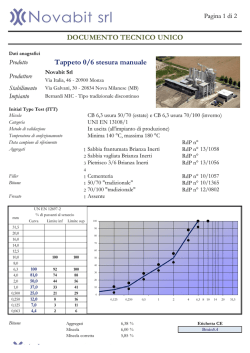
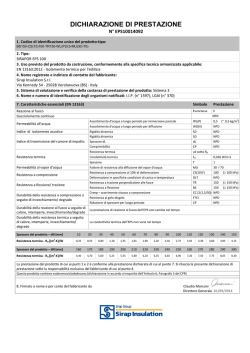
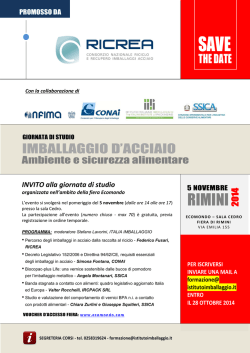
LA MARCATURA CE DEI COMPONENTI STRUTTURALI IN ACCIAIO E/O ALLUMINIO UNI EN 1090-1:2012. Eugenio Berlini responsabile pED - ped@giordano.it Marco Sarti - Certificazione Prodotto - cpd@giordano.it Esecuzione di strutture di acciaio e di alluminio parte 1: requisiti per la valutazione di conformità dei componenti strutturali. Indice • • • • • • • • • • • • • TNL Premessa Introduzione Campo di applicazione della norma Componente strutturale o struttura Entrata in vigore della norma e le NTC Prove e calcoli iniziali di tipo Dichiarazione di conformità e documenti di accompagnamento Ruolo della progettazione Classi di esecuzione Connessione con la ISO 3834 Materiali costituenti e carpenteria bullonata Valutazione controllo di produzione Piano generale dei controlli. 4 Marcatura CE Premessa La UNI EN 1090-1 è una norma destinata a mutare l’assetto di certificazione per tutti i fabbricanti di componenti in acciaio ed alluminio. Oggi è già possibile immettere sul mercato prodotti marcati CE solo dopo averli caratterizzati attraverso l’effettuazione delle prove iniziali di tipo (ITT) e dopo aver implementato il controllo del la produzione in fabbrica (FPC). Attività per le quali è necessaria la verifica di un Ente Notificato, come Istituto Giordano, secondo la nuova notifica CPR. Introduzione La norma EN 1090-1:2012 è una norma armonizzata secondo la Direttiva Prodotti da Costruzione (89/106/CE) oggi abrogata dal REG. 305/2011/UE e riguarda la valutazione della conformi-tà di strutture di acciaio e di alluminio. Questa norma specifica i requisiti per la valutazione di conformità delle caratteristiche di componenti strutturali in acciaio e in alluminio, di prodotti in kits immessi sul mercato come prodotti da costruzione nonché per la valutazione delle caratteristiche di componenti in acciaio utilizzati in strutture composte da acciaio e calcestruzzo. Dal 1° gennaio 2012 la norma 1090-1 è entrata nel periodo transitorio che si concluderà il 1° luglio 2014. all’Impiego rilasciato dal Servizio Tecnico Centrale sulla base di Linee Guida approvate dal Consiglio Superiore dei Lavori Pubblici. Campo di applicazione della norma come indicato nel D.M. 2008 I materiali ed i prodotti per uso strutturale, utilizzati nelle opere, devono rispondere ai requisiti indicati nel seguito. I materiali e prodotti per uso strutturale devono essere: • identificati univocamente a cura del produttore, secondo le procedure applicabili; • qualificati sotto la responsabilità del produttore, secondo le procedure applicabili; • accettati dal Direttore dei lavori mediante acquisizione e verifica della documentazione di qualificazione, nonché mediante eventuali prove sperimentali di accettazione. In particolare, per quanto attiene l’identificazione e la qualificazione, possono configurarsi i seguenti casi: A) materiali e prodotti per uso strutturale per i quali sia disponibile una norma europea armonizzata il cui riferimento sia pubblicato su GUUE. Al termine del periodo di coesistenza il loro impiego nelle opere è possibile soltanto se in possesso della Marcatura CE, prevista dalla Direttiva 89/106/CEE “Prodotti da costruzione” (CPD), recepita in Italia dal DPR 21/04/1993, n.246, così come modificato dal DPR 10/12/1997, n. 499; B) materiali e prodotti per uso strutturale per i quali non sia disponibile una norma armonizzata ovvero la stessa ricada nel periodo di coesistenza, per i quali sia invece prevista la qualificazione con le modalità e le procedure indicate nelle presenti norme. E’ fatto salvo il caso in cui, nel periodo di coesistenza della specifica norma armonizzata, il produttore abbia volontariamente optato per la Marcatura CE; C) materiali e prodotti per uso strutturale innovativi o comunque non citati nel presente capitolo e non ricadenti in una delle tipologie A) o B). In tali casi il produttore potrà pervenire alla Marcatura CE in conformità a Benestare Tecnici Europei (ETA), ovvero, in alternativa, dovrà essere in possesso di un Certificato di Idoneità Tecnica Cosa si intende per componente strutturale e cosa si intende per struttura (da eurocodice 0) Struttura: Combinazione organizzata di parti connesse progettate in modo sopportare carichi e fornire adeguata rigidezza. Componente strutturale: parte fisicamente distinguibile di una struttura (per esempio una colonna, una trave, lastra, palo di fondazione) Entrata in vigore della norma e connessioni con NTC Continua il periodo transitorio iniziato il 1° gennaio 2011 della UNI EN 1090-1 che diventerà cogente il 1° luglio del 2014. Tale norma è destinata a mutare l’assetto di certificazione per tutti i fabbricanti di manufatti in acciaio ed alluminio. Marcature CE 5 TNL Per le Officine di carpenterie metalliche che lavorano/trasformano l’acciaio ad uso strutturale, la marcatura CE secondo la UNI EN 1090- 1 sostituisce l’iter di attestazione di “Centro di Trafor-mazione” presso il Servizio Tecnico Centrale. limitatamente per i prodotti che rientrano nello scopo della EN 1090.1 Le prove iniziali di tipo (ITT) ed i calcoli iniziali di tipo (vedi tabella a lato). La dichiarazione di conformità e la documentazione di accompagnamento/ etichettatura (Metodo 1 + esempi di etichettatura) Il produttore o il suo rappresentante autorizzato con sede nella EEA è responsabile dell’applicazione della marcatura CE. Il simbolo di marcatura CE da applicare deve essere conforme alla Direttiva 93/68/CE e deve figurare sull’etichetta, sull’imballaggio o sui documenti commerciali di accompagnamento, per esempio una bolla di consegna. (vedi etichetta metodo 1 - tab1) Indicazioni circa le ITT da svolgere (tolleranze dimensionali) le ITC (Capacità portante, ecc) e le indicazioni che possono essere dedotte dai materiali oppure dai trattamenti (durabilità). E’ la modalità con cui si dimostra e si valuta che il costruttore abbia la capacità di realizzare componenti in accordo alla norma UNI EN 1090-1. In particolare è l’insieme completo di prove e procedure che determinato le prestazioni di campioni di prodotto rappresentativi della produzione La valutazione può essere eseguita dal produttore attraverso: »» Calcolo iniziali di tipo (ITC) - necessarie per valutare le capacità di progettazione, quando il produttore deve dichiarare caratteristiche governate dal progetto del componente »» Prove iniziali di tipo (ITT) - necessarie per valutare le abilità produttive del costruttore Etichettatura deve riportare: • numero di identificazione dell’ente di certificazione dell’FPC; • nome o marchio identificativo e indirizzo registrato del produttore; • le ultime due cifre dell’anno di applicazione della marcatura; • numero del certificato del controllo della produzione di fabbrica; • riferimento della presente norma europea (EN 1090-1:2009+A1:2011); • descrizione del prodotto: nome generico, materiale, dimensioni e impiego previsto; • informazioni sulle caratteristiche essenziali rilevanti elencate nei prospetti ZA.1; • “Nessuna prestazione determinata” per caratteristiche ove ciò sia rilevante; • la Classe di Esecuzione in conformità alle norme UNI EN 1090-2 e UNI EN 1090-3; • riferimenti alle specifiche dei componenti. - Numero della Dichiarazione di Prestazione (Vedi etichetta metodo 2 - tab 2) (Vedi etichetta metodo 3a - tab 3) (Vedi etichetta metodo 3b - tab 4) TNL 6 Marcatura CE Le prove iniziali di tipo devono essere eseguite: a) In caso di produzione di un nuovo componente o di utilizzo di un nuovo prodotto costituente (tranne che questo non appartenga alla stessa famiglia di quelli già testati); b) In caso di utilizzo di un nuovo metodo produttivo o in caso di modifiche al processo produttivo utilizzato (qualora ciò interessi caratteristiche prestazionali soggette a valutazione); c) Se la produzione deve seguire i requisiti di una classe di esecuzione più alta. In caso di test di tipo di componenti o kit per cui sia stata eseguita la valutazione iniziale di tipo in conformità alla EN 1090-1, la valutazione di tipo può essere ridotta: Se è stato stabilito che le caratteristiche prestazionali comparate con quelle dei componenti o kit già valutate non vengano inficiate Secondo le regole di raggruppamento in famiglie o applicazione diretta di estensione dei risultati di prova EN 1090-1:2009 (E) CE conformity marking, consisting of the “CE”-symbol given in Directive 93/68/EEC. Identification number of the notified body 01234 AnyCo Ltd, PO Box 21, B-1050 08 01234-CPD-00234 Name or identifying mark and registered address of the producer Last two digits of the year in which the marking was affixed Certificate number EN 1090-1 No. of European standard Welded steel beam - M 346 Description of product Tolerances on geometrical data: EN 1090-2. and Weldability: Steel S235J0 according to EN 10025-2. information on regulated characteristics Fracture toughness: 27 J at 0°C. Reaction to fire: Material classified: Class A1. Release of cadmium: NPD. Emission of radioactivity: NPD. Durability: Surface preparation according to EN 1090-2, preparation grade P3. Surface painted according to EN ISO 12944-5, S.1.09. Structural characteristics: Design: NPD. Manufacturing: According to component specification CS-034/2006, and EN 1090-2, execution class EXC2. Tabella 1 - Example of CE marking information of product properties by material properties and geometrical data Marcatura CE 7 TNL EN 1090-1:2009 (E) CE conformity marking, consisting of the “CE”-symbol given in Directive 93/68/EEC. 01234 Any Co Ltd, PO Box 21, B-1050 08 01234-CPD-00234 Identification number of the notified body Name or identifying mark and registered address of the producer Last two digits of the year in which the marking was affixed Certificate number EN 1090-1 Roof trusses in steel, to be used in the new library in Berlin -M 201 Tolerances on geometrical data: EN 1090-2. No. of European standard Description of product and information on regulated characteristics Weldability: S235J0 according to EN 10025-2. Fracture toughness: 27 Joule at 0°C. Reaction to fire: Material classified: Class A1. Release of cadmium: NPD. Emission of radioactivity: NPD. Durability: Surface preparation according EN 1090-2, Preparation grade P3. Surface painted according to EN ISO 12944, see component specification for details. Structural characteristics: Load bearing capacity: Design according to EN 1993-1, see accompanying design brief and design calculations. NDPs for Germany apply. Reference: DC 102/3. Fatigue strength: NPD. Resistance to fire: Calculated value: R 30, see DC 102/3. Manufacturing: According to component specification CS—0016/2006, and EN 1090-2, EXC3. Tabella 2 - Example CE marking information by strength values of the component TNL 8 Marcatura CE EN 1090-1:2009 (E) CE conformity marking, consisting of the “CE”-symbol given in Directive 93/68/EEC. 01234 Any Co Ltd, PO Box 21, B-1050 08 01234-CPD-00234 Identification number of the notified body Name or identifying mark and registered address of the producer Last two digits of the year in which the marking was affixed Certificate number EN 1090-1 4 Welded steel beams for bridge Bergen - M 314 Tolerances on geometrical data: EN 1090-2. Weldability: S235J0 according to EN 10025-2. Fracture toughness: 27 Joule at 0°C. No. of European standard Description of product and information on regulated characteristics Reaction to fire: Material classified: Class A1. Release of cadmium: NPD. Emission of radioactivity: NPD. Durability: Surface preparation according EN 1090-2, Preparation grade P3. Surface painted according to EN ISO 12944, see component specification for details. Structural characteristics: Load bearing capacity: Design according to NS 3472 and specification RW 302 from the Railway administration, see accompanying design brief and design calculations, DC 501/06 Fatigue strength: RW 302 Resistance to fire: NPD Manufacturing: According to component specification CS-506/2006, and EN 1090-2. EXC3 Tabella 3 - Example CE marking information by strength values of the component declared by the manufacturer based on purchaser`s order Marcatura CE 9 TNL EN 1090-1:2009 (E) CE conformity marking, consisting of the “CE”-symbol given in Directive 93/68/EEC. 01234 Any Co Ltd, PO Box 21, B-1050 08 01234-CPD-00234 Identification number of the notified body Name or identifying mark and registered address of the producer Last two digits of the year in which the marking was affixed Certificate number EN 1090-1 Aluminium panels, to be used in the ”New National Theatre, Luxembourg City - M 106 Tolerances on geometrical data: EN 1090-3. No. of European standard Description of product and information on regulated characteristics Weldability: EN AW-6082 T6 and EN AW - 5083 O, according to EN 1011-4 and EN 1999-1-1. Fracture toughness: Not required for aluminium components. Load bearing capacity: NPD. Fatigue strength: NPD. Resistance to fire: NPD. Reaction to fire: Material classified: Class A1. Release of cadmium: NPD. Emission of radioactivity: NPD. Durability: Uncoated, NPD. Structural characteristics: Design: Provided by purchaser, doc. Ref. no 123. Manufacturing: According to component specification CS-M202, and EN 1090-3, execution class EXC2. Tabella 4 - Example CE marking information for components manufactured according to a given Component Specification TNL 10 Marcatura CE METODI DI MARCATURA CE Attività Metodo 1 Metodo 2 Metodo 3 b Metodo 3 a Progettazione strutturale del componente Non effettuata Progettazione basata su Eurocodici Basata sui requisiti generali richiesti contrattualmente dal cliente Non effettuata Specifiche del componente Produttore Produttore Produttore Acquirente Dichiarazione delle prestazioni del componente Informazioni tecniche e geometriche relative al materiale e ogni altra informazione necessaria all’esecuzione del progetto Fornitura di componenti progettati secondo Norme Europee con le caratteristiche di resistenza meccanica dichiarate a progetto Fornitura di componenti realizzati secondo la MPCS per i quali deve essere fornita la tracciabilità con l’ordine del cliente I componenti forniti dovranno essere conformi a quanto richiesto nella PPCS Ruolo della progettazione. La norma EN 1090-1 si applica principalmente alle strutture e ai componenti strutturali progettati se-condo l’eurocodice 3, oppure alle componenti in acciaio delle strutture miste progettate secondo euro codice 4. E’ comunque possibile utilizzare la EN 1090-1 per strutture progettate secondo altre regole di proget-tazione purché le condizioni di realizzazione soddi-sfino tali regole e qualunque requisito aggiuntivo sia specificato. A seconda del metodo sopra riportato la progettazione del componente e/o la preparazione della specifica d el c omponente p otrà e ssere r ealizzata dal produttore o esternamente. Nel caso la progettazione sia a carico del produttore come riportato nell’immagine XX nell’etichetta dovranno essere riportate anche tutte le caratteristiche strutturali. Nel caso invece che la progettazione non sia a ca- FIG. 1 rico del produttore come nell’immagine YY le caratteristiche strutturali saranno definiti come NPD (nessuna prestazione determinata). Le classi di esecuzione: come si determinano. I componenti devono essere classificati secondo 4 Classi di Esecuzione (EXC): 1 - 4 La procedura per la definizione della EXC è in 3 fasi: • Classe di Conseguenza (CC) • Categoria di Servizio (SC) • Categoria di Produzione (PC) (Vedi matrice fig. 1) La connessione con la ISO 3834. La EN 1090-2 stabilisce che tutte le operazioni di salda-tura siano effettuate in accordo con i requisiti di qualità stabiliti dalla parte applicabili della ISO 3834. La scelta della parte della ISO 3834 ed il rigore dei requisiti di-pende in definitiva dalla classe di esecuzione dichiara-ta. In particolare: EXC3 a EXC4 -> ISO 3438-2 (Requisiti completi); EXC2 -> ISO 3438-3 (Requisiti standard); Matrice raccomandata per la determinazione delle classi di esecuzione Classi di importanza CC1 CC2 CC3 Categorie di servizio SC1 SC2 SC1 SC2 SC1 SC2 Categorie di produzione EXC1 EXC2 EXC2 EXC3 EXC3a) EXC3 a) EXC2 EXC2 EXC2 EXC3 EXC3 a) EXC4 PC1 PC2 EXC4 dovrebbe essere applicato a strutture speciali o strutture con conseguenze estreme di cedimento strutturale, come richiesto da disposizioni nazionali a) Marcatura CE 11 TNL EXC1 -> ISO 3438-4 (Requisiti elementari). Nel caso il produttore non possieda un WQMS (Welding Quality Managment System) qualificato sarà compito del NB durante la valutazione dell’organizzazione verificare il rispetto dei requisiti della ISO 3834. In particolare ci si focalizzerà sulle principali attività legate alla saldatura. • Controllo della saldatura come processo speciale; • Istruzioni tecniche per la produzione; • Evidenza delle competenze del personale. Caso di ISO 3834 certificata e caso contrario (non certificata) Materiali costituenti e carpenteria bullonata. La norma europea 1090 è nata e progettata affinché sia utilizzata assieme a normative europee “armonizzate”. In particolare le più utilizzate saranno per i materiali • UNI EN 10025 “Prodotti laminati a caldo di acciai per impieghi strutturali”; • UNI EN 10210 “Profilati cavi finiti a caldo di acciai non legati e a grano fine per impieghi strutturali”; • UNI EN 10219 “Profilati cavi saldati formati a freddo per impieghi strutturali di acciai non legati e a grano fine”. Per la bulloneria invece le due norme da utilizzare saranno le seguenti: • UNI EN 14399 “Bulloneria strutturale ad alta resistenza a serraggio controllato”; • UNI EN 15048 “Bulloneria strutturale non a serraggio controllato”. E’ possibile anche utilizzare materiali non trattati dalle normative elencate all’interno della normativa ma le loro caratteristiche dovranno essere specificate e quando applicabile validate da organi nazionali competenti. Sistema di Valutazione e Verifica della Costanza della Prestazione (VVCP) Il Sistema di Valutazione e Verifica della Costanza della Prestazione per componenti strutturali in acciaio e alluminio è il 2+ (vedi figura 2). Valutazione del controllo di produzione in fabbrica. Il fabbricante deve istituire, documentare e mantiene un sistema FPC per garantire che i prodotti immessi sul mercato siano conformi alle caratteristiche prestazionali dichiarate. Il sistema FPC deve includere procedure scritte, ispezioni regolari, prove e/o valutazioni, nonché l’utilizzo dei risultati per il controllo delle materie prime e di altri materiali o componenti in entrata, delle attrezzature, del processo produttivo e del prodotto al fine di garantire che i prodotti immessi sul mercato siano conformi alle caratteristiche prestazionali dichiarate. FPC ai sensi della EN 1090-1: • Deve garantire che i prodotti immessi sul mercato siano conformi alle caratteristiche prestazionali dichiarate • Deve comprendere procedimenti, ispezioniregolari, prove e/o valutazioni di materie prime, materiali, attrezzature, processo di produzione e componenti del fabbricato. Piano generale dei controlli: • Controlli in accettazione • Controlli durante il processo di produzione • Controlli sul prodotto finito • Controllo delle apparecchiature FIGURA 2 Compiti Compiti del fabbricante Compiti dell’organismo TNL 12 Contenuti Clausula applicabile Prove iniziali di tipo Parametri relativi alle caratteristiche del prospetto ZA.1 6.2 FPC Parametri relativi alle caratteristiche del prospetto ZA.1 6.3 Campionamento, prove e ispezioni Caratteristiche principali del prospetto ZA.1 Tabella 2 Certificazione del FPC da parte dell’ON sulla base di Ispezione iniziale Parametri relativi alle caratteristiche del prospetto ZA.1 6.3 e annesso B Sorveglianza Parametri relativi alle caratteristiche del prospetto ZA.1 6.3 e annesso B Marcatura CE
© Copyright 2025 Paperzz