Direttivo dell’AIPT
desidera porgere i suoi più sentiti ringraziamenti. Il
primo contributo, del Presidente Alberto Muscio, riguarda l’ottimizzazione delle proprietà radiative delle superfici
opache e il controllo degli apporti solari, mediante misure di riflettanza
solare ed emissività termica. Buona lettura!
Alberto Muscio (Presidente), Elena Campagnoli (Segretario), Francesco
Righini (Tesoriere), Giuseppe Ruscica, Paolo Coppa (Revisore dei Conti).
MEASUREMENT AND OPTIMIZATION
OF SURFACE RADIATIVE PROPERTIES
OF OPAQUE WALLS AND CONTROL OF SOLAR GAINS
This article focuses on the measurement and optimization of surface radiative
properties of opaque walls, such as solar reflectance and thermal emissivity,
to implement cool roof or cool color solutions designed to limit solar gains and
overheating of the irradiated surfaces. The underlying challenges, the investigation methods and some significant applications are presented.
RIASSUNTO
Questo articolo verte sulla misura e ottimizzazione delle proprietà radiative superficiali delle pareti opache, in particolare della riflettanza solare e
dell’emissività termica, ai fini della realizzazione di soluzioni tipo cool roof
o cool color atte a limitare la captazione degli apporti solari e il surriscaldamento delle superfici irradiate. Si presentano nel seguito le problematiche di fondo, le metodologie d’indagine seguite, e alcune applicazioni
significative.
PROPRIETÀ RADIATIVE
E APPORTI SOLARI
Il principale carico termico da compensare ai fini del condizionamento
estivo degli edifici è dato dagli apporti solari, del cui contenimento il settore dell’edilizia in Italia si è finora
preoccupato essenzialmente in relazione agli elementi vetrati (dotati a tal
fine di schermature, oppure di vetri
opportunamente formulati). Gli appor-
ti attraverso gli elementi opachi, tuttavia, anche se più ridotti per unità di
superficie irradiata, possono avere un
impatto fondamentale sui fabbisogni
energetici per condizionamento a
causa dell’elevata estensione di tetti e
pareti.
I primi studi svolti nel settore da ricercatori AIPT risalgono a quando, nel
2005, vennero avviate presso l’Università di Modena e Reggio Emilia
indagini sui cosiddetti “cool roof”,
T_M
soluzioni di copertura degli edifici la
cui denominazione negli Stati Uniti
ha oggi assunto un significato univoco nella terminologia tecnica in virtù
della loro amplissima diffusione,
mentre solo in anni recenti essi
hanno cominciato a trovare un utilizzo degno di nota nell’edilizia italiana.
Entrando nel dettaglio, si definiscono cool roof soluzioni contraddistinte da riflettanza solare ed emissività
termica elevate e durevoli nel
tempo. La riflettanza solare è la frazione della radiazione solare incidente che viene direttamente riflessa
da una superficie irradiata, ed è
variabile da 0, per una superficie
totalmente assorbente, fino a 1
(100%), per una superficie perfettamente riflettente. L’emissività termica, anch’essa variabile tra 0 e 1, è
il rapporto tra la radiazione termica
emessa nell’infrarosso da una superficie e la massima emissione teoricamente possibile alla medesima temperatura. Una soluzione per coperture edili dotata di riflettanza elevata assorbe solo una piccola parte
della radiazione solare incidente.
Inoltre, se la superficie è caratterizzata da emissività elevata, la maggior parte dell’energia solare assorbita viene restituita all’ambiente
esterno mediante irraggiamento termico nell’infrarosso. Il ruolo combinato di riflettanza solare ed emissività termica della superficie in
esame può essere altresì espresso
attraverso il Solar Reflectance Index
(SRI), che rappresenta la diminuzio-
Dipartimento di Ingegneria
“Enzo Ferrari”
Università di Modena e Reggio Emilia
alberto.muscio@unimore.it
N.
2/13 ƒ 147
ne di temperatura superficiale ottenuta in condizioni di riferimento rispetto a una superficie nera non
metallica (riflettanza 10%, emissività
90%, SRI=0), normalizzata per la
diminuzione di temperatura superficiale ottenibile rispetto alla stessa
superficie nera da parte di una superficie bianca di riferimento (riflettanza 80%, emissività 90%,
SRI=100%).
È importante rilevare che associare la
riflettanza solare di una superficie
opaca al suo colore visibile (ad esempio, bianco) può essere fuorviante in
quanto la banda spettrale del visibile
include un frazione minoritaria dell’energia apportata dall’irradiazione del
sole (Fig. 1). L’accurata misura della
riflettanza risulta quindi fondamentale
ai fini della previsione dell’effettivo
comportamento termico di una superficie.
N. 02ƒ
; 2013
▲
SPAZIO DELLE ALTRE
ASSOCIAZIONI
per la misura delle proprietà
radiative superficiali (riflettanza solare, emissività termica,
SRI) e di protocolli per la certificazione dei prodotti commerciali, sia a nuovo che dopo
invecchiamento almeno trienFigura 2 – Installazione di un cool roof
sui Laboratori Pesanti della Facoltà di Ingegneria
nale. Il punto di riferimento in
di Modena: stato iniziale e finale
materia è il Cool Roof Rating
Council (CRRC), un‘organizzazione fondata nel 1998 per svilup- copertura relativamente leggere, si
pare un programma di valutazione era sempre manifestato un surriscaldamento estivo tale da rendere gli
dei prodotti commerciali.
In Europa, i principi di base dei cool ambienti interni pressoché impraticaroof sono più o meno consapevol- bili per tutta la stagione calda. L’apmente applicati da migliaia di anni plicazione a spruzzo di una guaina
– nel sud Italia, in Grecia e in altre liquida bianca sopra la preesistente
aree del Mediterraneo, il colore guaina bituminosa nera (Fig. 2) ha
dominante degli edifici è ancora il portato a una riduzione delle tempebianco – ma il concetto tecnologico rature mediamente pari a 3,0°C per
di cool roof è rimasto sconosciuto ai l’aria interna e a 3,7°C per il soffitto
più fino a pochi anni fa. In tempi re- (Fig. 3). A controprova dell’efficacia
centi, tuttavia, alcuni centri di ricer- della soluzione adottata, nel corso
ca europei hanno dell’estate successiva all’intervento il
deciso di coordinare e capannone ha conosciuto un livello di
capitalizzare le attività frequentazione inusuale, specialmend’indagine in atto arri- te nei giorni di fermo dell’impianto di
vando alla formale condizionamento del campus.
costituzione
dell’European
Cool
Roof
C o u n c i l
(ECRC), organizzazione
ispirata
al
CRRC e similmente volta a
promuovere
Figura 1 – Spettro solare (normalizzato)
la diffusione
dei cool roof
I COOL ROOF NEGLI USA,
e a sviluppare un programma europeo di certificazioIN EUROPA E IN ITALIA
ne dei prodotti commerciaFigura 3 – Installazione di un cool roof
sui Laboratori Pesanti della ex-Facoltà d’Ingegneria
Studi specifici sui cool roof furono li. All’ECRC aderiscono i
di Modena: temperature misurate prima e dopo
avviati negli U.S.A. sin dalla fine nostri associati dell’Energy
anni ’90 del secolo scorso, promos- Efficiency
Laboratory
si dai drammatici black-out estivi che (EELab), laboratorio specializzato Negli anni successivi l’EELab ha
colpirono il paese a causa dei del Dipartimento di Ingegneria acquisito, tra gli altri, spettrofotometri in banda 300-2.500 nm per
sovraccarichi della rete elettrica “Enzo Ferrari” di Modena.
indotti dagli impianti di condiziona- Un primo studio sperimentale svolto acquisizione dello spettro di riflettivimento. In virtù delle potenzialità dall’EELab risale al 2005, quando tà nell’intervallo d’interesse (la rifletscientificamente dimostrate, i cool un cool roof fu posto in opera sopra tanza solare viene valutata come
roof sono attualmente promossi con un capannone sede di laboratori del- valore medio della riflettività, pesata
grande vigore da molte amministra- l’allora Facoltà di Ingegneria di per lo spettro standard dell’irradiazioni pubbliche e organizzazioni Modena. Essendo tale capannone zione solare) ed emissometri broadprivate d’oltreoceano. Ciò ha porta- privo di apparati di condizionamen- band comparativi (l’emissività termito allo sviluppo di specifici standard to dell’aria e dotato di strutture di ca viene valutata mediante compa-
T_M ƒ 148
N. 02ƒ
;2013
▲
SPAZIO DELLE ALTRE
ASSOCIAZIONI
razione diretta con campioni di riferimento basso-emissivi e alto-emissivi) conformi ai migliori standard del
CRRC e a quelli attualmente in valutazione da parte dell’ECRC. È stato
così possibile mettere a disposizione
dell’industria una struttura che ha
portato avanti un’intensa attività sia
di attestazione indipendente delle
prestazioni misurate (Fig. 4), sia di
valutazione e ottimizzazione di prodotti per l’edilizia.
Figura 5 – Spettro UV-Vis-NIR della riflettività (rl) e riflettanza solare (rsol)
di tegole sperimentali con rivestimento ceramico tipo cool color
APPLICAZIONI INNOVATIVE
DELLE COOL SURFACES
fortemente incentivati nel quadro generale di promozione delle fonti energetiche rinnovabili, si è affrontata l’importante criticità dei surriscaldamenti delle
vasche di fermentazione ricercando
un’ottimizzazione spinta delle proprietà radiative superficiali esterne e interne della cupola gasometrica che chiude superiormente le vasche di fermentazione suddette (Fig. 6).
Un altro ambito applicativo al quale si
è rivolta l’indagine scientifica è quello
del controllo degli apporti solari attra-
Le metodologie di misura e ottimizzazione messe a punto per lo sviluppo
di cool roof e cool color del settore
edile sono state sfruttate anche in
ambiti applicativi completamente differenti dall’edilizia.
Ad esempio, in relazione agli impianti
I COOL COLOR
per la produzione di biogas tramite ferRecentemente, l’indagine ha riguarda- mentazione anaerobica di biomasse di
to anche i cosiddetti “cool color”, solu- origine agrozootecnica, al momento
zioni di trattamento superficiale aventi
la stessa risposta spettrale nel visibile
(cioè per lunghezze d’onda comprese
tra 400 nm e 700 nm), in cui cade
circa il 43% della radiazione solare, e
quindi lo stesso colore, di superfici edili
tradizionali, ma molto riflettenti nella
banda spettrale dell’infrarosso vicino
(lunghezze d’onda tra circa 700 nm
e 2.500 nm), che comprende più del
52% degli apporti energetici solari
(Fig. 1). Poiché solo la parte visibile
della radiazione riflessa va a influenzare la risposta cromatica di una
superficie, i cool color possono avere
lo stesso aspetto per l’occhio umano di
materiali quali, ad esempio, le tipiche
tegole di terracotta, ma offrire una
riflettanza solare molto più elevata
Figura 6 – Schematizzazione dei diversi meccanismi di scambio termico
(anche oltre il 50%, contro il 20÷35%
radiativo di una cupola gasometrica
tipicamente riscontrato, vedi Fig. 5).
Figura 4 – Cartiglio standard delle prestazioni
misurate dall’EELab: Solar Reflectance (SR),
Infrared Emittance (IE), Solar Reflectance Index (SRI),
Surface Temperature (ST)
T_M ƒ 149
N. 02ƒ
; 2013
■
SPAZIO DELLE ALTRE
ASSOCIAZIONI
RIFERIMENTI
BIBLIOGRAFICI
NEWS
▼
1. H. Taha, H. Akbari,
A.H.
Rosenfeld,
J.
Huang,
“Residential
cooling loads and the
urban heat island – The
effects of albedo”, Building and Environment
23 (1988) 271-283.
2. L. Doulos, M. Santamouris, I. Livada, “Passive cooling of outdoor
urban spaces. The role
of materials”, Solar
Energy 77 (2) (2004),
231-249.
3. R. Lollini, B. Barozzi,
Figura 7 – Spettro del coefficiente di assorbimento (al=1-rl)
G. Fasano, I. Meroni,
per cinque diversi colori della carrozzeria di un autoveicolo
M. Zinzi, “Optimisation
of opaque components
verso gli elementi opachi delle carroz- of the building envelope. Energy, ecozerie degli autoveicoli (Fig. 7), ovvero nomic and environmental issues”, Builattraverso i pannelli della cassa refri- ding and Environment 41 (8) (2006),
pp. 1001-1013.
gerata dei camion frigoriferi.
Anche in questi casi si è verificato che 4. A. Synnefa, M. Santamouris, H.
approcci sommari di stima degli Akbari, “Estimating the effect of using
apporti solari possano riservare gros- cool coatings on energy loads and therse sorprese, e che solo la misura rigo- mal comfort in residential buildings in
rosa delle proprietà radiative superfi- various climatic conditions”, Energy and
ciali permette di attuare approcci di Buildings 39 (11) (2007) 1167-1174.
5. A. Libbra, L. Tarozzi, A. Muscio,
analisi e ottimizzazione efficaci.
ESTENSIMETRI
MINIATURA
PER USO OEM
Gli estensimetri miniatura Micro-Measurements sono progettati per offrire prestazioni superiori a un minor costo per il cliente
OEM (Original Equipment Manufacturer).
Questi estensimetri possono essere usati in
molte applicazioni, in particolare in quelle
applicazioni ove lo spazio a disposizione
è ristretto o dove è necessario limitare il
consumo in corrente, come negli apparati
alimentati da batterie.
Gli estensimetri miniatura Micro-Measurements possiedono infatti una elevata
resistenza elettrica in una griglia molto
piccola, per esempio una resistenza da
10 kOhm in una griglia di soli 1 mm x 1 mm.
La resistenza molto elevata consente di
T_M ƒ 150
M.A. Corticelli, “Spectral response
data for development of cool coloured
tile coverings”, Optics and Laser Technology 43 (2011) 394-400.
6. A. Libbra, A. Muscio, C. Siligardi, P.
Tartarini, “Assessment and improvement of the performance of antisolar
surfaces and coatings”, Progress in
Organic Coatings 72 (2011) 73-80.
7. Cool Roof Rating Council, “Product
rating program manual (CRRC-1)”,
retrievable in 2012 at the address:
www.coolroofs.org/alldocs.html#crrc1.
8. European Cool Roof Rating Council, “EU-Cool Roofs Strategic Plan”,
retrievable in 2012 at the address:
http://coolroofcouncil.eu.
Alberto Muscio si è laureato con lode in Ingegneria dei Materiali presso l’Università di Modena e Reggio Emilia e ha poi conseguito un dottorato di ricerca in Fisica Tecnica presso
l’Università di Bologna. È oggi docente di
Fisica Tecnica Industriale presso il Dipartimento di Ingegneria “Enzo Ferrari” di
Modena, ove è responsabile del laboratorio EELab (www.eelab.it). È inoltre Presidente dell’Associazione Italiana Proprietà
Termofisiche e membro del Comitato Tecnico dell’European Cool Roof Council.
aumentare la tensione di alimentazione kOhm per torsiometri;
per ottenere un’uscita più elevata.
• 4 griglie a diaframma da 5 kOhm per
trasduttori di pressione.
Caratteristiche
• Uscita più elevata rispetto agli estensi- Per ulteriori informazioni:
metri tradizionali, grazie a griglie più www.luchsinger.it
corte;
• Alta resistenza elettrica - fino a 20 kOhm;
• Dimensioni miniaturizzate;
• Basso consumo di
corrente;
Gli estensimetri miniatura sono disponibili
nelle seguenti versioni:
• lineari con resistenze da1, 5, 10 kOhm;
• 2 griglie a mezzo
ponte da 1 e 5 kOhm;
• 4 griglie a ponte intero da 1 e 5 kOhm per
celle di carico;
• 4 griglie al taglio,
ponte intero, da 1 e 5
MANIFESTAZIONI
EVENTI E FORMAZIONE
■
2013-2014
eventi in breve
2013
26-28 giugno
Istanbul, Turkey
International IIE Conference
http://www.iieistanbul.org
01-02 luglio
Los Angeles, USA
2013 2nd International Conference on Advances in Computer Science and Engineering (CSE 2013)
http://www.cse-conf.org
09-12 luglio
Orlando, USA
6th International Multi-Conference on Engineering and Technological Innovation: IMETI 2013
www.2013iiisconferences.org/imeti
09-12 luglio
Orlando, USA
11th International Conference on Education and Information Systems, Technologies and Applications: EISTA 2013
http://www.2013iiisconferences.org/eista
09-11 luglio
Orlando, USA
17th World Multi-Conference on Systemics, Cybernetics and Informatics: WMSCI 2013
www.2013iiisconferences.org/wmsci
14-16 luglio
Beijing, China
International Conference on Signal and Image Processing (CSIP 2013)
www.engii.org/workshop/csip2013july
15-18 luglio
Samos, Greece
2013 International Conference on Embedded Computer Systems
http://www.samos-conference.com
18-19 luglio
Barcelona, Spain
19th IMEKO TC-4 Symposium
www.imeko2013.es
29-31 luglio
Reykjavik, Iceland
8th International Joint Conference on Software Technologies (ICSOFT 2013)
http://www.icsoft.org
29-31 luglio
Reykjavik, Iceland
10th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2013)
http://www.icsoft.org
17-18 agosto
Singapore
2013 2nd International Conference on Recent Trends in Materials and Mechanical Engineering
http://www.icrtmme-conf.org
17-19 agosto
Hong Kong
2013 2nd International Conference on Mechanical Properties of Materials and Information Technology
(ICMPMIT 2013)EI Compendex
http://icmpmit-conf.org/index.htm
19-22 agosto
Vancouver, Canada
13th Annual NUSOD Conference
http://www.nusod.org/2013/
25-28 agosto
Seoul, Korea
2013 World Congress on Advances in Nano, Biomechanics, Robotics, and Energy Research (ANBRE13)
http://anbre.cti3.com/anbre13.htm
25-31 agosto
Barcelona, Spain
SENSORDEVICES 2013, The Fourth International Conference on Sensor Device Technologies and Applications
http://www.iaria.org/conferences2013/SENSORDEVICES13.html
04-06 settembre
Genova, Italy
2013 Joint IMEKO TC1-TC7-TC13 Symposium
http://www.imeko-genoa-2013.it
08-11 settembre
Trento, Italy
Congresso GMEE 2013
www.gmee.org
08-11 settembre
Trento, Italy
Congresso GMMT 2013
09-10 settembre
Bangkok, Thailand
4th ANNUAL INTERNATIONAL CONFERENCE ON SOFTWARE ENGINEERING & APPLICATIONS (SEA 2013)
16-21 settembre
Alhusta, Crimea
Nanomaterials: Applications & Properties 2013 (NAP 2013)
16-18 settembre
Muten, Switzerland
1st EOS Topical Meeting on Frontiers in Optical Imaging (FOI 2013)
www.myeos.org/events/foi2013#Call_for_Papers
20-22 settembre
Hainan, China
2013 International Conference on Advanced ICT(Information and Communication Technology) f
or Business and Management (ICAICTBM2013)
http://www.icaictm2013.org/
20-22 settembre
Beijing, China
2013 Conference on Education and Evaluation (CEAE 2013)
www.engii.org/workshop/ceae2013september/
29 sett-03 ottobre
Porto, Portugal
ADVCOMP 2013, The Seventh International Conference on Advanced Engineering Computing
and Applications in Sciences
http://www.iaria.org/conferences2013/ADVCOMP13.html
29 sett-03 ottobre
Porto, Portugal
DATA ANALYTICS 2013, The Second International Conference on Data Analytics
http://www.iaria.org/conferences2013/DATAANALYTICS13.html
01-03 ottobre
San Diego, USA
Avionics, Fiber-Optics and Photonics Conference
http://www.avfop-ieee.org
07-08 ottobre
Napoli, Italy
IEEE International Workshop on Measurements & Networking
http://mn2013.ieee-ims.org/
18-22 ottobre
Nantou, Taiwan
2013 International Applied Science and Precision Engineering Conference (ASPEC)
http://www.taeti.org/aspec/index.html
20-23 ottobre
Madrid, Spain
International Conference on Renewable Energy Research and Applications, (ICRERA)
www.icrera.org
21-26 ottobre
Saint Paul, USA
ASPE 28th Annual Meeting
http://aspe.net/technical-meetings/2013-annual-meeting/
10-13 novembre
Vienna, Austria
IEEE IECON- 39th Annual Conference of IEEE Industrial Electronics Society
http://www.iecon2013.org
16-17 novembre
Chengdu, China
2013 International Conference on Information Technology and Applications
http://www.ita2013.org
17-22 novembre
Lisbon, Portugal
INFOCOMP 2013, The Third International Conference on Advanced Communications and Computation
http://www.iaria.org/conferences2013/INFOCOMP13.html
29 novembre
Lyon, France
Symposium on Structural Health Monitoring and Non-Destructive Testing
http://lva.insa-lyon.fr/symposium2013
http://www.softwareng.org
2014
07-09 gennaio
Lisbon, Portugal
International Conference on Pervasive and Embedded Computing and Communication Systems (PECCS 20914)
T_M
http://www.peccs.org/
N.
2/13 ƒ 151
NUOVO SISTEMA
DI MISURAZIONE
ISTANTANEA
Keyence ha recentemente sviluppato un
nuovo sistema di misura istantanea tramite
immagini: la nuova serie IM-6120 a campo
ampio, un dispositivo di misura che può
competere con proiettori di profilo, microscopi di misura o macchine di misura CNC
automatiche. Il nuovo sistema semplifica la
misurazione, con un solo pulsante: bastano
3 secondi per misurare fino a 99 caratteristiche con documentazione completa inclusa, e gli operatori non necessitano di una
specifica formazione!
La semplicità d’uso della serie IM-6120 permette un forte risparmio sui costi rispetto ai
processi di misura tradizionali. Il sistema è
dotato di un piatto di alta precisione per
misurazione immediate, con dimensioni
pezzo fino a 200 mm. Infine, per l’analisi di
forme complesse (profili sinistri, denti d’ingranaggi, ecc.), in cui le misure lineari, ad
arco o circolari non sono sufficienti, la serie
IM-6120 offre ora un overlay grazie al
quale è possibile confrontare i bordi della
parte con un diagramma teorico.
Per ulteriori informazioni:
www.keyence.it/IM
T_M ƒ 152
N. 02ƒ
; 2013
▲
NEWS
KISTLER GROUP: ROBERTO GORLERO,
OLTRE ALL’ITALIA, GUIDERÀ ANCHE IL SUD EUROPA
Il Gruppo Kistler Instrumente AG di Winterthur, leader da oltre 50 anni nello sviluppo
di sensori Piezoelettrici per la gestione delle
principali misure dinamiche in ambito Automotive, Industriale, Aerospaziale, ha deciso
di riorganizzare e compattare la struttura
Europea del gruppo. Infatti da qualche
mese gli uffici europei del gruppo sono stato
suddivisi e inglobati in 5 macro blocchi/
Aree: Nord, Centro, East, Ovest, Sud. L’incarico di gestire, amministrare e far progredire il SUD Europa è stato affidato alcuni
mesi fa dal Gruppo svizzero a Roberto
Gorlero, 49 anni, ligure di nascita e milanese di adozione, nel gruppo da diversi
anni dopo esperienze in Gavazzi, Foxboro,
Invensys.
Gorlero, entrato nel Gruppo Kistler nel
2004, prima come direttore generale e,
dopo alcuni mesi, anche come amministratore delegato della sede italiana, da
oggi riveste anche la carica di amministratore delegato di Kistler Spagna e di
Kistler Turchia, gestendo nel complesso
come Regional Manager Southern Europe
tutto il mercato del Sud Europa, che comprende Portogallo, Spagna, Italia, Grecia, Macedonia, Albania, Turchia.
Gorlero ha ricevuto questo prestigioso e
impegnativo incarico sulla base degli ottimi risultati ottenuti in Italia, dove la crescita sia come fatturato sia come addetti,
negli ultimi 9 anni, è stata superiore a
ogni aspettativa (circa il 25-30% all’anno,
con punte anche maggiori in alcuni anni)
e totalmente opposta al trend del settore di
questi ultimi anni, aumentando ulteriormente il prestigio di questo marchio di
altissima tecnologia.
Gorlero risponde direttamente, come in
passato, all’Executive Board di Kistler Group
in Svizzera e al CEO del Gruppo e in Italia
in Italia (insieme a Roberto Vegliach, attuale responsabile tecnico) sarà anche responsabile dell’implementazione e sviluppo del
prossimo nuovo Technical Center Sud Europa, che verrà creato a Milano presso il
nuovo quartier generale, in cui Kistler Italia si trasferirà a breve, che fungerà da
supporto operativo e strategico per tutta la
clientela del Sud Europa, con mansioni e
personale dedicato a seconda delle diverse linee di Business (4.500 prodotti e soluzioni).
Nell’ambito di questa riorganizzazione
Europea, anche nella struttura italiana sono
state create due figure nuove e di supporto
alla Direzione: la direzione vendite dirette,
affidata ad Alberto Rigon, e la responsabili-
tà globale del mercato plastica per il Sud
Europa, affidata a Roberto Marazza, i quali
dipenderanno da Roberto Gorlero.
Il Sud Europa, all’interno del Gruppo Kistler, ha l’ambizione di crescere ulteriormente, traguardando ambiziosi fatturati
già nel breve periodo, e di rivolgersi
anche verso nuovi mercati, quali i Balcani,
Israele, Nord Africa, dove si stanno definendo nuove strategie e prospettive.
Alcuni numeri del Gruppo Kistler fatturato
complessivo in crescita, pari a 300 milioni di franchi svizzeri, 27 uffici nel mondo,
1.200 dipendenti, 3 Divisioni principali
per i prodotti (Automotive & Research, Industrial Process, Sensors technology), 7
fabbriche in Europa e Usa.
Per ulteriori informazioni:
www.kistler.com
LETTERE
AL DIRETTORE
▲
A cura di Franco Docchio (franco.docchio@ing.unibs.it)
Il futuro dei Laboratori didattici
Universitari di misura
Per stimolare un franco dibattito nelle Università e nelle Industrie
LETTERS TO THE DIRECTOR
This section contains letters, comments and opinions of the readers. Please write to Tutto_Misure!
RIASSUNTO
In questa rubrica vengono pubblicate lettere dei lettori della Rivista. Continuate a scrivere e a dire la vostra sui principali temi della ricerca, della
didattica delle misure e dello sviluppo industriale!
LETTERA DEL PROF.
ALFREDO CIGADA
(POLITECNICO DI MILANO)
Caro Direttore,
Ti scrivo questa lettera non in qualità
di tuo vicedirettore, bensì come uno
dei tanti operatori che cercano di
lavorare per una cultura delle misure: ho avuto predecessori illustri e mi
sembra che ora sia venuto il nostro
turno per cercare di valorizzare le
misure e l’attività sperimentale.
Spero solo che questa lettera costituisca l’avvio di una discussione, che
coinvolga più persone possibili: non
chiedo altro.
Lo stato di generale crisi e incertezza
che in questo periodo investe il
nostro Paese ha ripercussioni anche
all’interno delle Università. La carenza di risorse ha imposto anche qui
una revisione di progetti avviati anni
fa, nel tentativo di renderli coerenti
con la loro sostenibilità. Questo
approccio, pur comprensibile, spesso però riduce l’efficacia degli strumenti utili a rafforzare quel processo
educativo e formativo che da più
parti viene ricordato come il solo e
vero motore della possibile ripresa
economica del Paese: si entra in un
circolo involutivo che porta a una
carenza di idee da cui scaturisce
nuova povertà e incapacità di competere con i migliori.
Tra i tanti punti oggetto di valutazione vi è la domanda se gli sforzi profusi in questi anni per allestire e mantenere laboratori didattici, soprattutto
per i corsi d’Ingegneria, abbia ancora senso, a fronte di una carenza di
organico e di mezzi. Nella discussione sin qui affrontata, che vedo
ripetersi in molte sedi lungo la nostra
penisola, ritengo che si debba cercare di valutare la situazione alla
luce del maggior numero di elementi
possibili.
In particolare è fondamentale che la
discussione non rimanga confinata
all’interno delle sedi accademiche,
ma debba essere allargata a tutte le
parti in causa, ossia anche agli studenti, alle aziende e più in generale
al mondo del lavoro. Infatti senza un
T_M
parere di ritorno sulle aspettative e
sul livello di soddisfazione di chi
impiega e utilizza gli ingegneri che
formiamo, qualunque decisione rischia di essere slegata, se non addirittura contraria alle reali esigenze
del mondo del lavoro: in questo
senso auspico che questa riflessione
stimoli pareri e una discussione sull’utilità della didattica sperimentale,
accompagnata dall’espressione di
idee e suggerimenti.
Personalmente, insegnando corsi di
misure, ho sempre sostenuto la necessità di attività sperimentali all’interno dei corsi universitari. I nostri
percorsi formativi offrono poche occasioni per confrontarsi con prove
pratiche, in cui il sapere cominci a
diventare saper fare. Spesso i nostri
studenti, allenati al rigore numerico,
sono convinti che la realtà sperimentale debba adeguarsi ai modelli
numerici e non viceversa; manca totalmente il senso pratico, la capacità
di saper agire; rimane una distanza
abissale tra quanto studiato sui libri
e il mondo reale che rimane sempre
lontano: spesso manca la consapevolezza che, affinché qualcosa funzioni, è necessario collegare una
presa di corrente e attivare un interruttore (fatti non così banali e scontati). I miei studenti spesso lamentano
che i nostri corsi sono troppo teorici
e che mancano le possibilità di imparare a fare: ecco perché ho da sempre lottato perché almeno il 30% dei
corsi del mio gruppo fossero svolti in
laboratorio (all’estero si viaggia su
percentuali prossime al doppio),
malgrado i numeri dei nostri corsi
rendano questa impresa quasi impossibile.
Nel 2001, dalle colonne di questa
stessa rivista, in occasione dell’inaugurazione dei laboratori sperimentali che il Politecnico di Milano aveva
attivato presso il nuovo campus di
N.
T_M
2/1
3 ƒ 153
Bovisa, si era tentata un’analisi dei
benefici attesi dai nuovi laboratori,
con i quali si voleva rendere più efficace la didattica, con lo scopo di
migliorare la consapevolezza e la
cultura delle misure.
A distanza di 12 anni è possibile
trarre alcune conclusioni: l’aula
destinata alle attività sperimentali di
base è stata frequentata mediamente da un numero compreso tra
17.000 e 20.000 studenti/anno,
sono stati messi a punto esercizi e
attività per le quali si sono studiati
con attenzione prerequisiti e risultati
attesi, è stata incessantemente coltivata e mantenuta attiva una serie di
contatti e confronti in sede internazionale con le Università più attive e
attente alla didattica sperimentale,
per mantenere attenzione a un continuo miglioramento. Si è trattato di
una operazione soprattutto culturale,
per convincere gli studenti che le ore
di laboratorio non solo non sono ore
di vacanza, ma sono forse i momenti più importanti nella loro formazione: questo ha certamente imposto
anche un modo diverso di fare
didattica.
Quanto sin qui fatto, oserei dire in
T_M ƒ 154
N. 02ƒ
; 2013
▲
LETTERE
AL DIRETTORE
modo quasi miracoloso, grazie
soprattutto alla buona volontà di
molti giovani, ha incontrato l’assistenza iniziale di alcuni sponsor,
prevalentemente società che operano nel mondo delle misure e dei controlli, alcune di queste al nostro fianco in modo continuativo e assiduo. I
costi di manutenzione sono stati contenuti nell’ordine di qualche migliaio
di euro/anno, per attività di riparazione, manutenzione e ripristino. I
maggiori costi hanno riguardato la
sorveglianza, per permettere l’apertura delle aule per il maggior tempo
possibile. Con un impegno considerevole si ritiene di avere contribuito
al raggiungimento dell’obiettivo di
migliorare la consapevolezza dell’importanza delle attività sperimentali.
Una recente valutazione a livello
europeo ha mostrato come, ad esempio, nel Regno Unito (un modello certamente da considerare con attenzione, visti i risultati ottenuti delle proprie Università in ambito internazionale) l’attività didattica basata su
laboratori coinvolga in maniera
pesante il lavoro scolastico sin dalla
scuola primaria: la formazione
appare meno pesante, ma più efficace. Non si vuole attribuire tutto il
merito ai laboratori didattici, ma certamente l’attenzione verso questo
tipo di attività contribuisce a creare
un modello didattico ancora rivoluzionario che costituisce un mattone
fondamentale della formazione.
In questo scenario io e tutti coloro i
quali hanno in questi anni speso
molte delle proprie energie alla preparazione ed erogazione di una
didattica imperniata sui laboratori,
guardiamo con assoluta preoccupazione all’evoluzione attuale, che
sembra inevitabilmente condurre alla
fine di questa esperienza in Italia,
contribuendo con un piccolo ulteriore
colpo ad allontanare il nostro Paese
dalla corsa con i migliori. Anzi, il
nostro desiderio sarebbe quello di
poter fare molto di più, combattendo
contro le difficoltà quotidiane, che
prima di essere un problema economico sono in realtà un problema di
mentalità, adottando la mentalità
solitamente vincente per cui si combatte la crisi di un settore investendo
ancora di più.
Se è pur vero che uno dei problemi
principali risiede nei numeri impressionanti di studenti delle sedi universitarie italiane, ritengo comunque
che sia importante non arrendersi e,
nei limiti del possibile, sia necessario
tentare di amplificare gli sforzi per
offrire un servizio di attività sperimentale a tutti i nostri studenti.
Vorrei ricordare il caso di una celebre università inglese, che, trovandosi in una posizione molto bassa per
la qualità della didattica erogata, ha
prodotto uno sforzo anche economico impressionante fornendo a ciascuno studente materiale utile a svolgere attività sperimentale nel corso
dei cinque anni di studio: è stata una
scelta ponderata e coraggiosa, ma
che ha permesso il rilancio di quella
sede un tempo prestigiosa.
Se questa è la mia posizione, certamente motivata da due decenni d’interesse sul tema ma pur sempre personale, desidero, come già scritto,
attivare con questa breve lettera una
discussione che serva a raccogliere
esperienze lungo la nostra penisola,
N. 02ƒ
;2012
lo di nostri colleghi cui ho inviato la
lettera per cominciare a raccogliere
contributi e spunti di discussione, da
pubblicare su questo numero per poi
estendere la discussione sulla pagina Facebook e su Tutto_Misure
News. La crescente mancanza di
fondi per laboratori didattici credo
sia il risultato (i) dei tagli di bilancio
che da troppo tempo si susseguono;
(ii) della scarsa propensione delle
Università a integrare i bilanci Ministeriali con proventi diversi, quali
proventi da attività di trasferimento
tecnologico, ricerca applicata, ecc.,
(iii) dello scarso “coraggio” delle
Amministrazioni a emulare il caso
inglese che citi. Risultato: le esercitazioni di Laboratorio se ci sono,
bene, se non ci sono, fa lo stesso.
Eppure sempre maggiore è, da
parte degli studenti, il rammarico di
non usufruire maggiormente dei
laboratori Didattici di base e avanzati. E che dire dei Laboratori virtuali? Premesso che il Laboratorio
Virtuale non può, e non dovrebbe
sostituire quello reale, mi sembra
che neanche in licenze/studente per
esercitazioni virtuali le Università
siano disposte a investire… ma mi
poso sbagliare.
Quanto scrivi merita un’attenta considerazione da parte degli stakeholder delle Università – le imprese.
Troppo spesso si ascoltano le lamentele da parte industriale su una preparazione universitaria troppo intrisa di sapere a largo spettro, ma
carente di saper fare. Eppure, seppur con lodevoli eccezioni, in poche
investono sui loro potenziali e futuri
dipendenti partecipando alla realizzazione e allo “svecchiamento” dei
laboratori didattici. Morale, laboratori sottodimensionati e “vecchi”. E
in tempi di crisi come questo, un’inversione di rotta sembra proprio
remota!
Franco Docchio
Caro Cigada,
condivido pienamente quanto hai
scritto. Nelle schede del riesame per
i diversi Corsi di Studio universitari,
richiesti dal MIUR, emerge come una
costante per Ingegneria la lamentela
degli studenti relativa al tempo molto
■
pareri e opinioni. Se da quanto riceverò vi sarà lo stimolo a proseguire,
continuerò il mio lavoro con rinnovato vigore, certo di operare per un
fine utile e importante, sperando di
riuscire anche a coinvolgere in questa attività “rivoluzionaria” tutti coloro i quali fossero disposti a fornire il
proprio contributo. Se, viceversa, il
parere della maggioranza fosse contro la didattica sperimentale, non
potrò fare altro che prenderne atto e
cominciare un percorso alternativo.
Come ho già scritto, il problema non
è solamente economico: tuttavia esiste anche il problema economico e il
mio sogno sarebbe quello di poter
sostenere la didattica sperimentale
grazie a una minima collaborazione
con un piccolo gruppo di sponsor,
che aiuti ad arricchire le esperienze
con idee nuove e fresche, a tenere le
attrezzature aggiornate e in grado di
offrire il migliore servizio a studenti e
aziende. Spesso, in passato, per le
attività didattiche si sono dimostrati
perfetti anche sensori considerati
“scarti” solo perché al di fuori delle
incertezze previste da specifica: per
un laboratorio didattico sono forse
gli strumenti migliori, perché insegnano a superare le difficoltà più
importanti, ma questo è solo un
esempio.
Spero che la sopravvivenza delle
attività sperimentali, fondamentali
per una buona preparazione, non
sia un sogno troppo utopico, ma le
rivoluzioni partono dalle piccole
cose per poter arrivare a quelle grandi. Tra qualche mese spero di poter
tornare su queste pagine con un
aggiornamento e una sintesi delle
opinioni ricevute.
Invito comunque tutti i lettori, anche
se non avessero disponibilità immediate per aiutare i nostri sforzi di
mantenimento delle attività sperimentali all’interno dei laboratori didattici, a rispondere a questa sollecitazione esprimendo i loro pareri, le
loro proposte e, perché no, le loro
critiche.
Alfredo Cigada
Caro Alfredo,
ricevo e pubblico volentieri la tua lettera. Il mio commento precede quel-
LETTERE
AL DIRETTORE
limitato dedicato alle attività in laboratorio. Queste risultano fondamentali in quanto per insegnare “a fare”
bisogna aver imparato “a saper
fare”, il che è possibile solo con una
intensa frequentazione dei laboratori
sia didattici, sia di ricerca, possibilmente almeno per gli studenti che frequentano le lauree magistrali. A questo proposito inviterei gli interessati a
leggere l’interessante articolo “IL
LABORATORIO DIDATTICO” scritto
dai colleghi purtroppo scomparsi:
Prof. ing. Italo GORINI e Prof. ing.
Serio SARTORI, disponibile sul sito
della nostra associazione GMEE
all’indirizzo: www.gmee.org/
attachments/ar ticle/94/
laboratorio_didattico.pdf.
Cordiali saluti
Mario Savino
(Politecnico di Bari)
Caro Cigada,
ho letto con grande interesse la tua lettera. Operando da tempo in una piccola sede, abbiamo sempre avuto difficoltà a gestire i laboratori didattici
ed in particolare quelli specifici per le
misure.
In genere, si preferisce investire risorse su laboratori intesi come aule
attrezzate con PC, attività pregevolissima ma che di fatto non ha nulla di
“realmente” sperimentale.
Noi abbiamo seguito il detto “di
necessità virtù”, per cui abbiamo operato in due direzioni;
– creazione di un laboratorio polifunzionale di Facoltà, in cui tutti i docenti coinvolti in attività sperimentali
potessero svolgere le proprie attività
didattiche sperimentali (corsi di fisica,
controlli, elettronica, elettrotecnica,
misure, ..);
– creazione di un laboratorio remotizzato, così da offrire più opportunità
agli allievi di avvicinarsi alle attività
sperimentali.
Non so se queste soluzioni possano
essere adottate ovunque: nel nostro
caso hanno permesso di continuare a
offrire una più che adeguata formazione ai nostri allievi.
Cordialmente
Pasquale Daponte
(Università del Sannio)
T_M ƒ 155
TECNICA DI MISURA
DELLA COPPIA PRECISA
E ROBUSTA
DA 50 N·M A 10 KN·M
Le funzionalità
del torsiometro
digitale a flangia T40B di
HBM Test and
Measurement,
da sempre sinonimo di qualità e affidabilità, sono da oggi ampliate con
gli intervalli di
misura 50 e
100 N·m, in
modo da rendere disponibili gli intervalli
di misura della coppia nominale da 50
N·m a 10 kN·m.
Grazie alla struttura compatta del torsiometro, è possibile integrarlo facilmente
nelle più varie applicazioni, ad esempio
per il controllo di motori elettrici e sistemi
di trazione ibridi. Il sistema magnetico
opzionale di misurazione del numero di
giri genera 1.024 impulsi per giro, garantendo così una misurazione estremamente
precisa anche con numero di giri molto
basso. Grazie al principio di misurazione
magnetica, i vapori di olio e lo sporco non
influiscono sulla misurazione del numero
di giri. La trasmissione digitale dei dati tra
rotore e statore garantisce l’esclusione di
pressoché ogni disturbo.
In sintesi, T40B può essere definito come
sistema preciso e robusto che consente
una misurazione priva di disturbi della
coppia e del numero di giri anche in condizioni ambientali critiche in campo industriale.
Per ulteriori informazioni:
www.hbm.com/it/menu/prodotti/
trasduttori-e-sensori/coppia
HBM Test and Measurement
Fondata in Germania nel 1950, Hottinger
Baldwin Messtechnik (HBM Test and Measurement) si è costruita una reputazione
come leader mondiale di tecnologia e del
mercato nell’industria delle misurazioni e
prove. HBM offre prodotti per la catena di
misurazione completa, dalle prove virtuali
a quelle fisiche. Le sedi di produzione
sono situate in Germania, U.S.A. e Cina;
HBM è presente in più di 80 Paesi nel
mondo.
T_M ƒ 156
N. 02ƒ
; 2013
▲
NEWS
MICROFONO PER MONTAGGIO A PARETE
Il microfono G.R.A.S. 47AX 0,5“CCP
da incasso, a basso profilo, è un microfono di precisione da mezzo pollice con
preamplificatore incorporato. Con un
altezza (al diaframma) di soli 8 mm,
il microfono 47AX è adatto
per montaggio a incasso in piastre nelle
applicazioni con sensori multipli (array
microfonici) per la
mappatura del rumore e in altre applicazioni con vincoli
dimensionali. Il
montaggio a
incasso è ideale
dove è possibile
forare la struttura,
come un modello di creta,
per posizionare il microfono. Il 47AX
è disponibile anche come kit 67AX
Array, che include una piastra di 400
mm di diametro predisposta per il montaggio. Il 47AX è posizionato asimmetricamente nella piastra di montaggio,
per fornire una risposta in frequenza più
uniforme. Il microfono si basa sullo standard IEC 61094.
Caratteristiche
• microfono a pressione prepolarizzato
con una gamma dinamica 22-146
dB;
• range di frequenza da
3,15 Hz a 20 kHz;
•
preamplificatore
incorporato a basso
consumo tipo CCP
(constant current);
• circuito TEDS per
l’identificazione
automatica del trasduttore (supporta
IEEE 1451.4)
• cavo integrale di
1,5 m con connettore
microdot più un adattatore
per cavo BNC.
Applicazioni tipiche: spazi ristretti,
incasso in modelli in creta, mappature
del rumore, misure di rumore in generale.
Per ulteriori informazioni:
www.luchsinger.it
VIDEOCAMERE AD ALTA VELOCITÀ E REGISTRATORI LTR
Instrumentation Devices Srl,
specializzata nelle soluzioni di
misura e analisi per la sperimentazione scientifica e industriale, propone un’ampia gamma di videocamere ad alta velocità; robuste e compatte,
basate su sensore CMOS
di elevata qualità, offrono alta risoluzione e la possibilità di effettuare
riprese fino ad alcune
decine di migliaia di fotogrammi al secondo.
Restituiscono immagini e filmati di elevata
definizione e chiarezza tali da permettere
la comprensione di scene anche estremamente veloci in tutti i loro dettagli.
Le videocamere ad alta velocità possono
essere abbinate ai sistemi di registrazione
a lungo termine della famiglia LTR (Long
Time Recording); disponibili nelle versioni
portatili o fisse, sono in grado di registrare
scene, ad alta velocità e
ad alta risoluzione, da
poche decine di minuti
fino ad alcune ore.
Alcune applicazioni riguardano:
• Sperimentazione meccanica e automotive;
• Crash e impact test;
• Analisi del moto nello sport;
• Fenomeni elettrici e meccanici;
• Processi industriali e produttivi.
Per ulteriori informazioni:
www.instrumentation.it
COMMENTI
ALLE NORME
▲
COMMENTI ALLE NORME: LA 17025
A cura di Nicola Dell’Arena (ndellarena@hotmail.it)
Non conformità, azioni correttive, azioni preventive,
reclami e miglioramento - Parte settima
Non conformità e azioni correttive
A great success has been attributed to this interesting series of comments by
Nicola Dell’Arena to the Standard UNI CEI EN ISO/IEC 17025.
RIASSUNTO
Prosegue con successo l’ampia e interessante serie di commenti di Nicola
Dell’Arena alla norma UNI CEI EN ISO/IEC 17025. I temi trattati sono: La
struttura della documentazione (n. 4/2000); Controllo dei documenti e
delle registrazioni (n. 1/2001 e n. 2/2001); Rapporto tra cliente e laboratorio (n. 3/2001 e n. 4/2001); Approvvigionamento e subappalto (n.
3/2002 e n. 1/2003); Metodi di prova e taratura (n. 4/2003, n. 2/2004
e n. 3/2004); Il Controllo dei dati (n. 1/2005); Gestione delle Apparecchiature (n. 3/2005, n. 4/2005, n. 3/2006, n. 3/2006, n. 4/2006, n.
1/2007 e n. 3/2007); Luogo di lavoro e condizioni ambientali
(n. 3/2007, n. 2/2008 e n. 3/2008); il Campionamento (n. 4/2008 e
n. 1/2009); Manipolazione degli oggetti (n. 4/2009 e n. 2/2010), Assicurazione della qualità parte 1.a (n. 4/2010); Assicurazione della qualità
parte 2.a (n. 1/2011); Assicurazione della qualità parte 3.a (n. 2/2011).
Non conformità, azioni correttive, ecc. parte 1.a (n. 4/2011), parte 2.a
(n. 1/2012), parte 3.a (n. 2/2012), parte 4.a (n. 3/2012), parte 5.a
(n. 4/2012), parte 6.a (n. 1/2013).
AUDIT SUPPLEMENTARI
La norma, al punto 4.11.5, prescrive
che “quando l’identificazione delle
non conformità o degli scostamenti
suscitano dei dubbi circa la conformità del laboratorio nei confronti delle
proprie politiche e procedure o nei
confronti della presente norma internazionale, il laboratorio deve assicurare che i settori di attività interessati
siano sottoposti ad audit, in conformità al punto 4.14, il più presto possibile”.
Il requisito è giusto ed è di facile
applicazione, ma va applicato solo
nel caso di gravissime non conformità (non una sola, anche se grave).
Del resto questo concetto di applicazione viene ben chiarito con la Nota
della norma “gli audit supplementari
spesso seguono l’attuazione di azioni correttive per confermarne l’efficacia. Un audit supplementare dovrebbe rendersi necessario solo
quando viene identificato un rischio
o un problema grave per l’andamento dell’impresa”. La norma parla
al plurale, cioè più di un audit supplementare, ma per me e per un laboratorio accreditato esso è un
evento eccezionale.
Questo requisito è un pezzo forte e
storico dei sistemi qualità. Esso esisteva sin dalla prima norma sulla
garanzia della qualità e aveva una
valenza seria e di garanzia di tutto
il sistema messo in atto. È uno strumento che si deve utilizzare moltissimo nei primi anni di applicazione
dei sistemi qualità, ma che dovrebbe
T_M
scomparire del tutto in un laboratorio accreditato. Mi spiego: è facile
nella prima applicazione della
norma, soprattutto se fatta con un responsabile della qualità non adeguatamente preparato, che il laboratorio trovi difficoltà e commetta
molti errori in quasi tutti i requisiti.
Naturalmente la maggior parte degli errori avviene nei requisiti gestionali che applica per la prima volta
(se sbaglia quelli tecnici, è meglio
che chiuda!). A questo punto conviene effettuare un audit per verificare cosa è successo e adeguare il
sistema o preparare il personale. Segue una seconda o una terza applicazione: qui le non conformità o gli
errori devono per forza diminuire e
ridursi quasi a zero, per cui non c’è
più il bisogno di utilizzare lo strumento dell’audit supplementare.
Questo requisito è applicato anche
dall’organismo di accreditamento,
soprattutto nella fase di primo accreditamento, quando le non conformità si riferiscono a molteplici
requisiti della 17025. Qualora l’organismo di accreditamento dovesse
applicare questo strumento durante
il periodo di accreditamento, il laboratorio è a rischio revoca o chiusura.
POSIZIONE DI ACCREDIA
SUL 4.11.5
Accredia prescrive la laconica frase
“si applica il requisito di norma” ed
è giusto, vista la facilità di applicazione e interpretazione del requisito.
REGISTRAZIONI
Nel rispetto delle norme sulla documentazione, questa volta, riporto un
N.
2/13 ƒ 157
N. 02ƒ
; 2013
■
COMMENTI
ALLE NORME
conformità all’interno del sistema di
gestione, mentre nel punto 1 (grassetto) si riporta il codice d’identificazione del Rapporto di Non Conformità
(ad esempio RNC.008)
Insieme al Rapporto ho il piacere di
riportare un’altra registrazione dal
nome “Situazione delle azioni correttive/preventive”, che non è riportata
come requisito da nessuna norma ma
può essere utile alla società per tenere sotto controllo le azioni correttive e
preventive nel suo procedere nel
tempo. Esso è uno strumento indicato
nelle prime norme sulla garanzia
della qualità e non più riportato nelle
nuove norme.
AZIONE DI RECUPERO
Nel recente passato era stato coniato
e applicato il termine “azione di recupero” che non veniva riportato da
nessuna norma (tanto per creare confusione e zizzania). Constato con
sommo piacere che nelle ultime versioni di Accredia questo temine è sparito.
esempio di registrazione che può
essere utilizzata
anche da una
società che applica la ISO 9001.
L’ho
chiamato
Rapporto di Non
conformità
in
accordo alle vecchie norme e per
continuare con il lessico classico a
me familiare. Si può dare qualsiasi
nome alla registrazione, visto che le
9000 e 17025 non danno alcun
nome, purché il Rapporto riporti
tutte le fasi previste dalle norme.
Esso è adatto a tutte le necessità sia
per non conformità gestionali sia tecniche, è completo per tutte le fasi
previste dalle norme e con la voce
All. (Allegato) riportata a ogni fase è
aperto a tutta l’ulteriore documentazione che si potrebbe produrre
(come ad esempio un documento di
pianificazione). I numeri in grassetto
T_M ƒ 158
sono un mio artificio per indicare
nella procedura cosa fare in dettaglio per ogni singolo punto. Esso è
adatto per documentare sia le azioni
correttive di origine interna sia quelle provenienti dall’esterno (cliente,
organismo di accreditamento o di
certificazione).
Nel modello, il codice Mod. 05.0
indica l’identificazione della revisione
zero del modello Rapporto di non
N. 02ƒ
;2013
■
NEWS
ACQUISIZIONE PARALLELA DI TENSIONI ELETTRICHE ELEVATE
E GRANDEZZE DI MISURA MECCANICHE
Il sistema di acquisizione dati QuantumX si è affermato in brevissimo tempo come soluzione altamente flessibile in tutti i casi in cui sia necessario rilevare grandezze di misura
meccaniche, idrauliche e termiche. Il nuovo condizionatore di segnale ad alto voltaggio
SCM-HV, sviluppato dalla specialista in tecniche di misura HBM, consente di trasformare
le tensioni elettriche elevate in modo tale da poter essere acquisite contemporaneamente
a tutte le altre. Oggi è quindi possibile rilevare parallelamente sia le tensioni elettriche sia
le grandezze di misura meccaniche, elaborando insieme i rispettivi dati, risparmiando
tempo e denaro.
Il nuovo condizionatore di segnale ad alto voltaggio è conforme alla Direttiva EN61010
e alle prescrizioni previste per la categoria di misura IEC da 2 a 300 Volt. In caso di misurazioni al di fuori della categoria, è possibile acquisire persino segnali fino a 500 Volt.
Abbinandolo a QuantumX, è possibile impostare velocità dati fino a 100 kS/sec per canale.
SCM-HV opera nella classe di precisione di 0,05 con un intervallo di temperature da -20 a +60 ° C. Con questa new entry, HBM
offre la soluzione giusta per ogni categoria IEC e rafforza ulteriormente le caratteristiche di QuantumX come sistema universale di
acquisizione dei dati di misura per tutte le grandezze di misura fisiche.
Per ulteriori informazioni: www.hbm.com/it/menu/prodotti/elettronica-e-software-di-misura
NUOVO FINECORSA DI SICUREZZA A TRANSPONDER
L’impiego dei sistemi di sicurezza decentralizzati, come ad esempio i moduli SIMATIC ET
200pro ed ET 200S, è in costante aumento sia sulle macchine sia sugli impianti, grazie alla
semplificazione e alla riduzione dei costi di cablaggio che questi sistemi consentono.
La società tedesca EUCHNER, rappresentata in Italia da TRITECNICA spa, offre a propri clienti versioni specifiche di finecorsa di sicurezza a transponder per la verifica della posizione dei
ripari di sicurezza della serie CES e CET (con blocco del riparo per impiego su macchine che
presentano movimenti con inerzie pericolose) appositamente realizzate per questo tipo di
applicazioni.
I dispositivi di queste serie permettono il collegamento diretto ai moduli di sicurezza tramite
connettori standard M12, facilitando ulteriormente il cablaggio. L’impiego della tecnologia a
transponder assicura il massimo livello di sicurezza secondo EN ISO 13849-1 (categoria 4 e
PLe) e la massima protezione contro le manomissioni. La costruzione particolarmente robusta
ne consente l’impiego anche in ambienti estremamente gravosi.
Per ulteriori informazioni: www.tritecnica.it
NUOVA TECNOLOGIA AVANZATA
PER IL SISTEMA DI MISURA 3D PORTATILE TRACKARM
CAM2 (Gruppo FARO Technologies), leader mondiale della tecnologia di misura 3D, presenta la nuova generazione della tecnologia TrackArm, il sistema portatile di misura 3D estremamente versatile ed economicamente vantaggioso, che unisce le funzionalità di misurazione a lungo raggio e l’elevata precisione del CAM2 Laser Tracker alla flessibilità del CAM2 Arm.
La perfetta e diretta combinazione di questi dispositivi metrologici amplia il volume di lavoro del sistema, permettendo di riposizionarlo rapidamente in qualsiasi punto all’interno del range di misurazione del Laser Tracker, pur mantenendo lo stesso sistema
di coordinate e la stessa interfaccia software. Si tratta di una soluzione ideale per i settori automobilistico, aerospaziale e produzione di macchinari pesanti, così come per le aziende che forniscono componenti di grandi dimensioni ai settori costruzione di
gallerie, minerario, energia idroelettrica ed eolica.
TrackArm unisce il Laser Tracker Vantage, che garantisce un range operativo fino a 80 metri, all’intera gamma dei bracci di misura CAM2 (Edge, Prime e Fusion), per formare un sistema a lunga portata con sei gradi di libertà. Il software CAM2 Measure 10
offre una semplice interfaccia utente che consente di passare rapidamente da un sistema all’altro. Installando la sonda di scansione laser CAM2 sul braccio di misura si hanno ulteriori funzionalità di scansione e ispezione senza contatto per eseguire reverse
engineering, comparazioni pezzo/CAD e altre tipologie d’ispezioni.
Non ci sono limitazioni legate alla linea di vista: CAM2 TrackArm è in grado di passare dal
Tracker al braccio di misura, consentendo ai sei gradi di libertà del CAM2 Arm di raggiungere i punti più nascosti, che sono esterni alla linea di vista del Laser Tracker, addirittura dietro gli
angoli e all’interno dei fori. È quindi possibile misurare qualsiasi cosa, indipendentemente dalla
dimensione e dal posizionamento.
TrackArm è disponibile come sistema completo (Laser Tracker, CAM2 Arm e kit TrackArm). Gli
utenti attuali del CAM2 Arm o del Laser Tracker possono ordinare l’upgrade al TrackArm per
poter lavorare con le due CMM portatili contemporaneamente.
Per ulteriori informazioni: www.cam2.it
T_M ƒ 159
T U T T O _ M I S U R E
Anno XV - n. 2 - Giugno 2013
ISSN: 2038-6974
Sped. in A.P. - 45% - art. 2 comma 20/b
legge 662/96 - Filiale di Torino
Direttore responsabile: Franco Docchio
Vice Direttore: Alfredo Cigada
Comitato di Redazione: Salvatore Baglio,
Antonio Boscolo, Marcantonio Catelani,
Marco Cati, Pasquale Daponte, Gianbartolo Picotto,
Luciano Malgaroli, Massimo Mortarino
Redazioni per:
Storia: Emilio Borchi, Riccardo Nicoletti,
Mario F. Tschinke
Le pagine delle Associazioni Universitarie di Misuristi:
Stefano Agosteo, Bruno Andò, Filippo Attivissimo,
Alfredo Cigada, Domenico Grimaldi,
Claudio Narduzzi, Marco Parvis, Anna Spalla
Lo spazio delle altre Associazioni: Franco Docchio,
Alfredo Cigada
Le pagine degli IMP: Maria Pimpinella
Lo spazio delle CMM: Alberto Zaffagnini
Comitato Scientifico: ACISM-ANIMA (Roberto
Cattaneo); AEI-GMTS (Claudio Narduzzi);
AIPnD (Giuseppe Nardoni);
AIS-ISA (Piergiuseppe Zani); ALPI (Lorenzo Thione);
ANIE (Marco Vecchi); ANIPLA (Marco Banti,
Alessandro Ferrero); AUTEC (Anna Spalla),
CNR (Ruggero Jappelli); GISI (Abramo Monari); GMEE
(Giovanni Betta); GMMT (Paolo Cappa, Michele Gasparetto);
GRUPPO MISURISTI NUCLEARI (Stefano Agosteo)
INMRI – ENEA (Pierino De Felice, Maria Pimpinella); INRIM
(Rodolfo Zich, Paolo Vigo, Franco Pavese);
ISPRA (Maria Belli); OMECO (Clemente Marelli);
SINAL (Paolo Bianco); SINCERT-ACCREDIA (Alberto Musa);
SIT (Paolo Soardo); UNIONCAMERE (Enrico De Micheli)
Videoimpaginazione e Stampa:
la fotocomposizione - Torino
Autorizzazione del Tribunale di Casale Monferrato n. 204
del 3/3/1999.
I testi firmati impegnano gli autori.
A&T - sas
Direzione, Redazione,
Pubblicità e Pianificazione
Via Palmieri, 63 - 10138 Torino
Tel. 011 0266700 - Fax 011 5363244
E-mail: info@affidabilita.eu
Web: www.affidabilita.eu
Direzione Editoriale: Luciano Malgaroli
Massimo Mortarino
È vietata e perseguibile per legge la riproduzione totale o
parziale di testi, articoli, pubblicità e immagini pubblicate
su questa rivista sia in forma scritta sia su supporti magnetici, digitali, ecc.
ABBONAMENTO ANNUALE: 40 EURO
(4 numeri cartacei + 4 numeri telematici)
ABBONAMENTO BIENNALE: 70 EURO
(8 numeri cartacei + 8 numeri telematici)
Abbonamenti on-line su: www.tuttomisure.it
L’IMPORTO DELL’ABBONAMENTO ALLA PRESENTE PUBBLICAZIONE È INTERAMENTE DEDUCIBILE. Per la deducibilità del costo ai fini fiscali fa fede la ricevuta del versamento
effettuato (a norma DPR 22/12/86 n. 917 Art. 50 e Art. 75). Il
presente abbonamento rappresenta uno strumento riconosciuto di aggiornamento per il miglioramento documentato
della formazione alla Qualità aziendale.
NEL PROSSIMO NUMERO
•
•
•
E
Il tema: la Fotonica e le misure
Supplemento alla GUM: proposte di revisione
Trasferimento Tecnologico
molto altro ancora...
T_M
N.
ABBIAMO
LETTO PER VOI
■
La Redazione di Tutto_Misure
(franco.docchio@ing.unibs.it)
We have read for you
BREVE STORIA DELL’ELETTRICITÀ
(DALLE OSSERVAZIONI DI TALETE
AL MONDO DEI MICROPROCESSORI)
Walter di Gregorio
94 pp. – Philobiblon Edizioni, Ventimiglia (2011)
ISBN 978-88-88591-59-9 – Prezzo: € 10,00
L’autore ripercorre, per un pubblico senza preparazione specifica, duemilacinquecento anni di storia dell’elettrologia e del magnetismo, e delle applicazioni tecnologiche più significative che ne sono derivate dalla seconda metà del XIX secolo. È un
breve itinerario storico che si propone di accompagnare il lettore attraverso scienziati, teorie, esperimenti, invenzioni e brevetti, aiutandolo il più possibile a familiarizzare con alcuni concetti basilari di elettrotecnica, elettronica e telecomunicazioni.
L’Autore – Walter Di Gregorio è docente di Elettrotecnica ed Elettronica dal
1987. Perito elettronico, si è laureato in Ingegneria Industriale. In qualità di cultore della materia, ha svolto seminari universitari di Teoria del Circuiti ed è autore di circa 50 articoli tecnico-scientifici in campo elettrico ed elettronico, in parte
relativi all’evoluzione storica di tali discipline.
* In considerazione del fatto che il libro, per problemi di distribuzione, è di difficile
reperibilità in regioni diverse da Liguria, Piemonte e Val d’ Aosta, l’editore, per acquisti diretti ed esclusivamente ai lettori di TUTTO_MISURE, è disposto a inviarlo a domicilio, con spese a proprio carico e pagamento posticipato, entro 30 gg, tramite bollettino postale accluso al plico, al solo prezzo di copertina. Inviare l’ordine via mail a:
philobiblonedizioni@libero.it oppure telefonare al n° 0184/230555.
LE AZIENDE INSERZIONISTE DI QUESTO NUMERO
AEP Transducers
p. 82
Aviatronik
4a di cop.
Bocchi
p. 86
burster
p. 140
Cam 2
p. 159
Cibe
p. 120
Comsol
p. 124
Delta Ohm
p. 100
DGTS
p. 96
HBM
p. 110-114-136-154-159
Hexagon Metrology
p. 142-144
IC&M
p. 130
Instrumentation Devices
p. 154
Keyence
p. 81-154
2/13 ƒ 160
Kistler Italia
Labcert
Labo-System
LMS Italiana
LTF
LTTS
Luchsinger
Mitutoyo Italiana
PCB Piezotronics
Physik Instrumente
Renishaw
Rupac
Tritecnica
Urai
p. 128-154
p. 104
p. 136
p. 118
p. 122
p. 112
p. 108-152-154
3a di cop.
p. 132
p. 140
p. 84
2a di cop.
p. 159
p. 138
© Copyright 2025 Paperzz