TUTTO_MISURE
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
ANNO XIII
N. 03 ƒ
2 011
GRUPPO MISURE ELETTRICHE
ED ELETTRONICHE
EDITORIALE
Meditazioni di mezza estate
AFFIDABILITÀ
& TECNOLOGIA
IL TEMA: VISIONE INDUSTRIALE
La guida robot come sistema di misura
Profilometro ottico 3D
ISSN 2038-6974 - Poste Italiane s.p.a. - Sped. in Abb. Post. - D.L. 353/2003 (conv. in L. 27/02/2004 n° 46) art. 1, comma 1, DCB Torino - nr 3 - Anno 13 - Settembre 2011
In caso di mancato recapito, inviare al CMP di Torino R. Romoli per restituzione al mittente, previo pagamento tariffa resi
TUTTO_MISURE - ANNO 13, N. 03 - 2011
Verifica di conformità
nell’assemblaggio
con sistemi di visione
ALTRI TEMI
Il venture capital
Sensori autonomi
Progetti con RFId
ARGOMENTI
Metrologia legale e forense:
Controlli successivi su sistemi di misurazione
di liquidi diversi dall’acqua
Visione artificiale:
Visione e taratura
IMP: Nanometrologia per caratterizzazione
di nanoparticelle
Metrologia per capillarità
43. verticale
Azienda leader di strumenti
e sistemi di misura...
... da oltre 50 anni la soluzione giusta
Dal micrometro alle Macchine di Misura Ottiche e Multisensore 3D
www.rupac.com
Via Alamanni, 14 - 20141 Milano - tel 02.53.92.212 r.a. - fax 02.56.95.321 - vendite@rupac.com
TUTTO_MISURE
ANNO XIII
N. 03 ƒ
2011
IN QUESTO NUMERO
La guida Robot come sistema
di misura affidabile
Robot guide as a reliable
measurement system
F. Rosi
171
Confronti remoti di frequenze campione
Remote comparisons of frequency standards through
optical fiber links
C. Clivati, D. Calonico,
F. Levi, A. Mura,
G.A. Costanzo
e A. Godone
199
Come si realizza un progetto RFId
How to make
a RFId projeect
L. Cremona
217
Storia e curiosità: l’Osservatorio
di Pesaro - Parte III
The collection of ancient measurement instruments
of the “Valerio” observatory in Pesaro - part 3
E. Borchi
R. Macii
R. Nicoletti
A. Nobili
237
Editoriale: Meditazioni di mezza estate (F. Docchio)
165
Comunicazioni, Ricerca e Sviluppo,
dagli Enti e dalle Imprese
Notizie nel campo delle misure e della strumentazione
167
Il tema: Visione industriale
La guida Robot come sistema di misura affidabile (F. Rosi) 171
Spotsurf: un profilometro ottico 3D per la caratterizzazione
dimensionale di pezzi meccanici
(A. Bandera, M. Donini, A. Pasquali)
177
Verifica di conformità nell’assemblaggio con sistemi
di visione (G. Bassi, A. Basso, M. Galimberti, R. Sala)
181
Gli altri temi: Trasferimento tecnologico
Lo sviluppo dell’innovazione tecnologica: come intervengono
i fondi di venture capital, gli incubatori
e i business angels? (M. De Paolis)
187
Gli altri temi: Il meglio di Metrologia & Qualità
Nanometrologia per la caratterizzazione di nanoparticelle
(G. Zappa, C. Zoani)
189
Gli altri temi: Sensori
Un sensore autonomo per misure di forza in protesi
del ginocchio (E. Sardini, M. Serpelloni)
195
Gli altri temi: Metrologia fondamentale
Confronti remoti di frequenze campione tramite
link in fibra ottica (C. Clivati, D. Calonico, F. Levi, A. Mura,
G.A. Costanzo, A. Godone)
199
Gli altri temi: Misure per il settore ferroviario
The Power Quality of DC and AC Railways:
spectral and temporal characterization
(A. Mariscotti, P. Pinceti)
203
Campi e compatibilità elettromagnetica
Il comportamento a radiofrequenza dei componenti
circuitali passivi. L’induttore - parte seconda
207
(C. Carobbi, M. Cati, C. Panconi)
Le Rubriche di T_M: Visione Artificiale
Visione e taratura: il back stage della visione industriale
(G. Sansoni)
211
I Seriali di T_M: Misure e Fidatezza
L’affidabilità come requisito di progetto di componenti e sistemi.
Le strutture Serie e Parallelo
213
(M. Catelani, L. Cristaldi, M. Lazzaroni)
I Seriali di T_M: I sistemi RFId
Come si realizza un sistema RFId (L. Cremona)
217
Le Rubriche di T_M: Metrologia legale
Le verifiche periodiche degli strumenti: un “work in progress“
(V. Scotti)
221
I controlli successivi sui sistemi di misurazione di liquidi
diversi dall’acqua (M.C. Sestini)
222
Spazio Associazioni Universitarie di Misuristi
Dalle Associazioni Universitarie di Misuristi
(F. Docchio, A. Cigada, A. Spalla, S. Agosteo)
225
Le Rubriche di T_M: Metrologia per Capillarità
Sul concetto di Precisione: il significato di un termine
di cui spesso si abusa (G. Miglio)
227
Lo spazio degli IMP
Il sistema di taratura dell’INMRI-ENEA
per le misure di Radon (F. Cardellini)
229
Manifestazioni, eventi e formazione
2011-2012: eventi in breve
235
Le Rubriche di T_M: Storia e curiosità
La collezione degli antichi strumenti di Ottica dell’Osservatorio Valerio
di Pesaro. Parte 3a – gli strumenti per il magnetismo terrestre
(E. Borchi, R. Macii, R. Nicoletti, A. Nobili)
237
Abbiamo letto per voi
240
News
208-218-226-228-230-232-234-236-239
T_M
N.
3/11 ƒ 163
Franco Docchio
EDITORIALE
■
Meditazioni di mezza estate
Midsummer meditations
Cari lettori!
Scrivo quest’editoriale dalla
Sardegna dove resterò ancora
qualche giorno. In questo periodo, e dall’ultima volta che vi
ho scritto (Editoriale di Tutto_Misure News n. 2/2011),
si sono succeduti numerosi
eventi significativi, quasi tutti
negativi.
Innanzitutto è stata approvata la manovra finanziaria,
che per i prossimi tre anni
prevede sacrifici alle famiglie e tagli indiscriminati
alle spese della pubblica amministrazione. Ciò avrà
sicuramente ripercussioni negative sul finanziamento
dell’Università e della Ricerca. Prepariamoci al peggio, anche perché non c’è, nella manovra, alcun
incentivo alla ripresa economica. Ormai sono rassegnato al fatto che difficilmente nei prossimi anni
vedrò una manovra finanziaria coraggiosa e con una
spiccata propensione allo sviluppo del nostro
Paese…
A questo scenario prossimo futuro corrisponde, per la
ricerca, uno scenario presente altrettanto cupo e
desolante. I progetti del Ministero dello Sviluppo Economico Industria 2015, così come quelli del Ministero della Ricerca Eurostar sono al palo: chi ha già iniziato i lavori (anche due anni fa) si ritrova con crediti verso lo Stato che non sa se riuscirà a riscuotere.
Spesso per avere informazioni sullo stato dei finanziamenti è necessario andare al Ministero, come questuanti, e ci si sente rispondere frasi del tipo “voi partite pure con i lavori, poi speriamo che i fondi prima
o poi vengano erogati e soprattutto non vengano
tagliati dalla manovra”. Questa è la ricerca in Italia,
proprio quella ricerca che dovrebbe (sulla carta)
rilanciare la competitività del sistema Italia nel
mondo.
A livello internazionale, siamo (quasi) tutti sotto shock
per l’incredibile tragedia di Oslo. Come genitori e
formatori, restiamo allibiti per questa crudeltà nei
confronti di ragazzi nel fiore della loro adolescenza
e che, come tutti i loro coetanei, erano in quell’isola
pieni d’ideali e d’idee per un mondo migliore. In
molti degli ambienti che frequento c’è il solito diffuso
timore per il dilagare del “fondamentalismo islamico”. Ora non possiamo disconoscere che siamo
davanti a un fatto nuovo, ed è il farsi avanti di un
“fondamentalismo cristiano” altrettanto pericoloso
che ha armato le mani del pluriomicida. Non mi illudo che questo resterà un caso isolato, specie se viene
in qualche modo giustificato da esponenti politici
(anche italiani) che affermano che le idee di fondo
dell’omicida sono corrette (questo giustifica il “quasi”
di poc’anzi). Una canzone dei miei diciott’anni
aveva il titolo “silence is golden”: come vorrei che alcuni politici la ascoltassero bene!
Per venire alle vicende della nostra comunità di misuristi, la rivista arriverà nei vostri uffici o nelle vostre case
dopo che si saranno svolti, in parallelo, i Congressi
nazionali delle Associazioni Italiane del Misuristi Meccanici (GMMT) ed Elettrico-Elettronici (GMEE) a Genova, in vista della convergenza in un’unica Associazione di Misuristi. Nel frattempo il Ministero della Ricerca
ha approvato i Progetti di Rilevante Importanza Nazionale (PRIN): un numero consistente di coordinatori di
Progetto afferenti alle due associazioni è risultato vincitore, come si evince dalla comunicazione nella rubrica delle Associazioni dei Misuristi. Complimenti e
buon lavoro (e, come dicevo sopra, incrociamo le dita
perché i finanziamenti restino disponibili)!
Come i lettori della rivista telematica hanno potuto leggere in anteprima, A&T, organizzatore dell’evento
“Affidabilità e Tecnologie”, che si svolge con crescente successo ogni anno al Lingotto di Torino, intende
dotarsi di un Comitato Scientifico Industriale che detti
le linee d’indirizzo per l’iniziativa e fornisca indicazioni su contenuti, convegni, ecc.. Mi sembra un’iniziativa che consolida un evento sempre più di successo, che sta affermandosi come valido concorrente d’iniziative più “blasonate”. È dunque un mio dovere e
piacere stimolare chi, tra voi miei lettori, è interessato
a collaborare con l’iniziativa, di farsi avanti e proporsi per l’inserimento tra i membri del Comitato.
A proposito di lettori, segnalo che da un paio di mesi
la rivista ha un “fan” di prestigio. Si tratta nientedimeno che il quotidiano della mia città, il “Giornale di Brescia”, che avendo letto alcuni dei miei editoriali su
T_M e T_M News e avendo “curiosato” all’evento tra
gli stand degli espositori bresciani, si è reso disponibile a ospitare editoriali, contributi e “impressioni” in un
blog che, giocando ironicamente (come da quando
sono piccolo) sul mio nome, ho chiamato “A vista…
Docchio”. Vi invito a visitare il sito www.sitoi.it,
leggere l’archivio degli editoriali, soprattutto perché su
quel blog è possibile depositare commenti e suggerimenti e divulgare a conoscenti, colleghi e amici gli articoli contenuti, mediante gli ormai classici tastini dei
principali network sociali (Facebook, LinkedIn, Twitter).
Aspetto vostri commenti! E, soprattutto, fate pubblicità
alla rivista (se vi piace)!
Il tema principale di questo numero è la Visione Industriale. Per un tema di così grande importanza abbiamo
ricevuto proposte di contributi in eccesso rispetto alla disponibilità di spazio sul numero e dunque distribuiremo i
contributi restanti sui prossimi numeri. Il connubio robotvisione 2D e 3D sta veramente prendendo il volo!
A tutti, buona lettura!
Franco Docchio
T_M
N.
3/11 ƒ 165
COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE
▲
La Redazione di Tutto_Misure (franco.docchio@ing.unibs.it)
Notizie nel campo delle misure
e della strumentazione
NEWS IN MEASUREMENT AND INSTRUMENTATION
This section contains an overview of relevant news of Italian R&D groups,
associations and industries, in the field of measurement science and instrumentation, at both theoretical and applied levels.
RIASSUNTO
L’articolo contiene una panoramica delle principali notizie riguardanti risultati scientifici, collaborazioni, eventi, start-up, dei Gruppi di R&S Italiani nel
campo della scienza delle misure e della strumentazione, a livello sia teorico che applicato. Le industrie sono i primi destinatari di queste notizie,
poiché i risultati di ricerca riportati possono costituire stimolo per attività di
Trasferimento Tecnologico.
COLLABORAZIONE
TRA IL GRUPPO GMEE
DELL’UNIVERSITÀ DELL’AQUILA
E BTICINO
PER LA CARATTERIZZAZIONE IN
FREQUENZA DI TRASFORMATORI
ISOLATI IN RESINA
I trasformatori sono macchine elettriche fondamentali ai fini della produzione, del trasporto e della distribuzione dell’energia elettrica; per avere
una maggiore affidabilità e ridurre i
costi di manutenzione, negli ultimi
anni si va sempre maggiormente diffondendo un approccio predittivo in
manutenzione, con attenzione crescente verso la diagnostica.
Il gruppo BTicino Legrand, presso lo
stabilimento Castellalto (TE) (ex Elettromeccanica di Marnate) per produzione di trasformatori MT-BT isolati in resina, ha avviato una collaborazione con i docenti dell’Unità
GMEE della Facoltà di Ingegneria
dell’Università dell’Aquila per quanto concerne le tematiche di collaudo
e di diagnostica sui propri trasformatori, nello sviluppo delle quali si
sono impegnati laureandi in inge-
gneria elettronica ed elettrica in possesso della certificazione NI CLAD
conseguita presso la NI LabVIEW
Academy della stessa Facoltà.
È stato sviluppato un sistema automatico di misura per l’implementazione
della caratterizzazione in frequenza
degli avvolgimenti dei trasformatori,
di seguito descritta; a partire da Giugno 2012, la normativa IEC 6007618 imporrà ai costruttori di trasformatori di aggiungere al bollettino di collaudo anche i risultati di detta caratterizzazione.
In dettaglio, la caratterizzazione in
frequenza degli avvolgimenti dei
trasformatori, denominata Sweep
Frequency
Response
Analysis
(SFRA) consente di ottenere indicazioni sulle condizioni delle parti
attive, cioè del nucleo e degli avvolgimenti, che compongono il trasformatore.
La misura viene eseguita mediante
l’applicazione di un segnale sinusoidale, di ampiezza dell’ordine di
pochi volt, su ogni avvolgimento del
trasformatore; viene mantenuta inalterata l’ampiezza del segnale, facendone variare la frequenza da 20 Hz a
2 MHz almeno, e viene misurata la
risposta in frequenza dell’avvolgimento in modulo e fase, così da vedere
come esso si comporta alle diverse
frequenze. I trasformatori, infatti, possono essere schematizzati con reti
elettriche in cui sono presenti parametri capacitivi, induttivi e resistivi che
sono dipendenti dalla caratteristiche
dei materiali e dalle specifiche geometriche di progetto; quando vi è una
variazione di un parametro di una
qualsiasi parte della macchina, vi è
anche una variazione della risposta in
frequenza del trasformatore. Sulla
base di questo principio, tramite la
SFRA, è possibile effettuare una diagnostica del trasformatore, così da
accertarsi delle condizioni dei vari
componenti, della vita residua della
macchina e, nel caso di forti alterazioni, intervenire prima che si verifichi
il guasto.
Il vantaggio dell’utilizzo di questa
tecnica risiede nel poter effettuare
analisi ripetute nel tempo, idonee a
individuare eventuali deterioramenti
della macchina, così da prevenire i
guasti, limitando così i fermi di produzione e i danni che si verificherebbero in seguito al guasto della
T_M
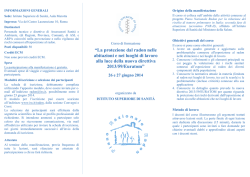
Figura 1 – Il sistema automatico
di misura in sala prove durante
il test di un trasformatore isolato
in resina MT/BT da 1 MVA
N.
3/11 ƒ 167
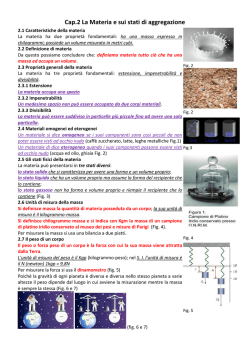
Figura 2 – Confronto tra i risultati della SFRA
sulle 3 fasi Lato BT di un trasformatore MT/BT
stessa. Le verifiche attualmente in
uso, come ad esempio l’analisi dei
gas disciolti (nei trasformatori in
olio), il fattore di perdita e la prova
alle scariche parziali, rilevano il
guasto solo quando si è verificato un
deterioramento della macchina spesso non più recuperabile. La tecnica
SFRA consente di ottenere diagrammi che possono essere interpretati
come impronta digitale di ogni trasformatore.
T_M ƒ 168
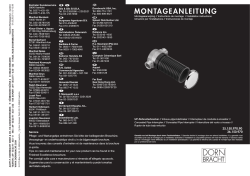
Figura 3 – Confronto tra i risultati della SFRA
sulle 3 fasi Lato MT di un trasformatore MT/BT
A causa della recente applicazione di
tale tecnica diagnostica, che non è
ancora obbligatoria, vi è la mancanza dei dati di riferimento per la quasi
totalità dei trasformatori già entrati in
funzione. Per rimediare a questa situazione si vanno a confrontare gli spettri ricavati sulle macchine installate
con quelli ricavati su trasformatori
gemelli o in alternativa confrontandoli con quelli ricavati sulle diverse fasi
dello stesso trasformatore, così da
vedere la presenza di alterazione
della fase guasta rispetto alle fasi
sane.
La collaborazione attiva tra BTicino e
i docenti dell’Unità GMEE della Facoltà di Ingegneria dell’Università dell’Aquila è volta inoltre ad acquisire conoscenze interpretative sulla correlazione tra deterioramento dei trasformatori isolati in resina e risultati della
SFRA. Vi è difficoltà di reperire diagrammi SFRA per trasformatori ad iso-
N. 03ƒ
;2011
NASCE A NAPOLI L’AICTT,
ASSOCIAZIONE ITALIANA
CULTURA TRASFERIMENTO
TECNOLOGICO – PRIMA RIVISTA
NAZIONALE SUL TT
nale sul trasferimento tecnologico, dal
titolo appunto TT-Trasferimento Tecnologico, animata dall’obiettivo di creare un matching tra il mondo della
ricerca (Centri di Ricerca, Università,
Laboratori, ecc.), il mondo industriale
(medie e grandi aziende) e quello
delle PMI.
La presentazione della rivista si è
tenuta il giorno 29 maggio 2009
presso la stazione marittima a Napoli
nell’ambito dell’evento librario Galassia Gutenberg 2009. La copia digitale della rivista è disponibile on line sul
sito web al seguente URL:
www.trasferimentotecnologico.it
La diffusione della rivista è sul territorio nazionale in quanto ha coinvolto
già in questa prima fase di start up,
Università, Centri di Ricerca, Enti e
Imprese presenti in tutto il territorio.
DALLA NEWSLETTER
LUGLIO-AGOSTO DI ACCREDIA:
RICHIESTE DI ACCREDITAMENTO
■
lamento solido, poiché la quasi totalità della documentazione presente in
letteratura sulla SFRA è riferita a trasformatori in olio, le cui caratteristiche
differiscono da quelli a isolamento
solido; la rapida diffusione odierna di
questi ultimi, tra cui quelli isolati in
resina prodotti da BTicino, pone quindi nuovi problemi sull’interpretazione
delle risposte in frequenza a causa
dell’assenza di diagrammi di riferimento associati alle diverse tipologie
di guasto.
Il sistema automatico di misura è stato
sviluppato dall’Ing. M. D’Andrea in
ambiente NI LabVIEW come lavoro di
tesi di Laurea Magistrale in Ingegneria Elettrica, sotto la supervisione del
Prof. E. Fiorucci e dell’Ing. A. Di Pasquale (Analista Progetto Lean Manufacturing) di BTicino.
Contatti: Prof. E. Fiorucci, Dipartimento di Ingegneria Elettrica e dell’Informazione, Università dell’Aquila,
Via G. Gronchi 18, Campo di Pile,
67040 L’Aquila, tel. +39-0862434464, fax +39-0862-434403,
email: edoardo.fiorucci@univaq.it
website: www.diei.univaq.it
COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE
Macchine;
1995/16/CE
Ascensori;
9. 2006/95/CE
Bassa tensione;
10. 1989/686/CEE
dispositivi di protezione individuali;
11. 2004/52/CE
Servizio Europeo di Telepedaggio.
8.
Per gli Organismi di certificazione
operanti per tali direttive l’accreditamento costituisce pre-requisito obbligatorio per il rilascio dell’autorizzazione da parte dei Ministeri competenti e conseguente notifica alla Commissione Europea da parte del Ministero dello Sviluppo Economico. Con
l’accreditamento Accredia, gli Organismi di certificazione autorizzati
saranno regolarmente iscritti nella
banca dati NANDO (New Approach
Notified and Designated Organizations)
Gli Organismi interessati possono presentare domanda di accreditamento
utilizzando i documenti allegati DA00 e DA-04. Il 25 luglio Accredia ha
avviato un programma informativo
presso le sedi di Milano e di Roma
per venire incontro alle esigenze degli
Organismi notificati.
Sono stati firmati gli accordi con i
Ministeri competenti per le notifiche:
per gli Organismi interessati, che pos- E-LEARNING SU METROLOGIA
A riprova dell’accresciuto interesse sono già inoltrare domanda di accre- E MISURA DAL SITO DEL NPL
per tutte le ini- ditamento, Accredia ha avviato un
ziative di trasfe- programma informativo.
rimento tecnologico, è stata co- 1. 2009/48/CE
stituita a NapoSicurezza giocattoli;
li, come prima 2. 2004/22/CE - MID
sede nazionale
Strumenti di misura;
Il National Physical Laboratory, già
(ci saranno poi 3. 1992/42/CE
all’avanguardia nella ricerca scientifialtre sedi fedeCaldaie ad acqua calda;
ca e nell’erogazione di servizi alle
rate in tutta Ita- 4. 1997/23/CE - PED
lia, a cominimprese, lancia un programma eduAttrezzature a pressione;
ciare da Pu- 5. 1994/09/CE - ATEX
cazionale e informativo per aiutare
glia, Calabria e Sicilia per il Sud)
Apparecchi e sistemi di protezio- chiunque desideri apprendere in tema
dell’Associazione AICTT, Associane destinati a essere utilizzati in di scienza della metrologia o svilupzione Italiana Cultura Trasferimento
atmosfera potenzialmente esplo- pare nuove competenze e tecniche di
Tecnologico.
misura.
siva;
Visita il sito
Si è concretizzato anche un progetto 6. 2004/108/CE
www.npl.co.uk/learning-zone
editoriale che ha dato luogo alla reaCompatibilità elettromagnetica;
lizzazione della prima rivista nazio- 7. 2006/42/CE
T_M ƒ 169
▲
VISIONE INDUSTRIALE
IL
TEMA
Fabio Rosi
La guida Robot
come sistema di misura affidabile
ROBOT GUIDE AS A RELIABLE MEASUREMENT SYSTEM
In recent times there is an increase in the use of vision systems in industry,
with the aim of guiding robots for piece gripping and manipulation. I will
call “robot guide” these vision systems. Robot guide systems can be considered real measurement systems, capable of determining the position of
objects in plane and space. With robot guide, robot automation systems
gain flexibility, simplicity and thus greater reliability and low maintenance.
From surveys it appears how robot guide sometimes create problems for
users and for installers, and is often considered as a product generally unreliable and complex to use. I will try to discuss common problems and their
solutions.
RIASSUNTO
Ultimamente si nota un incremento dell’uso dei sistemi di visione nell’industria con lo scopo di guidare robot per la presa e manipolazione dei pezzi.
Per comodità chiamerò “guide robot” questi sistemi di visione. Le guide
robot si possono considerare veri e propri sistemi di misura atti a determinare la posizione nel piano e nello spazio di oggetti. Con le guide robot
gli impianti di automazione acquisiscono flessibilità, semplicità costruttiva e
di conseguenza maggiore affidabilità e bassa manutenzione.
Da sondaggi effettuati emerge anche che le guide robot alcune volte generano problemi a chi le installa o a chi le utilizza, e spesso vengono considerate un prodotto poco affidabile e generalmente complesso da usare.
Cercherò d’illustrare quali sono i problemi più frequenti e le loro soluzioni.
INTRODUZIONE
In questi ultimi anni, se osserviamo
gli impianti industriali, non possiamo
fare a meno di notare che ai robot
stanno decisamente “spuntando gli
occhi”. I robot prendono pezzi sparpagliati da nastri, scatole o cassoni,
li manipolano, alcune volte li analizzano e li ripongono con cura. Chi
utilizza questa tecnologia è abituato
a dare a questi occhi nomi diversi:
sistema di visione, sensore di visione, telecamera oppure guida robot;
penso che quest’ultima definizione
sia preferibile alle altre, se non altro
perché identifica la funzione piuttosto che l’oggetto che la esegue. Le
guide robot portano sugli impianti di
automazione innumerevoli vantaggi,
come la flessibilità nel cambio prodotto, la semplicità costruttiva, e di
PERCHÉ POSSIAMO TROVARE
PROBLEMI NELLA GUIDA ROBOT
Ho accennato alla guida robot come
un sistema di misura percepito come
complesso. Tuttavia, come capita
frequentemente, è necessario considerare in quale ambito questo sistema è inserito. Infatti la guida robot è
uno strumento di discreto livello, utilizzato in ambiti industriali comuni,
spesso da personale non particolarmente qualificato, più preparato dal
punto di vista meccanico che non
informatico-matematico. Mi è capitato, in alcune occasioni, di dover fare
addirittura un corso sull’uso del
mouse. Quindi è opportuno tener
conto che questo scenario sicuramente non aiuta allo sviluppo del
prodotto, anche se gli spazi di miglioramento esistono.
Le problematiche legate alla guida
robot sono molte ed eterogenee. Ci
viene in aiuto il fatto che alcune di
queste sono più frequenti di altre, e
sono direttamente collegate all’algoritmo di visione utilizzato. Ad
esempio, la variazione della luce
ambientale può sicuramente influenzare un algoritmo di template matching o pattern matching, a meno
che, nell’algoritmo stesso, non sia
prevista l’invarianza luminosa (ad
esempio utilizzando una correlazione normalizzata al posto di una correlazione ordinaria). L’uso di una
correlazione normalizzata può risolvere un problema di variazione di
luce lineare, ma inizia a dare problemi quando la variazione di luce
non è lineare (come quasi sempre
accade nel modo reale), quando
conseguenza una maggiore affidabilità meccanica e una bassa manutenzione.
È vero d’altronde che, in alcune occasioni, le guide robot generano problemi a chi le installa o a chi le utilizza,
tanto che, da sondaggi effettuati, si
nota che mentre i robot sono considerati prodotti generalmente affidabili,
la visione viene percepita come un
prodotto poco affidabile e generalmente complesso da usare.
Queste considerazioni hanno portato nel corso degli anni a trovare soluzioni che possano dare una piena
fiducia nello strumento di visione,
facendo dimenticare quello che spesso molti hanno vissuto come una
sorta di percorso ad ostacoli, e, da
che mondo è mondo, gli ostacoli si VEA srl - Canegrate (MI)
rimuovono o si trova qualcosa che
possa superarli.
fabio.rosi@vea.it
T_M
N.
3/1
T_M
1 ƒ
ƒ 171
171
N. 03ƒ
; 2011
Figura 1
questa è dovuta alla generazione di ombre sul
pezzo a causa della sua diversa posizione, o alla
luce che proviene da una finestra, o altro ancora.
Di questo passo si può andare avanti all’infinito.
Ma allora cosa bisogna fare? Come accennato
nell’introduzione, o viene rimosso l’ostacolo, o
viene trovato un mezzo che lo possa superare, o,
ancora, entrambe le soluzioni, perché spesso è
difficile rimuovere definitivamente un ostacolo
oppure non si riesce a trovare il mezzo perfetto
per superarlo.
La soluzione tipica di chi lavora nel mondo della
visione è spesso un mix tra le due soluzioni, anche
se spesso è più facile rimuovere l’ostacolo che non
sviluppare un algoritmo ad hoc capace di superarlo. Per questo spesso siamo abituati a vedere
“camere oscure” che chiudono la luce esterna,
oppure costosi illuminatori che generano luce omogenea. Tuttavia esistono casi in cui queste soluzioni non possono essere adottate perché difficoltose o particolarmente onerose. In tal caso è
necessario puntare sugli algoritmi di visione, sul
software, sull’intelligenza della macchina. Questo
è proprio il punto debole della catena della visione artificiale: l’intelligenza del sistema di visione.
Se provassimo a paragonare un sistema di visione a
un essere umano, e a dare pesi ad ogni componente (vedi Fig. 1), risulta evidente che il punto debole
di un sistema robotizzato risiede nell’unità designata
all’elaborazione. Infatti una telecamera può essere
più sensibile o precisa di un occhio umano, un robot
può essere più forte e ripetitivo, ma un computer,
anche se può essere più preciso, difficilmente potrà
avere (almeno per il momento secondo alcuni) l’elasticità mentale di un essere umano.
ANALIZZIAMO LE PRINCIPALI PROBLEMATICHE
Nel paragrafo precedente abbiamo accennato alle
variazioni di luce ambientale, che è sicuramente
N. 03ƒ
;2011
uno dei problemi che più assillano
gli operatori nel campo. In generale
qualunque cosa sia dissimile dal
campione originale genera problemi. Variazioni luminose, differenze
tra i pezzi, sporco, o liquidi che si
depositano sugli stessi, vibrazioni
del macchinario, il supporto o il
nastro che porta i pezzi che cambia
colore per usura o perché è bagnato, sono le principali problematiche
che si possono trovare. Nel seguito
le esaminiamo.
Variazione luminosa
Per risolvere il problema delle variazioni luminose abbiamo utilizzato
logiche di tipo ibrido. “Logica ibrida”
è un termine generico usato per classificare una serie di algoritmi composti da una miscellanea di logiche.
Non si tratta di un termine propriamente “esatto”, e spesso è classificato
con nomi diversi per cui è difficile
identificarlo. Reputo più interessante il
significato che si nasconde dietro questo termine: per risolvere problematiche reali con un alto indice di affidabilità, logiche di tipo classico (matematico e statistico) e logiche neurali
sono state “mescolate” tra loro, da
qui il termine “ibrido”. I risultati prodotti rispetto alla tecnologia classica
sono sicuramente soddisfacenti, e un
esempio della loro funzionalità si può
vedere dal test riportato in Fig. 2.
Il vantaggio di trovare uno strumento
che compensi le variazioni luminose
anche quando queste siano visibilmente marcate porta a evitare di realizzare strutture di schermatura della
luce particolarmente costose ed ingombranti. Inoltre questi tipi di algoritmi hanno il vantaggio di poter lavorare con comuni lampade a fluorescenza, spesso chiamate impropriamente “al neon” al posto di costosi
illuminatori per visione artificiale.
Tappeti sporchi o bagnati
Anche per risolvere questo problema
abbiamo utilizzato lo stesso tipo di
logiche. La Fig. 3 è un collage di
videate che illustra come questi algoritmi agiscano in pratica.
Si vede chiaramente come le coordinate vengano individuate indipenden-
Figura 2
temente dalla luminosità dell’oggetto
e dalla presenza di emulsione sul tappeto. Queste logiche sono così potenti da correggere tutti gli effetti della
riflessione, anche quando raggiungono intensità tali da trasformare un
nastro da nero a bianco.
Pezzi con forma eterogenea
Non è sempre detto che i pezzi
siano tutti uguali tra loro. Esistono
fondamentalmente due tipologie di
pezzi: quelli simili e quelli che
hanno forme diverse per natura. I
pezzi simili sono quelli che cataloghiamo come “uguali”,
ossia riproduzioni di uno
stesso modello: per esempio un rubinetto, un
pezzo plastico ecc.. Possono esistere pezzi che
possono assumere forme
diverse, perché magari
di origine naturale: i
sassi di una cava, alcune
produzioni dolciarie, i
funghi secchi tagliati,
ecc. Mentre i primi vengono normalmente individuati basandosi su un
modello, i secondi vengono individuati tramite
caratteristiche geometri-
▲
IL
TEMA
che. In questa analisi mi soffermerò sulla prima tipologia,
anche perché l’altra è sicuramente meno frequente.
Anche quando si tratta di
pezzi riproduzioni di uno
stesso modello, non è detto
che questi si possano definire
uguali. La colorazione di un
pezzo grezzo non è sempre
ripetitiva, così come può
variare la riflettività della
superficie del pezzo. Un altro
esempio tipico sono i pezzi
pressofusi, con evidenti bave
ai bordi che li rendono eterogenei tra loro. Le bave assumono spesso aree così importanti da rendere una classificazione geometrica inutilizzabile per definire il punto di
presa del pezzo. A questo
punto non resta che analizzare il pezzo partendo da un
campione. Ma se il campione è
diverso rispetto agli oggetti che troveremo in seguito come è possibile
identificarlo con sicurezza?
Anche qui ci vengono in aiuto le logiche ibride che riescono ad estrapolare la forma di base dell’oggetto filtrando tutto quello che non è ripetitivo, come nella Fig. 4.
A colpo d’occhio gli oggetti dell’immagine sembrano molto simili tra
loro, tuttavia è necessario pensare
che un sistema di visione ragiona con
logiche di punti luminosi e punti scuri,
e se si fa attenzione all’immagine, i
Figura 3
T_M ƒ 173
Figura 4
gambi degli oggetti alcune volte
hanno il bordo luminoso, altre volte
no. Da un’analisi dettagliata dei
pezzi risulta che la distribuzione dei
chiaroscuri non è uniforme, almeno
non così come sembrerebbe a prima
vista. Questa è un’altra dimostrazione
di come il ragionamento umano
riesca istintivamente a riconoscere gli
oggetti malgrado le loro diversità, e
di quante variabili possono influenzare gli algoritmi dei sistemi di visione.
Prendo spunto per segnalare che
alcune volte si affrontano le applicazioni di visione pensando che il sistema di visione agisca pressappoco
come la mente umana; questo genera
una sottovalutazione del problema
con conseguenze spesso negative.
Alcuni casi di perdita di fiducia nella
visione artificiale sono dovuti a questa causa.
GUIDA ROBOT 3D
Guidare un robot per prendere oggetti “alla rinfusa” da un contenitore è un
po’ il sogno di tutti coloro che hanno
a che fare con la robotica e la visione. Un’altra applicazione della visione 3D con i robot ha come scopo la
misura di grossi oggetti più che la
presa degli stessi. Un’altra applicazione 3D ancora è la guida di robot
semoventi su un percorso.
Illustrerò la prima applicazione, ossia
la presa di oggetti. Come è facile
immaginare le applicazioni 3D sono
più complesse di quelle 2D, e per questo si è
visto un po’ di tutto,
alcuni progetti interessanti e funzionali, altri
un po’ meno: sembra
quasi di rivedere gli
esperimenti agli albori
del volo con macchine
volanti che sbattono le
ali e velivoli a pedali.
Come è naturale, alcune tecnologie si sono
affermate più di altre.
Tra queste ricorderei (i)
la tecnologia stereoscopica composta da
un gruppo ottico di
due o più camere montate su un supporto fisso o in polso al robot, (ii) la
tecnologia laser, quest’ultima montata
soprattutto su polso robot. Ultimamente si vedono le prime applicazioni
fatte con telecamere a “tempo di
volo”.
Ho seguito progetti sia con tecnologia stereoscopica, sia con laser,
ognuna con i suoi pro e contro. Ho
riscontrato che, a differenza del 2D,
difficilmente si riesce a trovare nel 3D un sistema unico che
possa andare bene per ogni applicazione.
La soluzione con gruppo di visione stereoscopico 3D fisso, montato sopra il contenitore, permette di eseguire una movimentazione con l’ausilio di sole
tre componenti: un robot, un sistema di visione e una pinza. Il
vantaggio di questa tipologia d’impianto sta
nella grande semplicità che porta a flessibilità elevate con costi di
manutenzione decisamente bassi. L’uso di
telecamere fisse rispetto a quelle mobili montate sul polso del robot
porta ulteriori vantaggi di robustezza e affidabilità dell’applica-
▲
IL
TEMA
zione evitando problematiche di perdita di taratura e rottura dei cavi tipiche dei sistemi montati a bordo
robot.
Per far fronte alla complessità dell’immagine e alla piccola dimensione
degli oggetti rispetto al campo inquadrato, si è fatto anche qui un gran uso
di varie tipologie di algoritmi. L’intero
cassone viene ricostruito spazialmente
in modo digitale tenendo conto delle
variazioni prospettiche, inoltre anche
ogni modello viene ricostruito digitalmente in modo da adattarsi al pezzo
reale, in qualunque posizione dello
spazio all’interno del contenitore. In
Fig. 5 viene illustrata l’analisi dei
pezzi all’interno di un cassone.
Le soluzioni con laser 3D si basano su
una ricostruzione geometrica di una
“lama laser”, ossia una linea proiettata da un laser su un oggetto, vista da
una telecamera. La telecamera trasforma la linea vista in coordinate XZ, mentre la coordinata Y viene rilevata muovendo tutto il gruppo lasertelecamera. Al pari della soluzione
stereoscopica si riescono a rilevare le
coordinate spaziali X,Y,Z, tuttavia
questa soluzione è più performante
nella rilevazione degli angoli di rota-
Figura 5
T_M ƒ 175
N. 03ƒ
; 2011
▲
IL
TEMA
zione del pezzo sul proprio asse.
Come svantaggio si ha una maggior
lentezza operativa della scansione,
e la perdita d’informazioni sull’immagine dovute a problematiche legate alla tecnologia laser. Per questa
ragione solitamente si hanno buoni
risultati se i pezzi sono geometricamente semplici.
Anche nell’applicazione laser, l’uso di
logiche evolute ci ha permesso di
risolvere condizioni reali particolarmente problematiche, quali ad esempio la ruggine sui pezzi che trasformava in modo casuale superfici lucide e speculari in superfici opache e
butterate.
Ciononostante è anche vero che l’offerta è variegata, e che si tratta di
applicazioni da non prendere “sotto
gamba” né da affrontare in modo
disinvolto. Fondamentale è scegliere
un partner affidabile con comprovata esperienza nel settore, con cui
discutere tecnicamente, e non farsi
abbagliare da proposte economicamente allettanti che spesso si “pagano” abbondantemente con la necessità di adeguamenti posteriori e con
scarsa affidabilità.
RINGRAZIAMENTI
Ringrazio i miei clienti e i miei collaboratori che mi hanno dato l’opportunità
CONCLUSIONI
di crescere e sviluppare la tecnologia
che ho illustrato, e di nuovo i miei clienLa guida robot non sta soltanto cre- ti che mi hanno permesso di divulgare
scendo, ma sta diventando adulta. foto eseguite con i loro pezzi.
T_M ƒ 176
Fabio Rosi è nato il
24/1/65 a Milano. Nel
1985, dopo la maturità
scientifica, inizia a lavorare nel campo dell’informatica e nel 1989 intraprende i primi passi nella visione artificiale. A 26 anni è inventore designato del primo brevetto su un impianto di
taglio laser comandato da un sistema di
visione. Contemporaneamente dal 1990
lavora al progetto del sistema di audience
televisivo noto in Italia come Auditel e, dal
1992 al 1994, diviene responsabile della
progettazione software. Attualmente questo progetto è il pacchetto di rilevazioni
televisive più venduto al mondo.
Nel 1992 crea la prima azienda di visione
artificiale “Visione e Automazione” che nel
2003 diventa “VEA S.R.L.”. Attualmente ha
un bagaglio di più di 600 impianti di visione progettati e un’esperienza ventennale
nel campo della visione artificiale.
fabio.rosi@vea.it
▲
VISIONE INDUSTRIALE
IL
TEMA
A. Bandera, M. Donini, A. Pasquali
SpotSurf: un profilometro
ottico 3D
per la caratterizzazione dimensionale di pezzi meccanici
ABSTRACT
We present Spotsurf, a 3D optical profilometer based on microscopy optics.
This measuring system reconstructs shape and roughness of mechanical
parts and microstructures down to sub-micron accuracy.
RIASSUNTO
Nirox presenta il profilometro ottico 3D SpotSurf. Spotsurf è stato progettato e sviluppato per il controllo dimensionale di pezzi meccanici nel settore
aerospaziale e consente la misura di dimensioni e l’analisi di pezzi senza
contatto con precisioni sub-micrometriche.
IL CONTROLLO DIMENSIONALE
DEI PEZZI
Il controllo dimensionale di pezzi
lavorati a macchina è un settore nel
quale, nel corso degli ultimi anni, si è
potuto assistere a una vera e propria
rivoluzione copernicana. Accanto ai
sistemi di misura più tradizionali quali
le CMM (coordinate measuring
machine), hanno fatto la loro comparsa sul mercato sistemi di visione ad
altissime prestazioni di misura. I motivi fondamentali del loro successo
sono l’assenza di contatto tra il sistema di misura e il misurando, nonché
la possibilità di effettuare le misure
dimensionali anche su particolari altrimenti non accessibili per via delle
dimensioni finite dello stilo di tastatura
utilizzato sulle CMM.
Nirox, in seguito a esigenze di misura riscontrate nell’ambito del controllo
dimensionale di precisione di pezzi
meccanici destinati al settore aerospaziale, ha progettato, sviluppato ed
ingegnerizzato SpotSurf, un profilometro ottico tridimensionale. Tale sistema di misura, visibile in Fig. 1, si
basa sull’approccio noto come shape
from focus [1, 2].
Si tratta di un sistema ottico per
microscopia dotato di obiettivo con
profondità di fuoco molto ridotta (inferiore a 15 µm); questa caratteristica si
traduce nella possibilità di riprendere
distanza tra il sistema ottico e il pezzo
in analisi è possibile ricostruire una
mappa della quota alla quale ciascun
pixel della camera di ripresa fornisce
una porzione del pezzo meccanico in
analisi correttamente a fuoco. Tale
mappa rappresenta l’informazione
cercata, ossia l’insieme delle terne di
punti (x,y,z) appartenenti alla superficie del pezzo in esame.
Il campo inquadrato dal sistema ottico
dipende dall’ingrandimento fornito
dall’obiettivo utilizzato. Per consentire
la ricostruzione di particolari meccanici le cui dimensioni nel piano oggetto sono superiori a quelle del campo
inquadrato, è stato implementato un
sistema di acquisizione e di movimentazione automatizzata del pezzo
(stitch). Lo stitch consente di effettuare
una serie di scansioni verticali, ciascuna delle quali fornisce una diversa
porzione del pezzo in analisi. Dopo
aver adeguatamente unito le informazioni derivanti da ciascuna scansione
verticale, si ottiene una mappa complessiva del pezzo in analisi. In questo modo le dimensioni massime del
cuboide che contiene il pezzo da analizzare sono incrementate fino a
100x100x50 mm3.
SPOTSURF: IL SISTEMA FLESSIBILE
DI ANALISI DI PEZZI MECCANICI
Figura 1 – Vista d’insieme del sistema
Nirox SpotSurf. È visibile il sistema di imaging,
il sistema di movimentazione dell’ottica
e la meccanica di movimentazione
del pezzo da analizzare.
Il supporto del sistema è in granito
Le prestazioni di misura del profilometro ottico SpotSurf dipendono, in gran
parte, dalle caratteristiche ottiche dell’obiettivo utilizzato nel sistema di
imaging. Per soddisfare le diverse esigenze della propria clientela, Nirox ha
pertanto previsto la possibilità di dotare SpotSurf di un revolver per obiettivi,
a fuoco (mediante un’opportuna
camera CCD) tutte e sole le parti del
pezzo in esame che si trovano a una
distanza dall’obiettivo pari alla di- Nirox srl, Brescia
stanza di lavoro. Facendo variare la a.pasquali@nirox.it
T_M
N.
3/11 ƒ 177
N. 03ƒ
;2011
Tabella 1 – Caratteristiche ottiche fondamentali degli obiettivi
da microscopia utilizzati nel sistema Nirox SpotSurf
CFI60-5
CFI60-10
CFI60-20
CFI60-50
ingrandimento
5x
10x
20x
50x
distanza di lavoro
(mm)
23,5
17,3
13
10,1
3,06
1,72
0,91
profondità di fuoco
12,22
(µm)
ossia di una meccanica in grado di
alloggiare contemporaneamente fino a
quattro diversi obiettivi. La Tab. 1 riporta le caratteristiche ottiche fondamentali degli obiettivi che si possono alloggiare sul revolver.
La profondità di fuoco degli obiettivi
riportati in Tab. 1 è indice della precisione raggiunta dal sistema di misura; ne deriva pertanto che, utilizzando ingrandimenti elevati (ad esempio
50x), la precisione del sistema è submicrometrica. Ciò rende possibile l’analisi di rugosità del pezzo in esame,
accurate analisi di forma del pezzo, e
la rivelazione di eventuali discrepanze rispetto alla forma teorica che
dovrebbe possedere.
SpotSurf può essere utilizzato con
successo anche nel caso di reverseengineering di pezzi: la nuvola di
punti del pezzo in esame, infatti, può
essere esportata nei più comuni formati di lavoro 3D (ad esempio .stl).
A titolo di esempio vengono di seguito riportati due esempi di scansioni
effettuate su diversi pezzi meccanici.
La Fig. 2 mostra una acquisizione
effettuata su un particolare di una
chiave di automobile. Si noti come
da tale figura
risultino evidenti
Figura 3 – Interfaccia utente al termine dell’acquisizione di un profilo
le disuniformità
di un ugello di scarico
di lavorazione
del fondo dello
paralleli certificati, necessari anche
scalino e dell’apice delle pareti.
La Fig. 3 mostra invece l’interfaccia alla valutazione delle prestazioni sulle
utente al termine della scansione di un coordinate (x,y).
ugello di scarico. Da tale interfaccia si L’accuratezza sulla singola misura di
può vedere (nella parte sinistra) l’imma- quota è inferiore al micron. La precigine live acquisita dal sistema ottico sione della misura di coordinata z è
durante le fasi di misura. La parte destra invece legata al tipo d’ingrandimento
dell’interfaccia mostra invece il risultato scelto. Per un sistema in configurazione
del mosaico costruito durante le fasi di standard destinato ad analisi della
misura. Al termine dell’acquisizione del- forma e dimensioni, equipaggiato con
la forma del pezzo, il mosaico ottenuto ingrandimento 5x, la precisione ottenupuò essere rototraslato e ingrandito per ta è inferiore a 9 µm. La precisione di
apprezzare appieno quanto rivelato misura sulle coordinate (x,y) è determidallo strumento.
SPOTSURF:
PRESTAZIONI DI MISURA
Le prestazioni di misura del sistema SpotSurf sono garantite da
una intensa fase di caratterizzazione metrologica e funzionale
che parte dai singoli componenti
dello schema ottico e dall’hardware di
movimentaFigura 4 – Retta di calibrazione della misura di quota (z)
zione fiper il sistema SpotSurf
no ad arrivare al
sistema com- nata dall’hardware di movimentazione
pleto. La cali- e dal montaggio del sistema stesso sul
brazione del- portale in granito; nel sistema standard
la misura del- risulta inferiore ai 5 µm.
la coordinata Sistemi di misura con prestazioni elez è ottenuta vate e all’avanguardia necessitano di
mediante l’uti- software in grado elaborare in modo
lizzo di cam- semplice ed intuitivo l’informazione,
Figura 2 – Esempio di scansione effettuata mediante il sistema SpotSurf
pioni di riferi- sintetizzandola in un output che perdi un particolare di una chiave
mento piano- metta al cliente di fruire rapidamente
T_M ƒ 179
del valore aggiunto che ogni strumento di misura offre.
La collaborazione con il Laboratorio
di Optoelettronica (Optolab) dell’Università di Brescia ha permesso d’integrare nell’interfaccia software del
sistema una serie di algoritmi di fitting
di superfici 3D standard e complesse;
tali algoritmi, sviluppati dal Laboratorio, consentono l’analisi delle scansioni effettuate dal sistema in modo completamente automatizzato.
N. 03ƒ
; 2011
▲
IL
TEMA
Andrea Bandera è partner di Nirox srl. Svolge attività di consulenza e si occupa dello sviluppo di sistemi di misura per il settore di
trasformazione delle materie plastiche per applicazioni industriali e
alimentari.
Maurizio Donini è partner di Nirox srl. È responsabile delle attività connesse all’utilizzo della spettroscopia NIRS per applicazioni
biomedicali.
RIFERIMENTI BIBLIOGRAFICI
[1] S.K.Nayar, “Shape from focus
system”, IEEE proceedings, 1992.
[2] S.K.Nayar, Y.Nakagawa, “Shape
from focus: an effective approach for
rough surfaces”, IEEE proceedings,
1990.
T_M ƒ 180
Andrea Pasquali è partner di Nirox srl. Si occupa dello sviluppo
di sistemi di misura per il settore di trasformazione del vetro e delle
materie plastiche per applicazioni medicali e farmaceutiche.
▲
VISIONE INDUSTRIALE
IL
TEMA
G. Bassi, A. Basso, M. Galimberti, R. Sala
Verifica di conformità
nell’assemblaggio con sistemi di visione
VISION-ASSISTED CONFORMITY VERIFICATION DURING
ASSEMBLY PROCESSES
The paper describes the general problem of conformity verification in
assembling plants through the use of vision systems. It shows an applicative
example “in field”. Due to the paper length required, algorithms are not
described in detail, emphasis being given on the philosophy used to define
the elaboration algorithm.
RIASSUNTO
L’articolo descrive in generale la problematica della verifica di conformità
negli impianti di assemblaggio mediante l’utilizzo di sistemi di visione e
quindi presenta un esempio applicativo di successo. Per scelta non vengono descritti gli algoritmi di analisi dell’immagine utilizzati ma si preferisce
soffermarsi sulla logica con la quale viene definito l’algoritmo di elaborazione.
ASSEMBLAGGIO AUTOMATICO
E VERIFICA DI CONFORMITÀ
NEL MONDO INDUSTRIALE
L’ambito di riferimento è quello dell’assemblaggio di piccole parti, in
pratica tutto quello che può essere
montato in modo manuale da un
operatore. L’assemblaggio manuale
delle parti presenta l’enorme vantaggio che per l’operatore è molto semplice riconoscere eventuali non conformità macroscopiche nelle parti
che sta assemblando, così come verificare la correttezza dell’assemblaggio finale.
L’introduzione delle macchine di assemblaggio, notoriamente molto più
produttive, ha introdotto uno scenario
completamente nuovo: infatti alla
maggiore velocità e ripetibilità operativa del sistema faceva da contraltare
la quasi totale scomparsa delle capacità di verifica in linea della produzione. Storicamente il primo approccio al problema fu quello di richiedere che tutti i componenti da assemblare fossero privi di difettosità; ben presto però ci si accorse che tale soluzione migliorava le prestazioni dell’impianto riducendo il numero di fermi,
ma non era sufficiente a garantire la
conformità degli assemblati prodotti.
La soluzione ancora oggi più comunemente diffusa in ambito manifatturiero è quella di automatizzare il processo mantenendo stazioni di verifica
di conformità manuali, il cosiddetto
controllo visivo.
LA VERIFICA DI CONFORMITÀ
E LA VISIONE
L’introduzione dei sistemi di visione
rappresenta, almeno sulla carta, la
soluzione ideale al problema del
controllo visivo; tuttavia tale approccio incontra tutt’ora difficoltà a essere applicato in modo massiccio, in
quanto spesso gli utenti lamentano
una bassa affidabilità dei sistemi.
Tale modesta affidabilità è quasi
sempre riconducibile all’incapacità
dei sistemi di visione di funzionare
correttamente a fronte della “normale” variabilità delle caratteristiche
dei componenti da analizzare e di
riconoscere tutte le situazioni di non
conformità che possono presentarsi
durante la produzione. Agli occhi
degli utenti questo significa tempi di
messa a punto lunghi e incerti con la
conseguente crescita incontrollata
dei costi totali dovuti all’introduzione
del sistema.
Fortunatamente questa situazione
non è dovuta a una tecnologia immatura, ma è il risultato di un approccio
troppo superficiale alle singole applicazioni che, purtroppo, per i più
svariati motivi da ascriversi sia all’utente che all’integratore, non vengono analizzate nella loro completezza. Tale approccio deriva dall’idea
che il sistema di visione sia un semplice sensore, come i tanti che si utilizzano negli impianti automatici,
che possa essere installato e configurato semplicemente; secondo questo
pensiero il sistema di visione è costituito da un sistema d’illuminazione
che evidenzia gli oggetti da analizzare, da una telecamera dotata dell’ottica opportuna per riprendere la
scena e da un software di analisi
delle immagini per eseguire le verifiche di non conformità.
Tale modo di pensare è estremamente riduttivo, in quanto dimentica due
aspetti fondamentali per realizzare
una applicazione di verifica di conformità basata su sistema di visione
che sono (i) lo studio della variabilità
del processo industriale nel tempo e
(ii) la necessità di una collaborazione aperta tra l’integratore (chi realizza il sistema di visione) e l’utilizzatore (chi lo utilizza quotidianamente
sul campo).
I.S.S. srl – Spin Off del Politecnico
di Milano
www.issweb.it
remo.sala@issweb.it
T_M
N.
3/1
T_M
1 ƒ
ƒ 181
181
N. 03ƒ
;2011
Lo studio della variabilità
del processo
È un elemento fondamentale nella
realizzazione di un sistema di visione, in quanto solo conoscendo a
fondo il processo l’integratore potrà
definire e sviluppare la sequenza di
algoritmi opportuna affinché il sistema sia in grado di gestire tutte le
possibili combinazioni che possono
presentarsi durante l’utilizzo quotidiano del sistema. Se alcune di queste sono ignorate durante lo studio,
ne consegue inevitabilmente che l’algoritmo implementato non sarà in
grado di analizzarle correttamente
Figura 1 – Esempio di motoventilatore
in produzione, generando quelle
da controllare
situazioni di malfunzionamenti sporadici che portano gli utenti finali a ventilatori elettrici utilizzati per la readichiarare il sistema di visione come lizzazione di cappe aspiranti in ambiscarsamente affidabile.
to domestico (Fig. 1).
In dettaglio il sistema è chiamato a
La collaborazione
controllare il corretto montaggio deltra l’integratore e l’utente
l’anello seeger che blocca assialLa collaborazione tra l’integratore e mente il perno attorno al quale ruota
l’utente risulta altrettanto fondamen- il motore; da questo si capisce l’imtale in quanto permette di mettere in portanza della presenza, e del coratto quei piccoli cambiamenti al pro- retto assemblaggio, di tale anello:
cesso produttivo che permettono di da questo dipende la tenuta assiale
semplificare, ma soprattutto di ren- del motoventilatore che, in caso condere affidabile il sistema di visione trario, potrebbe, durante il funzionadurante il suo normale funzionamen- mento, smontarsi. Il sistema di blocto in produzione. Questi cambia- co è costituito da tre elementi: una
menti possono riguardare le modali- molla, un anello e il seeger stesso
tà operative della linea automatica (Fig. 2).
di assemblaggio quali velocità e Lo studio della variabilità del processequenza operativa, ma sicuramen- so ha rappresentato la chiave per la
te devono riguardare la variabilità realizzazione di un sistema di controldelle caratteristiche dei componenti lo efficace che ha raggiunto la piena
tra i diversi lotti produttivi con parti- funzionalità con una fase di messa a
colare riferimento al loro aspetto punto praticamente nulla. La variabilisuperficiale (grado di finitura e colore).
Quanto sopra affermato è di validità generale quando si intende inserire un sensore di verifica di conformità basato su sistema di visione,
sia questo realizzato con una semplice smart camera sia con un sofisticato sistema di visione tridimensionale.
▲
IL
TEMA
tà del processo è stata analizzata a diversi livelli raggruppando
le situazioni anomale in diverse
categorie, per impostare l’algoritmo in modo da rilevare tutte le
non conformità possibili.
Le categorie ipotizzate sono
state: (i) assenza di uno a più
componenti; (ii) non corretto
posizionamento di uno o più
componenti; (iii) presenza di
variabilità nell’illuminazione;
(iv) presenza d’immagini anomale dovute alla presenza di
sporco e/o di vibrazioni; (v)
assemblaggio non corretto
delle parti.
Assenza
di uno o più componenti
L’assenza di componenti è stata ritenuta la condizione base da verificare in primo luogo in modo da scremare dalle immagini i casi in cui il
sistema automatico palesemente non
monta un componente; nello specifico si è considerata la possibile assenza di uno o più dei tre componenti considerati. Nel seguito si riportano le immagini relative alle
quattro condizioni base, corrispondenti alla corretta presenza di tutti i
componenti, alla assenza del componente superiore (seeger) che porta alla visione dell’anello, dei due
componenti superiori (seeger e anello) che porta alla visione della
molla e di tutti e tre i componenti
(seeger, anello e molla) che porta
alla visione del cuscinetto sottostante (Fig. 3).
UN ESEMPIO DI SUCCESSO
Il controllo richiesto riguarda la verifica del corretto assemblaggio di moto-
Figura 2 – Schema di montaggio del motore da controllare con evidenziati i tre componenti
T_M ƒ 183
N. 03ƒ
; 2011
Figura 3 – Da sinistra: assieme con seeger correttamente montato;
privo del seeger;
privo sia del seeger che dell’anello; e da ultimo privo anche della molla
Le immagini sopra riportate sono state utilizzate come
base per la definizione di un algoritmo capace d’identificare nell’immagine la tipologia di particolare visibile; in
pratica se si riconosce il cuscinetto si conclude che mancano tutte le parti sopra, se si riconosce la molla mancano l’anello e il seeger, se si riconosce il seeger si è in
presenza di una situazione di potenziale conformità (nel
senso che tutti i componenti sono presenti ma non si è verificato che gli stessi siano correttamente assemblati).
Non corretto posizionamento
di uno o più componenti
L’algoritmo per il riconoscimento dei singoli componenti
(Fig. 4.a) è quindi stato adattato alla gestione delle situazioni in cui, a causa dell’errato posizionamento di alcuni
componenti, non è possibile vedere interamente nessuno
dei componenti sopra citati.
Variabilità nell’illuminazione
La variabilità della luce ambientale è stata affrontata
facendo in modo che quella artificiale fornita dall’illuminatore fosse decisamente più importante; solo in tal
modo è infatti possibile garantire che le variazioni della
luce ambiente abbiano un impatto moderato e tollerabile sul sistema di visione. Si dà ovviamente per scontato
che la posizione della telecamera e il posaggio della
parte da analizzare siano stati progettati e realizzati in
modo da rendere impossibile una illuminazione diretta
da parte della luce ambientale. La variabilità nell’illuminazione è stata raggiunta utilizzando un illuminatore a
LED con banda di emissione monocromatica molto stretta accoppiato a un filtro interferenziale centrato sulla
banda di emissione del LED e montato sull’ottica della
telecamera.
Presenza d’immagini anomale
Le immagini anomale considerate sono quelle in cui i componenti appaiono significativamente diversi rispetto al
modello ideale a causa della presenza di parti estranee,
come ad esempio dello sporco (Fig. 4.b).
Nella stessa categoria abbiamo fatto rientrare quelle
immagini che appaiono molto sfuocate (Fig. 4.c) a causa
dell’innescarsi di vibrazione nel supporto durante il trasporto o l’assemblaggio. Tale fenomeno è dovuta al fatto
che, durante il tempo di esposizione della telecamera,
l’oggetto si sposta e quindi i suoi bordi risultano sfuocati. Il problema è stato risolto riducendo l’ampiezza delle
T_M ƒ 184
N. 03ƒ
;2011
Figura 4 – 4.a: Immagine con presenza nel campo inquadrato
di un componente non correttamente posizionato; 4.b: immagine
in cui la forma del seeger risulta alterata dalla presenza di grasso
4.c: immagine sfuocata a causa delle vibrazioni del supporto
dell’oggetto ripreso; 4.d: i tre parametri considerati
per decidere il corretto assemblaggio del seeger
vibrazioni e illuminando abbondantemente in modo da contenere al
massimo i tempi di esposizione e
quindi “congelare” l’immagine dell’oggetto anche in presenza di micromovimenti.
seeger (segmento azzurro con le
due frecce alla estremità).
La collaborazione
con l’utente finale
La collaborazione con l’utente finale
ha permesso di ottenere un più stretto
controllo su alcune variabili che, pur
non avendo alcun effetto dal punto di
vista funzionale, erano comunque in
grado di mettere potenzialmente in
difficoltà il sistema di visione. Nello
specifico si è fatto in modo di garantire che il colore e l’aspetto superficiale del seeger e dell’albero presentassero caratteristiche tali da permettere
▲
IL
TEMA
al software di determinare correttamente e in modo affidabile il diametro
dell’albero; tale valore è infatti determinante nel dirimere alcune situazioni
di non conformità particolarmente
complesse.
Solo dopo avere analizzato tutte le
condizioni prima descritte si hanno a
disposizione tutte le informazioni necessarie per individuare un algoritmo
affidabile per il riconoscimento delle
non conformità.
L’algoritmo, come riportato nella
tabella esplicativa, parte ricercando
nell’immagine la presenza del cuscinetto completa; se viene individuato il
cuscinetto questo significa che nessun
componente è stato montato e quindi
il motoventilatore è sicuramente non
conforme; in caso contrario il sistema
potrebbe essere conforme e si prosegue nella analisi.
Si passa quindi a cercare la presenza di una molla completa; se la si
trova questo significa che non sono
stati assemblati né l’anello né il seeger e quindi siamo di fronte ad un
assieme non conforme; in caso contrario il motoventilatore potrebbe
essere conforme e quindi si prosegue nell’analisi. Si procede col cercare la presenza dell’anello completo; se viene individuato nell’immagine questo significa che il seeger non
è stato assemblato e siamo di fronte
a una parte non conforme; in caso
contrario l’assieme potrebbe essere
conforme e quindi si procede nell’analisi.
Assemblaggio
non corretto delle parti
Sicuramente quest’ultima parte ha
rappresentato la sfida più importante
in quanto, prima di pensare all’algoritmo da implementare, si è dovuto
sviluppare un modello del sistema
che permettesse, utilizzando il minimo numero di parametri, d’intercettare tutte le diverse
tipologie di non conformità.
I parametri individuati
(Fig. 4.d) sono risultati
tre: numero di fori (e
loro distanza) presenti
sul seeger (i due fori
presenti nell’immagine
sono evidenziati dai
trattini verdi che convergono verso il centro), apertura angolare
dei due fori (angolo
compreso tra le due
rette rosse) e diametro
dell’albero sul quale
Figura 5 – Schema dell’algoritmo utilizzato per la verifica del corretto montaggio del seeger
viene assemblato il
T_M ƒ 185
N. 03ƒ
; 2011
Si prosegue col cercare la presenza di un seeger completo; se lo si trova allora il pezzo potrebbe essere conforme e si prosegue nell’analisi dimensionale di dettagli; in caso contrario la parte è sicuramente non conforme. L’analisi viene completata con la parte più complessa che è quella relativa al corretto assemblaggio
del seeger; il primo controllo riguarda il suo posizionamento che deve essere attorno all’albero; verificata
questa condizione, analizzando la posizione dei fori,
il diametro dell’albero e l’apertura angolare del seeger
stesso è possibile verificare la correttezza del suo assemblaggio.
CONCLUSIONI
La visione industriale dispone oggi di enormi potenzialità applicative nel settore del manifatturiero ed in particolare in quello della verifica di conformità, ma la realizzazione di soluzioni efficaci comporta una totale collaborazione tra chi realizza il sistema e chi lo utilizza
in modo che tutta la variabilità del processo produttivo
possa essere conosciuta ed analizzata a fondo prima
che l’applicazione venga completata.
Questa situazione deriva dalla complessità degli algoritmi di elaborazione delle immagini che sono in grado
di analizzare in modo efficace solo le situazioni note e
studiate in fase di realizzazione del sistema.
Giovanni Bassi si è laureato nel 2010 in
Ingegneria Meccanica presso il Politecnico
di Milano. Ha collaborato con il Politecnico
di Milano e I.S.S. Srl nell’ambito della visione artificiale applicata al settore industriale
e medicale. Attualmente collabora con il
Centro Interdipartimentale per la Ricerca
Applicata e i Servizi alla Meccanica Avanzata e nella
Motoristica INTEMECH-MO.RE. dell’Università degli Studi
di Modena e Reggio Emilia.
Remo Sala si è laureato in Ingegneria
Meccanica presso il Politecnico di Milano.
Attualmente afferisce alla sezione di Misure
e Tecniche Sperimentali del Dipartimento di
Meccanica del Politecnico di Milano dove
coordina le attività del Laboratorio di Visione (www.vblab.it) che si occupa di elaborazione di immagini finalizzate all’esecuzione di misure senza contatto in ambito industriale, medicale e forense. Al fine di valorizzare i risultati della ricerca ha cofondato la società I.S.S. srl, Spin Off Accademico del Politecnico di Milano (www.issweb.it).
T_M ƒ 186
GLI
ALTRI TEMI
▲
TRASFERIMENTO TECNOLOGICO
Marco De Paolis
Lo sviluppo dell’innovazione
tecnologica
Come intervengono i fondi di venture capital, gli incubatori e i business angels?
THE DEVELOPMENT OF TECHNOLOGICAL INNOVATION
This second article of Mr. De Paolis series on Technology Transfer describes the
correct approach to Venture Capital investments for start-ups or young entrepreneurs who wish to make the highest profit from their technological ideas.
Write to Mr. De Paolis for further support and for suggestions in the preparation of a business plan!
RIASSUNTO
Questo secondo articolo della serie sul Trasferimento Tecnologico dell’Avv. De
Paolis illustra il corretto approccio ai fondi di Venture Capital per il finanziamento di idee imprenditoriali da parte di giovani imprenditori e di società di
Start up che vogliano trovare il massimo beneficio dalle loro idee high-tech.
Scrivete all’Avv. De Paolis per ulteriore assistenza e per suggerimenti riguardo
al business plan e all’accesso ai fondi di Venture Capital!
Nuove forme di imprenditorialità
nascono e si sviluppano frequentemente
attraverso l’attività di ricerca di persone
le quali elaborano idee che potrebbero
trasformarsi in business ad alto
potenziale di crescita. Il percorso
diretto alla creazione di queste attività
(cd. start up) si presenta particolarmente
complesso e rischioso sotto diversi
aspetti. Si possono infatti individuare:
a) un rischio di prodotto, dipendente dai costi elevati legati allo sviluppo di nuovi ricavati o di tecnologie
innovative,
b) un rischio di mercato, ossia l’incertezza inerente alla capacità del
prodotto/servizio di rispondere
alla domanda del mercato di riferimento e conquistare nuovi clienti con
un tasso di crescita sostenuto,
c) un rischio finanziario dovuto alla
necessità di reperire i capitali necessari per l’avvio dell’impresa, situazione complessa a causa della ritrosia degli intermediari tradizionali a finanziare soggetti capaci di offrire
basse garanzie reali.
I potenziali neo imprenditori devono
quindi individuare interlocutori specializzati che a vario titolo possono
assisterli nella fase di avvio e sviluppo
dell’impresa. I principali tra questi sog-
merciale. È chiaro che sono interventi
con un elevato grado di rischio, il
cui finanziamento rappresenta una sorta
di scommessa da parte dell’investitore, il quale, puntando su quel ricavato innovativo, ritiene, nel medio termine, di realizzare un guadagno di
capitale (capital gain) attraverso la
cessione della partecipazione acquisita nella società.
Tale guadagno di capitale rappresenta
l’incremento di valore della partecipazione maturato dal momento
della sua assunzione a quello della cessione. Quali sono i criteri che determinano la loro scelta di investimento? Il
business plan, ovvero il piano nel
quale il progetto imprenditoriale viene
sviluppato in termini economico-finanziari, costituisce il primo documento
con cui il potenziale imprenditore può
presentarsi dall’investitore istituzionale.
È quindi necessario redigerlo con
particolare cura in modo tale che
sia in grado di esplicitare, in termini
quantitativi, gli obiettivi da raggiungere
e la loro compatibilità con le risorse
finanziarie, tecnologiche, conoscitive
attuali e future dell’impresa, tenendo
conto del mercato al quale si rivolge.
Se si riscontra la disponibilità dell’investitore cui è stata presentata una prima
bozza del business plan, gli si può mettere a disposizione il documento
nella sua completezza. In questa
fase, in cui l’investitore condurrà un
esame più approfondito per pervenire
alla decisione di finanziamento, va sottoscritto un accordo di riservatezza
in base al quale le parti si impegnano a
non divulgare le informazioni aziendali.
Una volta che l’investitore si è espresso
favorevolmente sull’intervento nel progetto imprenditoriale, si procede alla predisposizione di una lettera di intenti
getti sono gli investitori istituzionali nel capitale di rischio (i venture
capital): essi intervengono acquisendo
una partecipazione di minoranza, mettendo così a disposizione le
risorse necessarie all’avvio e allo sviluppo di progetti di prodotti
e/o servizi altamente innovativi con un
elevato potenziale di crescita.
L’approccio del venture capital all’impresa finanziata può essere di tipo hands
on se non si limita a fornire risorse finanziarie, ma è coinvolto nella gestione dell’impresa, o di tipo hands off qualora
metta a disposizione semplicemente il
capitale. Altresì, si possono distinguere
interventi di seed financing che consistono nell’investimento nella primissima fase di sperimentazione
dell’idea, quando è ancora da verificare la validità tecnica del prodotto e/o
servizio, da altri di start-up financing, effettuati in coincidenza dell’avvio dell’attività produttiva, pur non
conoscendo ancora la validità economica del ricavato.
In entrambi i casi, l’imprenditore apporta
la propria idea e un ridotto ammontare
di capitali, mentre l’investitore finanzia le sperimentazioni nonché
l’organizzazione della struttura Avvocato in Brescia
produttiva, organizzativa e com- marcodepaolis@alice.it
T_M
N.
3/11 ƒ 187
▲
GLI
ALTRI TEMI
per definire i principali aspetti economici, legali e societari che saranno dettagliati nel contratto d’investimento. È un
documento in cui si condiziona inoltre il
contratto definitivo a una serie di analisi (due diligence) condotte dall’investitore, necessarie per giungere a una
valutazione finale dell’azienda e
delle sue potenzialità future.
Se le verifiche hanno determinato un
esito positivo, si procede alla firma del
contratto con il dettaglio dei termini dell’accordo tra la società e l’investitore.
Una volta perfezionato il contratto si
procede con il trasferimento delle partecipazioni, il pagamento del prezzo, il
rilascio delle garanzie, l’eventuale indicazione degli amministratori e la firma
di eventuali contratti accessori (es. patti
parasociali diretti a regolare i rapporti
tra i fondatori dell’impresa e l’investitore in merito alla corporate governance
e/o alle regole di disinvestimento e sull’esercizio dei diritti di opzione).
Abbiamo indicato che i venture capital
agiscono nella fase di avvio dell’attività
produttiva (cd. start up), ma esistono
altri soggetti, gli incubatori, i quali
operano prevalentemente nell’ambito del
seed financing, investendo, essenzialmente, nella sperimentazione dell’idea
innovativa quando, come sopra esposto,
la validità tecnica ed economica dell’idea è ancora tutta da dimostrare. Essi
agiscono in contesto ad elevato rischio.
Nel ruolo di incubatori d’impresa intervengono spesso le università. I business
angels o personal venture capitalist sono un’ulteriore categoria di soggetti che partecipano al sostegno della neo
imprese. Si tratta di titolari d’impresa,
manager, liberi professionisti, che mettono a disposizione, oltre a risorse economiche, conoscenze tecniche in nuovi progetti imprenditoriali mediante la partecipazione al capitale di rischio.
La centralità dell’azione del venture capital nel sostegno alla neo imprenditorialità
viene riconosciuta dal Governo che, nella
Manovra economica1 appena varata,
ha previsto incentivi fiscali per gli
operatori che investono in questa
tipologia di fondi. Nello specifico l’articolo 31 prevede un’esenzione d’imposta (esenzione o non applicazione della
ritenuta d’acconto del 12,5%) dei proventi da partecipazione in fondi di ventu-
T_M ƒ 188
re capital che investono almeno il 75% in
imprese innovative costituite da non più
di 36 mesi e con un fatturato inferiore ai
50 milioni di euro.
A sostegno dell’imprenditoria giovanile, che è protagonista nell’ambito
delle neo imprese ad elevata innovazione, il medesimo decreto (art. 27)
introduce un forfettone del 5% su redditi e addizionali comunali e regionali per i nuovi imprenditori o per le
società nate dal 2008 ad oggi.
Avviare una nuova attività imprenditoriale è complesso: i neo
imprenditori che hanno la business
idea mancano frequentemente dei capitali necessari per farla nascere e svilupparla ma anche competenze economiche e manageriali per renderla appetibile e competitiva sul mercato di
destinazione nonché di quelle legali
per tutelarla mediante brevetti.
Si è così ritenuto opportuno, al fine di
permettere di implementare le idee in
modo efficiente, di creare un team
di professionisti per supportare i
neo imprenditori mediante un
servizio funzionale e completo,
a un costo accessibile, nella definizione del mercato di riferimento e delle
modalità migliori per accedervi, nel
rapporto con gli enti pubblici e con gli
istituti di credito, nella partecipazione
alle associazioni di categoria, nella
tutela della proprietà intellettuale insita
nei loro ricavati, così da renderli più
competitivi e più incisivi nel garantire
alla loro attività una buona riuscita.
1
Decreto legge 6 luglio 2011, n. 98
Marco De Paolis ha
conseguito la laurea in
Giurisprudenza nel 2004.
Ha specifiche competenze
che interessano maggiormente l’attività d’impresa
(contrattualistica nazionale
e internazionale, diritto societario, diritto
dei brevetti, dei marchi e dei segreti industriali, diritto tributario). La sua attività
comprende assistenza alle pratiche di
protezione delle invenzioni e dei progetti
di ricerca, e la cura delle operazioni di
costituzione e sviluppo di un’impresa (cd.
start up), in cui sono richieste l’analisi di
questioni finanziarie e giuridiche.
GLI
ALTRI TEMI
▲
IL MEGLIO DI
METROLOGIA & QUALITÀ
Giovanna Zappa, Claudia Zoani
Nanometrologia
per la caratterizzazione di nanoparticelle
NANOMETROLOGY FOR NANOPARTICLE CHARACTERIZATION
In this work we report a review of Reference Materials and methods for
dimensional, chemical, physico-chemical and toxicological characterization
of nanoparticles (NPs), particularly referring to main needs arising from
application and development of regulations for health and safety. We
underline main metrological issues and we report about ENEA activities on
chemical and toxicological characterization of NPs.
RIASSUNTO
Il presente lavoro prende in rassegna i Materiali di Riferimento (RM) e i principali metodi di analisi sviluppati per la caratterizzazione dimensionale,
chimica, chimico-fisica e tossicologica di nanoparticelle (NP), con particolare riguardo alle necessità connesse all’applicazione e allo sviluppo della
normativa per la sicurezza e la salute. Vengono poi evidenziate le principali problematiche metrologiche in questo settore e brevemente descritte le
attività portate avanti da ENEA per la realizzazione di nuovi RM e la caratterizzazione chimica e tossicologica di NP.
INTRODUZIONE
Nella scala “nano” le proprietà delle
sostanze e i fenomeni che si verificano dalla loro interazione con le radiazioni e la materia sono così peculiari
che l’applicazione delle conoscenze
scientifiche e delle tecnologie hanno
richiesto quasi sempre nuovi studi e
valutazioni, quasi si trattasse di un’altra realtà, da indagare daccapo.
Sono nate così le nanotecnologie e
tutte le nanoscienze, tra cui la nanometrologia. Il problema delle misure
nella scala nano è particolarmente
pressante e può essere inquadrato
nella problematica più generale di
“standardizzazione” in questo settore, ossia nella necessità di uniformare
il linguaggio, le specifiche tecniche, i
metodi di analisi, i criteri di scelta e
utilizzo dei Materiali di Riferimento,
ecc.. Le necessità di misura per questo
settore sono estremamente diversificate (dimensioni, forma, volume, densità, massa, area superficiale, porosità,
composizione chimica e speciazione,
individuazione di gruppi funzionali,
studio delle superfici, carica superfi-
ciale, stato di agglomerazione/aggregazione, reattività,
tossicità) e sono connesse alla produzione di nanomateriali e
applicazione di nanotecnologie, alle attività di monitoraggio
ambientale e di valutazione dell’esposizione negli ambienti
di vita e di lavoro,
alla sicurezza alimentare, alla conduzione
di studi e ricerche di
tossicologia, eziologia ed epidemiologia.
re la comunicazione e la comprensione tra le parti uniformando linguaggi,
metodologie di analisi, specifiche tecniche, criteri di valutazione dei metodi e dell’affidabilità dei risultati. In
Tab. 1 si riportano le Commissioni
Tecniche impegnate nella standardizzazione per la scala “nano”.
La Commissione Tecnica ISO TC24 è
stata istituita nel 1947 e ha attualmente in vigore 53 norme tecniche
che, sebbene non siano state specificatamente prodotte per la scala “nano”, affrontano approfonditamente le
problematiche di campionamento, misura e rappresentazione dei risultati
legate alla determinazione delle di-
Tabella 1 – Commissioni tecniche per la standardizzazione
nella scala “nano”
LA STANDARDIZZAZIONE
PER LA SCALA “NANO”
Il primo passo per consentire un rapido ed efficace sviluppo della nanometrologia è la standardizzazione.
Considerando infatti la multidisciplinarietà e l’ampia diversificazione
delle applicazioni è necessario favori-
ENEA – Unità Tecnica Sviluppo
Sostenibile e Innovazione del Sistema
Agroindustriale (UTAGRI)
C.R. Casaccia, Roma
giovanna.zappa@enea.it
claudia.zoani@enea.it
T_M
N.
3/11 ƒ 189
N. 03ƒ
;2011
TERMINOLOGIA, DEFINIZIONI
E CLASSIFICAZIONI
La Commissione ISO TC229 “Nanotechnologies” ha prodotto le norme
ISO/TS 27687:2008 Terminology
and definitions for nano-objects.
Nanoparticle, nanofibre and nanoplate, e ISO/TS 80004 Vocabulary,
che è composta di 8 parti delle quali
solo 2 pubblicate: Part 1 – Core
terms; Part 3 – Carbon nano-objects.
Per i termini e le definizioni riguardanti nano-oggetti, nanoparticelle,
nanofibre e nanolastre si sta procedendo alla revisione della norma
ISO/TS 27687:2008, che verrà
pubblicata come parte 2. La norma
ISO/TS 27687:2008 è stata recepita dal CEN TC352 “Nanotechnolo-
gies” come CEN ISO/TS 27687:
2009 e dalla Commissione UNI
“Nanotecnologie” come UNI CEN
ISO/TS 27687:2010 Terminologia e
definizioni relative a nano-oggetti.
Nanoparticelle, nanofibre e nanolastre. Questo documento specifica la
terminologia e le definizioni d’interesse per il settore e, al fine di porsi
come norma unitaria, comprende i
termini utilizzati sia nelle nanoscienze che nelle nanotecnologie [1,2],
oltre a nuovi termini coniati per consentire lo sviluppo di un sistema
gerarchico di definizioni razionale.
In Fig. 1 si riporta uno schema della
gerarchia dei principali termini utilizzati per definire i nanomateriali
[3,4,5]. Tutte le definizioni si basano sul concetto di nanoscala, definita come la “gamma di dimensioni
da approssimativamente 1 nm a
100 nm” [3].
▲
mensioni delle particelle, della distribuzione granulometrica e della porosità.
La Commissione Tecnica ISO TC229
è invece di recente istituzione e
affronta in maniera trasversale tutte le
problematiche di standardizzazione
derivanti dalla produzione e utilizzo
di nanomateriali, applicazione e sviluppo di nanotecnologie e analisi di
rischio per il settore delle nanotecnologie. Ha prodotto – tra il 2008 e il
2010 – 11 norme tecniche, delle
quali: 5 riguardano terminologia, definizioni e classificazione, condizioni
di lavoro; 2 i test di tossicità per inalazione; 2 la caratterizzazione dei
nanotubi di carbonio; 1 le pratiche
comportamentali negli ambienti di lavoro; 1 i test in vitro per la rilevazione di endotossine.
Per gli aspetti di standardizzazione
nelle misure di caratterizzazione del
particolato, è necessario prendere in
considerazione anche la Commissione Tecnica ISO TC146. A parte
alcune norme di carattere generale
prodotte dalla SC4 (su termini, unità
di misura, incertezza di misura, adeguatezza dei metodi, rappresentazione dei dati), possono essere d’interesse tutte le norme riguardanti la caratterizzazione del particolato in atmosfera (indoor e outdoor) e delle emissioni.
GLI
ALTRI TEMI
Tabella 2 – Principali tecniche
per la caratterizzazione di nanoparticelle
nella caratterizzazione delle NP è
collegata alla difficoltà di definire il
misurando. Un tipico esempio di
questa problematica è la misura
delle dimensioni delle particelle (su
cui si basa tutta la normativa per la
sicurezza degli ambienti di vita e di
lavoro), in quanto le NP hanno il più
delle volte forme irregolari che non
consentono la determinazione della
METODI DI ANALISI
loro dimensione attraverso la misura
PER LA CARATTERIZZAZIONE
del diametro, come comunemente
DI NANOPARTICELLE
avviene per le particelle di forma
Le necessità di misura per questo set- sferica. Le tecniche di analisi d’imtore sono estremamente diversificate e magine possono inoltre essere inpertanto sono stati sviluppati una fluenzate dalla disposizione delle
grande varietà di metodi per la deter- particelle nello spazio, e in ogni caminazione di molti parametri. In Tab. 2 so è necessario considerare i fenosi riportano le principali tecniche meni di aggregazione e agglomeraimpiegate per la caratterizzazione di zione.
nanoparticelle (NP) e la valutazione L’ISO TC24 ha prodotto, oltre a
del rischio ambientale e tossicologico norme riguardanti il campionamento
e la preparazione dei campioni
[6,7,8].
La prima problematica metrologica (ISO 1448, 14887), numerosi metodi di riferimento
(Tab. 3).
L’ISO TC229 ha
prodotto metodi di
riferimento per la
prova di rilevazione
di endotossine su
campioni di nanomateriali per sistemi in
vitro Prova Lymulus
Amebociyte LysateLAL (ISO 29701), e
per la caratterizzazione di singlewall carbon nanotuFigura 1 – Gerarchia dei termini utilizzati per definire
bes using near ini nanomateriali [1,2,3]
frared photolumine-
T_M ƒ 191
N. 03ƒ
;2011
scence spectroscopy (ISO/TS10867).
Infine la ISO TC146 ha prodotto
diverse norme per la caratterizzazione del particolato, che riguardano il
campionamento, la definizione delle
frazioni granulometriche in relazione
agli effetti sanitari, la quantificazione in massa del particolato totale o
di specifiche frazioni, la caratterizzazione chimica, la determinazione
di asbesto o di fibre inorganiche in
generale e la determinazione di
muffe. È disponibile inoltre una norma specifica per la caratterizzazione e la valutazione dell’esposizione
per via aerea ad aerosol ultrafine,
nanoparticolato e nanostrutturato negli ambienti di lavoro.
MATERIALI DI RIFERIMENTO
PER LA CARATTERIZZAZIONE
DI NANOPARTICELLE
La dimensione “nano” comporta notevoli problematiche di metrologia
applicata soprattutto per le misure
chimiche e biologiche, in quanto gli
apparati di misurazione e le metodologie, essendo stati sviluppati e provati su scale di diverso ordine di
grandezza, non sono sempre direttamente trasferibili alla scala nano. Da
ciò deriva la necessità di disporre di
specifici Materiali di Riferimento
(RM) da impiegare per le misure di
dimensione e forma delle particelle,
composizione chimica, tossicità e
genotossicità.
Specificatamente per la caratterizzazione del particolato atmosferico sono
disponibili diversi RM in forma di polveri certificate per composizione chi-
mica e/o presenza di sostanze tossiche (per lo più metalli pesanti) in tracce. Accanto a un’ampia disponibilità
di fly ash, sono prodotti RM da impiegare per la caratterizzazione del particolato urbano e delle emissioni del
traffico veicolare (prevalentemente da
motori diesel) o d‘impianti di combustione e RM di fumi di saldatura, polveri non ferrose, metalli tossici e silice
cristallina per la valutazione dell’esposizione negli ambienti di lavoro
[9]. Sono anche disponibili alcuni RM
certificati per composizione chimica
e/o contenuto di sostanze tossiche
che veicolano contemporaneamente
informazioni sulla risposta ai più comuni test di tossicità; in particolare il
NIST produce SRM-1975, SRM-2975
e SRM-1650b, che, oltre ai valori certificati di concentrazione di IPA, forniscono anche valori di riferimento o
d’informazione riguardo alla dimensione delle particelle, all’area superficiale specifica, alla massa estraibile,
alla massa residua e alla mutagenicità.
Esaminando la produzione attuale di
RM, si evidenzia che il NIST è uno
dei principali produttori per questo
specifico settore [10], con diversi RM
disponibili o d’imminente rilascio o
in sviluppo. Di particolare interesse
risultano quegli RM certificati per
composizione chimica e/o contenuto
di sostanze tossiche che veicolano
contemporaneamente informazioni
sulla risposta ai più comuni test di
tossicità da impiegare in ricerche
pre-cliniche e biomediche o per lo
sviluppo e la valutazione di test in
vitro per la valutazione della risposta
biologica (citotossicità, emolisi) dei
nanomateriali (RM 8011, 8012,
8013 – Gold nanoparticles). Da sottolineare anche lo studio di fattibilità
del NRC-CRM per la preparazione
di un RM single-wall carbon nanotubes [11].
In Europa i principali produttori di
RM per questo settore sono BAM e
IRMM. IRMM, in particolare, ha prodotto un nuovo RM di silice in corso
di certificazione per le dimensioni
(~40 nm) e il primo CRM di NP di
origine industriale (ERM-FD100 –
Silica Nanoparticles). Il BAM ha
recentemente realizzato – in coope-
▲
Tabella 3 – Metodi per la caratterizzazione
di nanoparticelle – norme ISO TC24
GLI
ALTRI TEMI
razione con l’ISO TC229 – un database che raccoglie i principali RM in
nanoscala prodotti nel mondo da
diversi istituti (NIST, BAM, IRMM,
NMIJ, AQSIQ, KRISS), classificati
per le diverse caratteristiche e parametri di misura
[www.nano-refmat.bam.de/en].
Le principali problematiche nella
realizzazione di RM per la caratterizzazione di NP risiedono nella
natura termodinamicamente instabile e nell’estrema dipendenza della
loro stabilità ai fattori ambientali,
che ne pregiudicano grandemente
la shelf life. Le maggiori necessità in
questo settore riguardano i nanomateriali da impiegare per gli studi tossicologici, che necessitano di RM
stabili e omogenei e ben caratterizzati dal punto di vista chimico e chimico-fisico per condurre i test di tossicità e gli studi interlaboratorio sui
diversi nanomateriali in circolazione
e sulle diverse frazioni del particolato atmosferico [12].
Attività ENEA
L’esperienza ENEA in questo settore
ha riguardato lo sviluppo di metodologie per la raccolta separata delle
diverse frazioni del particolato emesso da motori diesel e per la loro
successiva caratterizzazione chimica, chimico-fisica e tossicologica,
studiando in particolare la possibilità di effettuare determinazioni, in
serie o in parallelo, sullo stesso campione individuale, al fine di rendere
maggiormente efficaci le ipotesi di
correlazione tra composizione chimica e genotossicità [13]. Per quanto riguarda i RM, ENEA ha inoltre
effettuato uno studio di fattibilità per
la preparazione di un RM di toner,
in cui è stata valutata la possibilità
di produrre RM in forma di pasticche monouso e di certificare la polvere di toner per caratteristiche morfologiche e composizione chimica
(con particolare riguardo agli elementi e ai composti che possono
produrre effetti tossici per la salute
umana) e di fornire parallelamente
valori di riferimento e d’informazione per la genotossicità e la vitalità
cellulare [14,15].
T_M ƒ 193
N. 03ƒ
; 2011
RIFERIMENTI BIBLIOGRAFICI
[1] ASTM, E 2456-06. Terminology
for Nanotechnology
[2] BS PAS 71:2005. Vocabulary –
Nanoparticles
[3] UNI – Commissione “Nanotecnologie”. UNI CEN ISO/TS 27687:
2010 Terminologia e definizioni relative a nano-oggetti. Nanoparticelle,
nanofibre e nanolastre
[4] M. Stintz. General aspects of particle sizing. EU Co-Nanomet Workshop “Instruments, standard methods
and reference materials for traceable
nanoparticle characterization”, Nuremberg, Germany, 28-29 April
2010
[5] G. Lovestam et al. Considerations
on a Definition of Nanomaterial for
Regulatory Purposes. JRC Reference
Reports – EUR 24403 EN, 2010
[6] M. Hassellöv et al. Nanoparticle
analysis and characterization methodology in environmental risk assessment of engineered nanoparticles.
Ecotoxicology 2008. Vol.17, p. 344361
[7] K. Tiede et al. Detection and characterization of engineered nanoparticles in food and the environment – a
review. Food Additives and Contaminants 2008, Vol. 25, p. 1-27
[8] M. Hassellöv, R. Kaegi. Analysis
and Characterization of Manufactured Nanoparticles in Aquatic Environments. In: Nanoscience and Nanotechnology:
Environmental
and
human health implications. (Eds. Lead
J.R. and Smith E.) Wiley 2009, p.
211-266
[9] G. Zappa et al. Metrologia applicata alla quantificazione e qualificazione del particolato atmosferico. VI
Congresso “Metrologia & Qualità”,
Torino, 7-9 Aprile 2009
[10] V. Kackley. Experiences in the
Development of Nanoparticle Reference Materials at NIST. EU Co-Nanomet
Workshop “Instruments, standard methods and reference materials for traceable nanoparticle characterization”, Nuremberg, Germany, 28-29
April 2010
[11] J. McLaren. Certified Reference
Materials for environmental measurement – Think globally, act locally. The
Future of Reference Materials – Science and Innovation. November 23-25
2010, Geel, Belgium
[12] M. Hassellöv. Reference Material
needs to support nanometrology and
risk assessment of engineered nanoparticles. The Future of Reference
Materials – Science and Innovation.
November 23-25 2010, Geel, Belgium
[13] G. Zappa et al. Progetto di attività di ricerca ISPESL 02/B/DIL/05.
Nanoparticelle prodotte nei processi
di combustione: caratterizzazione chimica e valutazione della genotossicità. 8/06/2008
[14] L. Mosiello et al. Toxicity of Toner
Nanoparticles on RT112 Cell Cultures. 9th Nanotechnology Conference
IEEE NANO 2009, Genoa (Italy), July
26-30 2009
[15] G. Zappa et al. Feasibility study
for the development of a toner-Reference Material. Measurement 42
(2009), pp. 1491-1496.
Giovanna Zappa –
Responsabile del Coordinamento “Qualità dei Test
Chimici e Biologici”
ENEA-UTAGRI. Membro
di commissioni tecniche e
comitati consultivi nazionali ed internazionali per la metrologia
e la standardizzazione, la sicurezza
alimentare e la salute dei consumatori.
Svolge attività di ricerca e di docenza e
formazione universitaria e post-universitaria.
Claudia Zoani –Dottore di Ricerca in Chimica
Analitica (La Qualità
delle Misure Chimiche
per la Sicurezza Alimentare e negli Ambienti di
Vita e di Lavoro). Assegnista di Ricerca ENEA. Svolge attività
di ricerca sullo sviluppo di metodi e
materiali di riferimento per le misure chimiche e biologiche.
GLI
ALTRI TEMI
▲
SENSORI
Emilio Sardini, Mauro Serpelloni
Un sensore autonomo
per misure di forza
in protesi del ginocchio
za di contatto tibio-femorale possono dare una precisa conoscenza del
movimento articolare e delle condizioni di carico a cui le articolazioni
umane sono soggette durante le attività quotidiane. In questi anni si
nota un crescente interesse riguardante lo studio del comportamento
meccanico del ginocchio umano,
atto a quantificare le forze trasmesse tra il femore e la tibia [1-3].
All’Università di Brescia, da alcuni
anni, si sta sviluppando un sensore
autonomo che esegue misure di
forza in protesi totali al ginocchio, e
trasmette in modo wireless i dati diRIASSUNTO
rettamente a un’unità di lettura esterIl monitoraggio in vivo delle forze cui sono soggette le protesi del ginocna senza l’ausilio di batterie. Il sistechio dopo un intervento di artroplastica totale permette di ottenere informa di misura autonomo è inserito ermazioni relative al movimento articolare e alle condizioni di carico utili
meticamente nell’inserto in polietiper la terapia postoperatoria. Il sensore autonomo progettato è in grado
lene, evitando in questo modo i prodi eseguire la misura di forza all’interno del corpo umano e di trasmetblemi di biocompatibilità e di modite i dati raccolti in modo wireless direttamente dall’interno dell’impianto
fiche di forma e dimensione dell’ima un’unità di lettura esterna alla gamba operata. Il sensore è completapianto tradizionale. Nel sensore aumente autonomo ed è inserito ermeticamente nell’inserto in polietilene.
tonomo progettato, le batterie sono
Le batterie sono completamente eliminate: il sistema “raccoglie” l’enerstate eliminate: utilizzando una bogia da un campo magnetico applicato dall’esterno utilizzando una bobibina all’interno dell’impianto, il senna in miniatura posta all’interno dell’impianto. I dati di misura ottenibili
sore autonomo “raccoglie” energia
dal sensore progettato possono fornire utili informazioni per nuovi proda un campo magnetico applicato
getti, tecniche e implementazioni di protesi articolari all’interno del
dall’esterno. La stessa bobina è
corpo umano. Infatti, le forze trasmesse attraverso l’articolazione del
utilizzata anche per la comunicazioginocchio durante le normali attività umane come camminare, correre o
ne dei dati all’unità di lettura, evisalire, possono essere misurate direttamente in-vivo all’interno del corpo
tando quindi l’utilizzo di un’altra
umano. Inoltre, il dispositivo può essere utilizzato per migliorare la proantenna. In [3] è riportata la descrigettazione, affinare la strumentazione chirurgica e come ausilio per la
zione più accurata del sensore autoterapia post-operatoria.
nomo e i risultati preliminari che ne
dimostrano il funzionamento durante
le operazioni di misurazione, salvaSENSORE AUTONOMO
misura all’interno del corpo umano taggio dei dati e comunicazione
evitando così il rischio d’infezioni o wireless.
I sensori autonomi sono dispositivi danni alla pelle, poiché non richieche eseguono autonomamente le dono collegamenti transcutanei. Posfunzioni di misura, elaborazione e sono quindi rappresentare una valitrasmissione delle informazioni; da soluzione in molti campi della
sono infatti caratterizzati da un’ali- medicina.
mentazione indipendente, che li ren- Nella scienza ortopedica, per esemde autonomi da batterie o collega- pio, durante un’operazione chirurgi- Dip. Ingegneria dell’Informazione,
menti cablati. Possono essere effica- ca di artroplastica totale del ginoc- Università di Brescia
cemente utilizzati in applicazioni di chio, dispositivi di misura della for- mauro.serpelloni@ing.unibs.it
AN AUTONOMOUS SENSOR FOR FORCE MEASUREMENTS
IN HUMAN KNEE IMPLANTS
In-vivo monitoring of human knee implants after total arthroplasty
increases information concerning articular motion and load conditions.
The autonomous sensor proposed performs force measurements in a protected environment, and wirelessly transmits data from the implant to an
external readout unit. The sensor is fully contained in the polyethylene
insert. Batteries are eliminated; the system obtains energy from an external magnetic field, using a miniature coil inside the implant. Forces transmitted across the knee joint during normal human activities such as walking, running or climbing can be directly measured. Furthermore, the
device can be used to improve design, refine surgical instrumentation,
guide post-operative physical therapy and detect human activities that
can overload the implant.
T_M
N.
3/11 ƒ 195
N. 03ƒ
;2011
▲
GLI
ALTRI TEMI
DESCRIZIONE DEL SISTEMA
per evitare accoppiamenti
esterni. Quando è applicata
La Fig. 1 mostra sul lato destro una una forza sulla componente
protesi di ginocchio umano composta femorale, la forza è trasmesda un inserto in UHMWPE (Ultra High sa all’inserto in polietilene,
Molecular Weight Polyethylene), una generando una deformaziocomponente femorale e una compo- ne dell’inserto stesso. Quenente tibiale, entrambe in titanio. Sul sta deformazione determina
lato sinistro, la Fig. 1 mostra una una variazione della distanFigura 2 – Schema a blocchi del sensore autonomo impiansezione interna dell’inserto in polieti- za tra il magnetoresistore e tabile all’interno della protesi e dell’unità di lettura esterna
lene, in cui il sensore autonomo è il magnete permanente,
alloggiato, mentre in basso a sinistra modificando così il campo
è visibile la scheda elettronica con i magnetico accoppiato con l’area sen- per la gestione delle operazioni di
magnetoresistori. Il sistema autonomo sibile del magnetoresistore. Dunque la ricezione ed elaborazione dei dati.
è schematicamente composto da tre forza applicata alla struttura produce L’unità di lettura è collegata a un alitrasduttori di forza magnetoresistiva e una variazione di resistenza in uscita mentatore esterno; un campo elettroda una elettronica a bassa potenza dal sensore.
magnetico è generato dall’unità di letper il condizionamento e la comuni- Tre magnetoresistori sono inseriti nel- tura e utilizzato dal sensore autonomo
cazione RF. L’elettronica, l’antenna e i l’inserto in polietilene, come mostrato per la trasmissione dei dati e come
sensori sono contenuti all’interno del- nella Fig. 1. Il loro posizionamento è fonte di alimentazione. Il vantaggio di
l’inserto in polietilene, che può essere stato scelto considerando la particola- trasmettere un campo elettromagnetichiuso ermeticamente con tecniche di re forma geometrica della protesi: co a frequenza relativamente bassa è
saldatura laser.
due sensori sono posti nelle aree di dato dalla possibilità di trasferire in
contatto dei due modo più efficace i dati e l’energia atcondili femorali, traverso il corpo umano. Per una futuattraverso cui si ra fase di misurazioni in vivo, si è
comunicano le pensato di utilizzare una bobina esterforze, e un terzo na attorno alla gamba del paziente e
è stato collocato fissata con un tutore elastico.
nella parte cen- La relazione tra la forza applicata altrale,
equidi- l’inserto e la deformazione della strutstante ai due tura misurata dai magnetoresistori è
condili.
stata valutata sperimentalmente. A tal
In Fig. 2 è fine, è stato predisposto un sistema
mostrato il dia- per la caratterizzazione dei magnetogramma a bloc- resistori al variare delle forze applicachi del sensore te alla struttura. È stata utilizzata una
autonomo e del- macchina (Instron 8501) per l’applil’unità di lettura. cazione del carico sulla protesi; il conIl sensore auto- trollo è ottenuto utilizzando il software
Figura 1 – Configurazione schematica di un impianto protesico tipico
nomo è schema- LabVIEW e un hardware specifico
di ginocchio umano e immagini del sensore autonomo realizzato
ticamente com- (Instron 8800). Tramite una struttura
posto da tre meccanica costruita ad hoc, le forze
Il trasduttore di forza è costituito da un magnetoresistori, R_left, R_central, sono state applicate al componente
magnetoresistore e da un magnete R_right (RL, RC, RR), da un microcon- femorale che agisce a sua volta sulpermanente. Il magnetoresistore è trollore a basso consumo e da un tra- l’inserto in polietilene (Fig. 1). Il confabbricato con materiale magnetoresi- smettitore. Il microcontrollore a basso trollo di forza e la misura della variastivo drogato con stagno e depositato consumo è il 9S08QB8, commercia- zione della distanza sono stati ottenutramite tecnologia a film sottile su sub- lizzato da Freescale, che include un ti utilizzando una cella di carico e un
strato in allumina (Ashai Kasei Corpo- ADC a 12 bit, e una memoria flash di LVDT integrato nella Instron. Sono stati
ration). I magneti permanenti sono in 128 kB. Il trasmettitore (U3280M) è effettuati due diversi studi sperimentaSm2Co17 (samario-cobalto) di dia- prodotto da Atmel, la sua frequenza li: il primo simula il carico sull’impianmetro 4 mm e lunghezza di 3 mm. di lavoro è di 125 kHz. L’unità di let- to causato da una pesante attività fisiDue strisce di materiale con elevata tura è composta da un ricevitore ca come il salto, mentre il secondo
permeabilità magnetica relativa (lega (U2270B) prodotto da Atmel. Il rice- simula una normale deambulazione.
Ni-Fe-Mo) indirizzano il campo ma- trasmettitore è collegato a un micro- Nel primo caso si presume che le
gnetico lungo un percorso predefinito controllore (Freescale 9S08AW60) forze applicate possano variare nel
T_M ƒ 197
N. 03ƒ
; 2011
▲
GLI
ALTRI TEMI
range 0 – 3000 N. Il secondo caso,
invece, è stato predisposto applicando una forza con una componente
statica di 800 N e una componente
sinusoidale di ampiezza 200 N. La
Fig. 3 mostra i dati ottenuti: come
mostrato in Fig. 3 (b), il magnetoresistore centrale è meno dipendente
dalle forze applicate come previsto,
perché la parte centrale dell’inserto
non è a diretto contatto con la componente femorale (Fig. 1). Dai dati
riportati in Fig. 3 (a) e da quelli ottenuti dalla resistenza R_right della
Fig. 3 (b), è stata calcolata una relazione tra le variazioni di forza e la
variazione di resistenza. Utilizzando
il setup sperimentale, il sistema è stato
testato applicando ortogonalmente
forze statiche fino a 3 kN, valore che
rappresenta circa tre volte il carico massimo di un paziente medio. In Fig. 4
sono riportate le forze generate dalla
Instron e misurate tramite la cella di
carico, e le forze misurate dal sensore
autonomo. Si nota una buona corrispondenza dei valori e una minima
variabilità dei risultati.
aiuto nella terapia riabilitativa di pazienti
con protesi totale del ginocchio.
BIBLIOGRAFIA
1. P. Westerhoff, F. Graichen, A. Bender, A. Rohlmann, G. Bergmann, An inFigura 4 – Valori di forza calcolati dal sensore autonomo
strumented ime confrontati con i valori di forza misurati tramite cella di carico
plant for in-vivo
measurement of
contact forces
vo di come possano essere svilup- and contact moments in the shoulder
pati sistemi autonomi all’interno del joint, Medical Engineering & Physics
corpo umano. I risultati sperimenta- 31 (2009) 207-213.
li hanno infatti dimostrato che il 2. K.M. Varadarajan, A.L. Moynisensore può rappresentare un vali- han, D. D’Lima, C.W. Colwell, G. Li,
do sistema di misura di forza in In-vivo contact kinematics and conprotesi articolari al ginocchio. Il di- tact forces of the knee after total
spositivo progettato ha la caratteri- knee arthroplasty during dynamic
stica di essere completamente auto- weight-bearing activities, Journal of
nomo, le batterie sono state elimi- Biomechanics 41 (2008) 2159nate e sostituite da una alimenta- 2168.
zione realizzata tramite accoppia- 3. D. Crescini, E. Sardini, M. Sermento induttivo. Il sensore autono- pelloni, Design and test of an automo potrebbe portare a un migliora- nomous sensor for force measuremento per quanto riguarda lo stu- ments in human knee implants, Sendio della funzione motoria del siste- sors and Actuators A, Vol. 166,
ma protesico e rappresentare un No. 1, pp. 1-8 (2011).
Emilio Sardini si è laureato nel 1983 in Ingegneria Elettronica presso
il Politecnico di Milano.
Dal 1984 svolge attività
di ricerca e didattica
presso il Dipartimento di
Ingegneria dell’Informazione dell’Università degli Studi di Brescia. Dal
01/11/2006 è professore ordinario di
Figura 3 – Prove dinamiche realizzate:
(a) andamenti delle forze
Misure Elettriche ed Elettroniche. È il
e delle variazioni di distanza,
coordinatore del Dottorato di ricerca in
(b) andamenti delle variazioni
Technology for Health e membro del
di resistenza dei sensori
Collegio di dottorato in Meccatronica
presso l’Università di Bergamo. AttualIl sensore autonomo proposto per mente è vice Preside della Facoltà di
misure di forza in protesi totali al Ingegneria dell’Università degli Studi di
ginocchio è un esempio significati- Brescia.
T_M ƒ 198
Mauro Serpelloni ha
ricevuto la Laurea con
lode in Ingegneria Gestionale presso l’Università di Brescia nel 2003.
Nel 2007 ha ottenuto il
Dottorato di Ricerca in
Strumentazione Elettronica. Attualmente
è ricercatore in Misure Elettriche ed Elettroniche presso la Facoltà di Ingegneria
dell’Università degli Studi di Brescia. I
suoi interessi di ricerca comprendono la
progettazione e caratterizzazione di
sistemi di misura per applicazioni industriali e mediche.
GLI
ALTRI TEMI
▲
METROLOGIA FONDAMENTALE
C. Clivati1,2, D. Calonico1, F. Levi1, A. Mura1, G.A. Costanzo2, A. Godone1
Confronti remoti
di frequenze campione
tramite link in fibra ottica
OPTICAL FIBER LINK
We describe LinkO, an experimental set up at the Italian National Metrological Laboratory (I.N.Ri.M.), Torino, in cooperation with the Politecnico di
Torino with the aim to perform the frequency dissemination on optical fibers
of ultrastable frequency signals at a European scale. This system allows the
frequency comparisons of optical clocks at the relative level of some parts
in 1015 with a 1 s integration time, overcoming the capabilities of the satellite based techniques. Up to now the relative stability of the optical link is at
the level of 2x10-15 on a prototype system based on 50-km fiber spools
inside the lab.
RIASSUNTO
Di seguito si descrive l’esperimento LinkO dell’Istituto Nazionale di Ricerca
Metrologica (I.N.Ri.M.) di Torino, sviluppato in collaborazione col Politecnico di Torino. L’esperimento è volto a realizzare una struttura in fibra ottica per il trasferimento e la disseminazione di segnali ultrastabili di frequenza su scala europea. Il sistema in oggetto consente il confronto remoto di orologi ottici al livello relativo di alcune parti in 1015 su tempi di misura di 1s, migliore di almeno un ordine di grandezza rispetto alle tecniche
di confronto satellitare abitualmente utilizzate. A oggi, la stabilità relativa
del link a 1 s di tempo di misura è infatti al livello di 2x10-15, ottenuta per
mezzo di un primo prototipo sperimentale che utilizza bobine di fibra ottica di 50 km poste all’interno del laboratorio.
INTRODUZIONE
Svariate applicazioni scientifiche e
tecnologiche richiedono accurati riferimenti di tempo e frequenza, in particolare in aree come le telecomunicazioni (velocità/capacità di trasmissione dati) o la navigazione satellitare
(GPS, Galileo) e ovviamente la fisica
fondamentale. Pertanto ogni miglioramento nella realizzazione e nella disseminazione di frequenze campione
ha un impatto a largo spettro sull’innovazione scientifica e tecnologica.
Inoltre si tenga presente che la disponibilità remota di sorgenti ottiche campione rende disponibile, seppur indirettamente, campioni di lunghezza
con accuratezze inimmaginabili fino
a pochi anni fa.
Gli orologi ottici di nuova generazione, basati sulle transizioni di atomi
neutri, quali Yb o Sr, e di ioni hanno
ampiamente dimostrato la capacità di
scendere sotto la soglia di accuratezza raggiungibile mediante i migliori
campioni primari a fontana di cesio,
operanti nella regione delle microonde. Per esempio l’accuratezza dei
due campioni primari operanti all’I.N.Ri.M. è dell’ordine di alcune
parti in 1016, mentre i migliori campioni ottici in attività dichiarano valori inferiori di almeno un ordine di
grandezza [1]. Le caratteristiche dei
campioni ottici di nuova generazione
hanno posto alla comunità scientifica
internazionale un pesante quesito:
quali metodi saranno utilizzati in futuro per il confronto di frequenza fra i
laboratori metrologici internazionali?
In effetti, ad oggi, lo stato dell’arte riguardo alla sincronizzazione remota
di segnali di frequenze campione è costituito dai metodi satellitari a due vie
(in particolare il Two Way Satellite
Time and Frequency Transfer-TWSTFT)
con i quali è possibile ottenere confronti a livello di 4x10-16 dopo oltre 20
giorni di misura.
La necessità di sviluppo di nuovi metodi di sincronizzazione e confronto
remoto che raggiungano adeguati
risultati in termini d’incertezza è stato
riconosciuto quale obiettivo primario
ai più alti livelli metrologici internazionali: il solo metodo finora in grado
di raggiungere gli obiettivi prefissati è
il link ottico di frequenza su fibra ottica.
Progetti pionieri hanno dimostrato
eccellenti risultati in Francia, U.S.A.,
Germania [2,3]. Lo sviluppo di network in fibra per il confronto di frequenza tra Istituti di Metrologia e
Laboratori di Spettroscopia atomica
sarà una priorità per gli Istituti Metrologici nel prossimo futuro, come già
riconosciuto dall’Associazione Europea degli Istituti Metrologici Nazionali (EURAMET) anche a seguito di concrete proposte per la costituzione di
network transnazionali basati su fibre
commerciali [4].
L’I.N.Ri.M. ha avviato di recente l’esperimento LinkO, finalizzato a realizzare la disseminazione di frequenza
basata sull’uso d’infrastrutture in fibra
ottica.
IL LINK OTTICO
Il sistema di link ottico è composto
principalmente da tre unità: una stazione laser trasmittente, l’infrastruttura
in fibra ottica e, infine, la stazione di
ricezione. Nella stazione trasmittente
1
I.N.Ri.M. – Divisione di Ottica, Torino
Politecnico di Torino
f.levi@inrim.it
2
T_M
N.
3/11 ƒ 199
si genera una radiazione laser ultrastabile, la cui frequenza è confrontata e quindi agganciata a quella di un
orologio atomico campione attraverso un pettine ottico di frequenza [5].
Successivamente la frequenza del
laser ultrastabile è inviata al laboratorio remoto mediante collegamento
in fibra.
Per ottenere il trasferimento di frequenze ottiche in fibra a distanza di
centinaia di km senza degradare il
livello di stabilità iniziale, è necessario compensare il rumore di fase
aggiunto dalla fibra stessa sulla portante ottica. A seguito di vibrazioni
meccaniche, variazioni di temperatura e pressione lungo il percorso compiuto dalla fibra, la portante ottica
subisce un aumento del rumore di
fase. Per ridurre gli effetti di tali contributi di rumore si utilizza un sistema
di compensazione basato sulla rifles-
T_M ƒ 200
N. 03ƒ
; 2011
▲
GLI
ALTRI TEMI
sione di parte del segnale ottico che
ha raggiunto il laboratorio di destinazione. Nel doppio passaggio in fibra
la radiazione accumula un rumore di
fase la cui entità è determinata confrontando il segnale rientrato in laboratorio con quello originario e, infine,
compensato intervenendo sulla frequenza della radiazione inviata.
Questo sistema di controllo permette
di compensare il rumore introdotto
dalla fibra ottica ottenendo, nella stazione di ricezione, frequenze ottiche
che riproducono la stabilità relativa
presente nel laboratorio metrologico.
Le richieste di stabilità sulla frequenza
della sorgente diventano tanto più
stringenti quanto maggiore è la distanza a cui si intende trasferire il segnale. Ciò è dovuto al fatto che il tempo di coerenza del laser, inversamente proporzionale alla sua larghezza
di riga, deve essere comunque sem-
pre superiore al tempo che intercorre
fra andata e ritorno del segnale lungo
la fibra. Pertanto, un passo fondamentale del progetto LinkO è la realizzazione della sorgente laser con
caratteristiche di larghezza di riga
molto spinte.
LA CAVITÀ ULTRASTABILE
La sorgente ottica utilizzata per il link
è un laser in fibra a 1542 nm con larghezza di riga di circa 10 kHz. Per
ottenere un ulteriore restringimento
della riga di emissione è necessario
effettuare una stabilizzazione della
frequenza del laser sul modo fondamentale di una cavità ottica di tipo
Fabry-Pérot (FP), mediante la tecnica
di modulazione del segnale incidente
sulla cavità (metodo di Pound-DreverHall [6]). Il segnale riflesso, rivelato
N. 03ƒ
;2011
Figura 1 – La cavità posizionata
sul sistema di supporto,
all’interno della struttura d’isolamento
cerca di renderla insensibile a esse
sospendendola su particolari punti,
detti di Airy, che permettono di ridurre al minimo l’influenza delle vibrazioni sismiche sulla lunghezza
dell’asse ottico [7]. Per verificare le
prestazioni ottenute, sono stati allestiti due sistemi indipendenti e si è
misurata la nota di battimento dei
due laser stabilizzati sulle rispettive
cavità. La larghezza di riga del battimento è di 30 Hz e la stabilità relativa è pari ad alcune parti in 1014
con tempi di misura di 1 s.
▲
da un fotodiodo e opportunamente
demodulato, è proporzionale allo
scostamento della frequenza della sorgente dal modo risonante. Questo
segnale di errore è utilizzato per
asservire la frequenza del laser alla
cavità FP.
Dal momento che una variazione
della lunghezza della cavità (10 cm)
si ripercuote come variazione di frequenza sul modo della cavità FP, per
raggiungere la stabilità relativa richiesta di 10-15 è necessario che le variazioni di lunghezza si mantengano al
di sotto di 10-16 m. Per questo la cavità è stata isolata termicamente e meccanicamente dall’ambiente esterno.
Inoltre la cavità è stata realizzata in
vetro ULE (Ultra Low Expansion) a bassissimo coefficiente relativo di espansione termica (α=3⋅10-8/K) ed è posta
all’interno di una camera da vuoto
(Fig. 1) dentro uno schermo in rame.
Questo duplice accorgimento è necessario per ottenere un elevato grado
d’isolamento termico riducendo a pochi mK le fluttuazioni termiche in assenza di controllo attivo di temperatura. Infine un sistema di controllo elettronico riduce le variazioni di temperatura al di sotto di 1 µK per tempi d’integrazione fino ad alcune decine di
secondi.
Oltre alle variazioni di temperatura
è necessario ridurre gli effetti del
rumore sismico sulla cavità. Questo
tipo d’isolamento è molto più critico
da ottenere e il problema è stato
risolto solo negli ultimi anni: poiché
non è possibile isolare completamente la cavità dalle vibrazioni, si
GLI
ALTRI TEMI
biettivo in futuro di estendere il link
su lunghezze maggiori. In Fig. 3 è
riportata la nota di battimento tra la
frequenza ottica del laser ultrastabile e la stessa frequenza ottica dopo
il passaggio in fibra: il mescolamento delle due frequenze è ottenuto sul
fotodiodo PD2 utilizzando una bobina di fibra di 25 km: nella figura è
riportato quando il sistema di compensazione del rumore è inattivo (in
nero) o attivo (in rosso).
Quando il controllo è attivo la stabilità relativa del link è pari ad alcune
IL SEGNALE OTTICO
La radiazione ottica a
1542 nm, stabilizzata in frequenza sulla cavità FP, è
destinata alla trasmissione
in fibra al laboratorio remoto dove costituisce un riferimento stabile, a condizione
che sia compensato il rumore che perturba la stabilità
della portante in seguito al
passaggio in fibra. Per ottenere la compensazione, nel
laboratorio di destinazione
parte della radiazione viene
riflessa e fatta interferire con
la radiazione emessa, seFigura 2 – Schema del link ottico. Il fotodiodo PD1
condo lo schema riportato in
rivela un segnale proporzionale al rumore da compensare;
Fig. 2.
sul fotodiodo PD2 viene confrontata la radiazione
Il segnale ottico, che ha comdella sorgente con quella che abbia percorso la fibra ottica
piuto un doppio passaggio
lungo la fibra che collega i
due laboratori, contiene l’informazio- parti in 1016 a 1 s di tempo di misura,
ne relativa al rumore di fase introdot- (Fig. 4) con link di 25 km. Ciò mette
to da variazioni di temperatura, pres- in evidenza come il contributo di
sione e vibrazioni ambientali che alte- rumore del link sia ridotto a valori trarano la lunghezza del cammino otti- scurabili rispetto al contributo della
co. Tramite confronto con il segnale sorgente ad alta stabilità.
ottico originario è possibile corregge- In futuro sarà possibile dedicarsi all’ere la frequenza inviata in fibra tramite stensione di questa tecnica su fibre
commerciali dedicate (dark fibers) e
un AOM pilotato da un VCO.
Per verificare le prestazioni raggiun- rendere disponibile un riferimento prite, si è confrontata la radiazione mario di frequenza ottica su scala
immessa nella bobina di fibra con nazionale.
quella trasmessa all’altro capo, simulando in tal modo il laboratorio
remoto. Per le misure effettuate fino- CONCLUSIONI
ra sono state utilizzate bobine di fibra ottica di 25 km e 50 km poste In questo articolo è stata descritta la
all’interno del laboratorio, con l’o- realizzazione di una sorgente laser
T_M ƒ 201
N. 03ƒ
; 2011
▲
GLI
ALTRI TEMI
BIBLIOGRAFIA
Figura 3 – Segnale di battimento ottenuto senza (in nero)
e con (in rosso) la compensazione del rumore
Figura 4 – Stabilità relativa del link ottico, in termini
di deviazione di Allan, ottenuta con bobine di fibra ottica
di 25 km e 50 km, ad anello aperto e chiuso, confrontata
con la stabilità relativa della sorgente ultrastabile realizzata
ultrastabile a lunghezza d’onda telecom e la realizzazione di un sistema
in fibra ottica per il trasferimento
remoto di segnali ultrastabili di frequenza. La stabilità relativa della sorgente è al livello relativo di 10-14 su
tempi di misura di 1 s. Questa sorgente, stabilizzata su cavità ultrastabile di nuova concezione, è stata utilizzata per realizzare un link ottico
all’interno del laboratorio su bobine
di fibra di alcune decine di km. La
stabilità relativa del link è di alcune
parti in 1017 e consente quindi il confronto remoto di sorgenti ultrastabili e
ultra accurate, come quelle utilizzate
nei campioni ottici di nuova generazione.
T_M ƒ 202
1. Roseband et al., “Frequency Ratio of Al+ and Hg+
Single-Ion Optical Clocks;
Metrology at the 17th Decimal Place”, Science 319,
1808, 2008
2. Kefelian et al., “High-resolution optical frequency dissemination on a telecommunications network with data traffic”, Opt. Lett. 34, 10, 2009.
3. Grosche et al., “Optical
frequency transfer via 146 km
fiber link with 10-19 relative
accuracy”, Opt. Lett. 34, 15,
2009.
4. Lopez et al., “Cascaded
multiplexed optical link on a
telecommunication network
for frequency dissemination”,
Optics
Express,
18,16,
2010.
5. Cundiff et al., “Colloquium: Femtosecond optical
frequency combs”, Rev.
Mod.Phys. 75, 325–342
(2003).
6. Black, An Introduction to
Pound-Drever-Hall laser frequency stabilization”, Am. J.
Phys. 69, 2001.
7. Chen et al.,”Vibration induced elastic deformation of
Fabry-Pérot cavities”, Phys.
Rev. A 74, 053801.
Filippo Levi è responsabile della linea Campioni
Atomici di Frequenza
della Divisione di Ottica
all’I.N.Ri.M. di Torino.
Dal 1995 sviluppa orologi atomici di nuova generazione, come le fontane atomiche al
Cesio o gli orologi compatti a vapori di
Cesio e Rubidio per applicazioni spaziali.
Alberto Mura ha ricevuto il titolo di Dottore di
Ricerca dal 2009, con
una tesi sulla misura della
costante di gravitazione
universale. Attualmente
lavora presso l’I.N.Ri.M.
alla realizzazione di un link in fibra che
permetta il trasporto coerente di una
portante ottica ultrastabile.
Cecilia Clivati si è laureata in Fisica delle Tecnologie Avanzate nel
2010. Sta svolgendo il
Dottorato di Ricerca in
Metrologia al Politecnico
di Torino e attività di
ricerca presso la Divisione Ottica dell’I.N.Ri.M., lavorando alla realizzazione di un link in fibra ottica a basso
rumore di fase che permetta il trasporto
coerente di una portante a 1550 nm.
Giovanni A. Costanzo è ricercatore presso il
Politecnico di Torino. Ha
lavorato alla realizzazione di campioni atomici a
fontana di Cs all’NMIJ
(Giappone), al NIST
(USA) e presso il Politecnico di Torino.
Dal 2006 collabora con l’I.N.Ri.M. allo
sviluppo di standard di frequenza a fontana di Cesio e ottici.
Davide Calonico è
Aldo Godone è responricercatore presso la
sabile del coordinamento
Divisione di Ottica deldelle attività scientifiche
l’I.N.Ri.M. di Torino. Si
all’I.N.Ri.M. di Torino. Ha
occupa della realizzadiretto l’attività di ricerca
zione dell’unità di tempo
della metrologia di tempo
e frequenza in Italia
e frequenza, con particomediante orologi atomici, di tecniche
di raffreddamento laser di specie ato- lare contributo alla realizzazione di oromiche e della misura di frequenze otti- logi atomici primari e compatti, con
atomi di Cesio, Magnesio e Rubidio.
che.
GLI
ALTRI TEMI
▲
MISURE PER IL SETTORE FERROVIARIO
Andrea Mariscotti, Paolo Pinceti
The Power Quality
of DC and AC Railways
spectral and temporal characterization
LA QUALITÀ DELLA POTENZA NELLE FERROVIE IN CC E CA
La misura e il monitoraggio della qualità di potenza su reti ferroviarie è un
problema complesso con numerosi condizionamenti pratici. È stato progettato e realizzato un sistema di misura digitale che effettua il monitoraggio
su diverse locomotive attraverso numerosi Paesi UE. Tra i vantaggi del sistema sono la facilità d’installazione e d’uso, e la robustezza. Vengono presentati risultati sullo spettro di tensione al pantografo, le sue proprietà statistiche e il comportamento nel tempo e nella frequenza e la sua relazione
con la corrente assorbita, riferiti alle reti svizzera AC 16,7 Hz e italiana DC
3 KV per illustrare i metodi di post-processing possibili e le caratteristiche
sostanziali delle reti esaminate.
SUMMARY
The measurement and monitoring of power quality on electric railway networks is a complex problem with several practical constraints. A digital
measurement system was designed and implemented to perform the
required task on-board of different locomotives across several EU countries.
Ease of installation and operation and robustness are the main requirements. The pantograph voltage spectrum, its statistical properties, and joint
time-frequency behavior and relationship with the absorbed current are
shown for the Swiss AC 16.7 Hz and Italian DC 3 kV networks to illustrate
the possible post-processing methods and the main characteristics of the
examined networks.
CHALLENGES RELATED TO
THE MONITORING OF POWER
QUALITY ON RAILWAYS
A railway network is quite an extended electrical supply system that comprises active elements (the Electric
Sub-Stations (ESSs) and the Rolling
Stock (RS)), by different manufacturers, with various architectures and different operating conditions), interconnected by the traction line (TL), that
represents a far from ideal propagation medium, with several connected
passive elements, such as autotransformers, booster transformers, impedance bonds, high voltage cables of
various lengths [1]. The active elements are the sources of disturbances,
located both at the characteristic harmonics of the specific supply system
(for DC systems, the reference fundamental frequency is that of the high
changes with its position in respect to
the power supply elements, as it can
be readily conceived when thinking of
the standing wave pattern on a simple
straight transmission line terminated at
both ends [2].
Recently, CENELEC highlighted the
problem of power quality (PQ) for
railway networks, and started the
process of definition of common procedures and rules for train interoperability across Europe. The technical
interoperability aims at ensuring the
safe and efficient circulation of trains
across different railway networks in
different countries and considers
mechanical and electrical interfaces.
PQ defines the characteristics of the
pantograph voltage experienced by
circulating RS, but is also useful to recognize any impact on signaling circuits, in terms of coupled disturbances;
the
examination
of
EN 50163 and EN 50388 standards
identifies the following quantities and
indices [3,4]:
• changes of the amplitude of the fundamental component of the pantograph voltage in normal service conditions, called “useful voltage”; an
adequate useful voltage ensures that
the RS is able to attain the contractual
performances;
• voltage distortion due to RS conducted emissions and pantograph
impedance, extended in principle to
all the trains circulating on a given
section;
• possible distortion amplification and
overvoltages due to line resonances;
• overvoltages produced by possible
instabilities of modern on-board con-
voltage network, namely 50 or
60 Hz) and at other frequencies, originated by several mechanisms: the
commutation of on-board traction converters and auxiliary converters, the
leakage of the on-board supply frequency for lighting and auxiliaries,
the non-characteristic harmonics due
to supply non-idealities and the spectra associated with various transients
(wheel slip and slide, pantograph
bounce, transformers and filters inrush
currents). The TL is an articulated
propagation and coupling medium,
featuring several modes of propagation between the different conductors
with variable damping factors and
propagation constants, various cross
sections (for open air, viaducts and
tunnel sections) and shunt parameters
related to the passive elements. Even Dip. Ingegneria Navale ed Elettrica,
in ideal conditions the perceived TL Università di Genova
impedance at RS pantographs paolo.pinceti@unige.it
T_M
N.
3/11 ƒ 203
verters and control systems under particular circumstances.
Even if adequate modeling of TL, PS
and RS can give valid and reliable
results, experimental confirmation is
always required; moreover, due to the
variability of network conditions, the
problem arises of the evaluation of the
spread of network response and network properties, such as damping at
line resonances, distribution of the
return current in the return circuit, composition of the emissions from different
RS. Whenever a test campaign for
supply or signaling interoperability
assessment is performed, it is usually
limited to a single test line or a few
lines, selected by the infrastructure
owner for several reasons: favorable
traffic conditions, past knowledge of
line behavior or simply “practice”.
The interest of manufacturers and railway operators on the representativeness of the test line of the real network
conditions justified the UE project
RAILCOM measurement campaigns in
2007 and 2008.
A successful and accepted measuring
system must be non-invasive, and supported by an analysis of the consequences of possible faults. In a topdown approach, robustness, reliability and simplicity were considered as
primary requirements for acceptability
to the involved parties, then, metrological requirements (dynamic range,
frequency range, sensitivity, uncertainty) were identified and optimized.
THE MEASUREMENT SYSTEM
The measurements of the whole test
campaign were carried on using two
different measurement systems, one
(described in [5]) used for Czech
Republic, Germany, Switzerland,
France and Poland, the other from
Trenitalia used for Italy. The first is a
“classical” Data Acquisition System
(DAS), with current and voltage sensors connected to a multi-channel digital acquisition board, able to operate
unattended, switching on (after an initial software reset) and off, following
the locomotive on-board supply and
storing to a local hard disk automati-
T_M ƒ 204
N. 03ƒ
; 2011
▲
GLI
ALTRI TEMI
cally and periodically, every 5’, so
that data are safe in any circumstances up to the last five minutes and
data records are kept at a handy size
(200 MB). The DAS was also backed
up by an UPS unit. A major requirement was that data download had to
be easy and fast, and that no specialists were needed to disassemble and
re-assemble the system while moving
from the old to the new locomotive:
the different operations were simulated
several times by different operators
before delivering on a sample locomotive at the test ring of 13.3 km
length in Velim, VUZ Test Center,
Czech Republic; the metrological
aspects and the quality of the results
were also tested for two days on trial
runs. This measurement system has
then travelled across Europe from
Czech Republic to Germany, Poland,
Switzerland and France, operating on
normal lines; the tested railway systems are both AC and DC, at 25 kV
50 Hz, 15 kV 16.7 Hz and 1.5/3 kV
DC.
The pantograph voltage Vp and current Ip are accessible in principle with
different methods, depending on the
supply frequency, on the on-board
apparatus, on specific requirements
from the operator or infrastructure
manager. All voltage and current sensors must be of the clamp-on type for
increased reliability, consequences in
case of fault, time required for installation, and impact on the vehicle
(since they do not require the disconnection of the conductor or bar under
measurement).
Faults to ground and loss of electrical
insulation are avoided if a contactless
capacitive voltage sensor is adopted
[5], capacitively coupled to a naked
section of the incoming voltage line,
inside the loco (on a terminal of the
transformer primary winding) or on
loco roof (at the pantograph base).
The sensor is highly linear and is calibrated at each installation by applying a known voltage and by annotating the resulting gain factor
(43,222 V/V and 19,710 V/V for
Czech and Swiss vehicles); repeated
calibrations may compensate for
small geometrical variations.
The current sensors are two Rogowski
coils, with gain factors of 100 A/V
and 93.57 A/V. Rogowski coils have
an inherent inaccuracy related to the
eccentricity with respect to the central
conductor and to its size [5], accounting for 1-1.5% uncertainty; however
they are very attractive for their linearity and absence of saturation, and
for their light weight and ease of
installation. Power consumption was a
critical factor: Rog1 was operated
successfully with small AA batteries,
while Rog2 was supplied by its own
DC power supply (connected to the
on-board loco supply through the
UPS).
The used sensors ensured more than
five decades of dynamic range, to
accommodate for widely variable
operating conditions; the accuracy
mainly influenced by sensor positioning and geometry is better than 1.5%.
Since most of the power quality
indices are relative quantities, systematic errors contribution may be ruled
out. A resolution of 16 Bit was needed to cope with the sensor dynamic
range. The sampling rate of 50 kS/s
was a trade-off between different factors: storage requirements, analog
bandwidth of probes, observed frequency interval of 10 kHz and no
need for oversampling.
At the end of the measurement campaign, lasted for almost one year,
alternating busy and idle days, while
moving the measurement system
between the involved countries, the
data amounted to more than 250 GB.
POWER QUALITY ANALYSIS
Vp and Ip are the RS input voltage and
current (the latter used to identify the
overall RS operating conditions, such
as acceleration, braking, coasting);
the pantograph impedance Zp=Vp/Ip
(which really corresponds neither to
the impedance of the PS, nor to the
input impedance of the test train) is
relevant to evaluate line stiffness. The
post-processing results of the 3 kV DC
Italian and 15 kV 16.7 Hz Swiss networks are shown: a Short Time Fourier Transform and Hanning window
N. 03ƒ
;2011
Figure 1 – Bern-Brig test run: THD,
fundamental component and absorbed
fundamental current
The “useful voltage” Uav,u is defined
in the EN 50388 0 as the average
value of the rms fundamental component of Vp over a well defined geographical area (which is part of the
network, such as a whole line) and
for one or several trains; for the presented case it amounts to 14.384 kV.
At the time instants marked A and B
the absorbed current is equally
around 400 Arms, but with two different Vp values, since they are separated by a neutral section, and stay
on different supply sections with different short circuit power and distance from the ESS. The THD is
always varying between 3 and 4%
and it is not an issue as a whole, but
instabilities and overvoltages due to
resonances may increase specific
harmonic components.
The cumulated frequency spectra computed over about 2,200 seconds of
recording in the Bern-Brig section are
shown in Fig. 2; the voltage levels features a probability of exceedance
p>95% (light grey), 80%<p≤95% (medium grey), 60%<p≤80% (dark grey),
40%<p≤60% (black), 20%<p≤40%
(dark grey), 5%<p≤20% (medium
grey), p≤5% (light grey); the asymmetrical disposition of regions near
the boundaries is due to the log scale
visualization of the small amplitude
values of the harmonic components; to
avoid graph cluttering with large light
grey regions at smaller values, the first
interval has been reduced to
2%<p≤5% (light grey), by discarding
the least significant 2% of amplitude
values.
The fundamental at 15 kV has a negligible dispersion, as expected for correct PS and TL sizing. The first odd
characteristic harmonics of the power
supply (50, 83.3, 116.7 Hz, etc.) has
low dispersion, whereas higher order
ones produced also by on-board converters have a wider variation. A first
resonance around 200 Hz is visible,
typical of 16.7 Hz networks and confirmed by the average value of
180 Hz reported in EN 50388, Table
D.1 0. The various components and
the sources are identified in [5] with
focus on the harmonic groups of onboard converters at 917, 1,400,
▲
are used with a 50% overlap of time
windows of duration T, thus ensuring
a negligible correlation between subsequent spectra.
For 16.7 Hz T = 180 ms, that corresponds to a frequency resolution of
1/3 of the fundamental, that is
5.55 Hz; for the DC network with
50 Hz high voltage supply T = 100 ms,
with a compromise for time-frequency
location of transients spectral components.
The results of the post-processing consist of:
1. determination of the fundamental
component and of frequency spectra
for the evaluation of the useful voltage
and Total Harmonic Distortion (the
sum of all the frequency components
above the fundamental);
2. statistical representation of Vp and
Ip spectra, as well as impedance Zp,
where the histogram of each spectrum
bin is color coded for frequency of
occurrence; the switching components
and PWM patterns of the on-board
traction converters may be identified,
with possible variations of their amplitude due to underlying TL resonances;
3. time-frequency maps of pantograph
voltage and current, to track RS time
varying harmonics;
4. Vp-Ip maps, that help in identifying
RS emissions originated from the same
test vehicle or other nearby vehicles.
GLI
ALTRI TEMI
Figure 2 – Bern-Brig test run: Vp spectrum over
(a) [16.7, 10000] Hz and (b) histograms with
stacked bars for the low frequency interval
1,600, 2,000, 2,800, 4,000 and
8,000 Hz, together with underlying
network resonances and the effect of
different PS characteristics (in particular installed power and additional
capacitance of high voltage cables).
The identification of network stiffness
and resonances is supported by the
pantograph impedance, shown in
Fig. 3.
Figure 3 – Zp for the Bern-Brig test run
T_M ƒ 205
The distribution of the most relevant
harmonics appearing in the spectra
computed for 16.7 Hz and DC systems are shown in Fig. 4 [5,6].
Figure 4 – PDFs of the most relevant
harmonics of (a) 16.7 Hz and (b) dc networks
The shape of the probability density
functions (PDFs) for the harmonics
above the 9th is that of a skewed
Gaussian or similar distribution; for
the 3rd, 5th, 7th and 9th the shape is
that of a Gaussian distribution with
small dispersion (the dispersion over
mean ratio is around 15%). The accurate identification of the various PDFs
and the quantification of the goodness
of fit are beyond the scope of this
work.
The time-frequency map obtained
STFT applied to the recorded Vp of the
3 kV DC Italian network is shown in
Fig. 5.
A transient at about 52 s produces a
low-frequency leakage that extends
up to about 70 Hz; the power supply
appears with the sharp line of the 1st
characteristic harmonic at 300 Hz
(from the ESS 6-pulse rectifier groups),
but a significant broader line is
present at about 100 Hz: any negative
T_M ƒ 206
N. 03ƒ
; 2011
■
GLI
ALTRI TEMI
3. CENELEC EN 50388 Std.,
Railway applications – Power
supply and rolling stock –
Technical criteria for the coordination between power supply (substation) and rolling
stock to achieve interoperability, Aug. 2005.
4. CENELEC EN 50163 Std.,
Railway applications – Supply
voltages of traction systems,
Figure 5 – Time-frequency map of Vp spectrum
Nov. 2004.
on 3 kV dc network
5. A. Mariscotti, “Measuring
the power quality of railway
sequence component on the AC side networks”, IEEE I2MTC 2010 Conferof 6-pulse rectifiers produces a 100 Hz ence, Austin, TX, USA, May 3-6,
non-characteristic harmonic amplified 2010, pp. 686-690.
by the resonance of the ESS output LC 6. A. Mariscotti, “Statistical evaluafilter. Train acceleration is clearly visi- tion of measured voltage spectra in
ble with an almost linear increase of DC railways”, Proc. IMEKO2010,
the frequency of the emissions of the Kosice, Slovakia, Sept. 8-10, 2010.
on-board traction converter. An additional visualization tool is the plot of
Vp vs Ip at a given frequency over
Paolo Pinceti was born
time, as it is done also to analyze the
in Genova, Italy, in
behavior of power networks for pro1957. He received the
tection.
Ph.D. degree in electrical
Finally, it is noted that the fundamental
engineering from the Unisupply frequency at 16.7 Hz is not as
versity of Genova in
constant as in case of 50 Hz traction
1987. Currently, he
systems (firmly related to the frequen- teaches “Industrial Measurements” for
cy of the whole European generation Electrical Engineers and “Technologies
and transmission network), as it is con- for Industrial Automation” for Electronic
firmed also by the different require- Engineers at the University of Genova.
ments on frequency stability set forth His research interests include power sysby EN 50163 0. If a 0.1 Hz frequen- tem measurement, protection, and
cy deviation at the fundamental bin is automation, with a special skill in fieldassumed, at 5 kHz it corresponds to a bus communication.
shift of 30 Hz, about two frequency
bins of harmonic components,
increasing the complexity of the analysis of measured spectra.
Andrea
Mariscotti
REFERENCES
1. A. Mariscotti, “Distribution of the
traction return current in AC and DC
electric railway systems”, IEEE Trans.
on Power Delivery, vol. 18 n. 4, Oct.
2003, pp. 1422-1432.
2. J. Holtz, H. J. Klein “The propagation of harmonic currents generated
by inverter fed locomotives in the distributed overhead supply systems”,
IEEE Trans. on Power Electronics, Vol.
4, No. 2, pp. 168-174, April 1989.
was born in Genova,
Italy, in 1968. He
received
the
Ph.D.
degree in electrical engineering from the University of Genova in 1996.
Currently, he teaches “Electronic Circuits” and “Instrumentation and Signal
Processing” for Electrical Engineers at
the University of Genova. His research
interests include design and construction
of measurement instrumentation, electromagnetic compatibility and electromagnetic interference modeling applied to
industrial and transportation systems.
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
▲
LA COMPATIBILITÀ ELETTROMAGNETICA
Carlo Carobbi1, Marco Cati2,3, Carlo Panconi3
Il comportamento a radiofrequenza
dei componenti circuitali passivi
L’induttore - Parte seconda
THE RADIOFREQUENCY BEHAVIOR OF PASSIVE CIRCUIT
COMPONENTS: THE INDUCTOR PART 2
The RF behaviour of the inductor is complex. This is essentially due to two
reasons. First, the inductor is rarely realized through an empty coil. Indeed
practical realizations usually employ ferromagnetic materials, such as ferrites, whose electrical properties are: a) frequency dependent, b) may
exhibit a non-linear behaviour and c) have non-negligible (frequency
dependent) losses. Second, the impedance of the inductor increases when
frequency increases, thus it tends to unintentionally couple to the surrounding metallic structures; the maximum coupling being at resonance where the
inductor impedance is maximum. The basic (intentional) behaviour of the
inductor is here first introduced. Then the non-ideal (unintentional) behaviour
at RF is described (namely spurious electric field coupling, losses, relaxation, temperature dependence and saturation). Examples of practical
inductor realizations are offered.
RIASSUNTO
Il comportamento a radiofrequenza degli induttori è complesso. Questo è
essenzialmente dovuto a due ragioni. In primo luogo, l’induttore è raramente realizzato su una bobina vuota. Infatti le realizzazioni pratiche di
solito impiegano materiali ferromagnetici, come le ferriti, le cui proprietà
elettriche sono: a) dipendenti dalla frequenza, b) possono esibire un comportamento non lineare ed c) avere perdite (dipendenti dalla frequenza)
non trascurabili. In secondo luogo, l’impedenza degli induttori cresce al
crescere della frequenza, facilitando l’accoppiamento non intenzionalmente con le strutture metalliche circostanti; il massimo accoppiamento si verifica alla risonanza dove l’impedenza è massima. Il comportamento ideale
(intenzionale) dell’induttore è qui introdotto. Successivamente il comportamento non ideale (non intenzionale) a radio frequenza è descritto (vale a
dire l’accoppiamento spurio del campo elettrico, le perdite, il rilassamento,
la dipendenza della temperatura e la saturazione). Esempi di realizzazioni
pratiche dell’induttori sono offerti.
allineamento dei domini magnetici
nella direzione del campo esterno. In
questo caso il campo magnetico netto
interno al materiale tende ad aumentare proprio per il contributo costruttivo fornito dai singoli domini. Questo
fenomeno è chiamato magnetizzazione. In generale, maggiore è il numero
di domini allineati con il campo esterno, maggiore sarà il campo magnetico
interno al materiale. Va osservato che
quando tutti i domini sono allineati un
ulteriore incremento del campo magnetico esterno non produce alcun incremento del campo magnetico interno: questo fenomeno è chiamato saturazione.
Il ferromagnetismo è la proprietà di
alcuni materiali di magnetizzarsi molto
intensamente sotto l’azione di un campo magnetico esterno e di restare a
lungo magnetizzati quando il campo
magnetico esterno si annulla. Sono materiali ferromagnetici la magnetite e il
ferro (da cui il termine ferromagnetismo), cobalto, nichel, numerosi metalli
di transizione e le loro rispettive leghe.
Quando viene applicato un campo magnetico esterno variabile nel tempo, l’orientamento di tutti i domini di Weiss
tende a seguire le variazioni del campo
magnetico. Tutto questo è possibile fin
quando la frequenza del campo magnetico esterno non risulta troppo elevata: oltre una data frequenza i domini
non riescono più a seguire le variazioni
del campo magnetico esterno determinando di fatto il rilassamento del materiale ferromagnetico.
Matematicamente le caratteristiche di
IL FERROMAGNETISMO
un polo Sud. Per ciascun dominio il
E I MATERIALI FERROMAGNETICI magnete permanente può assumere
un orientamento (momento magnetiCome precedentemente ricordato un co) più o meno differente rispetto a
induttore si ottiene avvolgendo un certo quanto avviene per il dominio continumero di spire attorno a un nucleo di guo (Fig. 7).
materiale ferromagnetico. Ma cos’è un In assenza di un campo magnetico
materiale ferromagnetico? In generale esterno i domini sono orientati in mapossiamo dire che tutti i materiali niera casuale non privilegiando quin- 1
magnetici, a livello microscopico, sono di nessuna direzione: il campo ma- 2 Università di Firenze
Ricerca e Sviluppo, Esaote S.p.A.,
formati da domini magnetici (domini di gnetico netto interno al materiale risulWeiss) che si comportano in maniera ta cioè pari a zero. Al contrario, un 3Firenze
Elettroingegneria, Pistoia
molto simile a piccole calamite (ma- campo magnetico esterno penetra nel
gneti permanenti) con un polo Nord ed materiale causando la rotazione e un marco.cati@esaote.com
T_M
N.
3/11 ƒ 207
N. 03ƒ
; 2011
▲
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
L = L 0 µ ‘s
(6)
Sostituendo la (6) nella (5) si ottiene:
Z L = R + jωL 0 µ ‘s =
R
= jωL 0
+ µ ‘s =
jωL 0
= jωL 0 µ ‘s − jµ ”s = jωL 0 µ s
(
▼
NEWS
NUOVA VISIONE 3D
CON L’ULTIMA VERSIONE
DI VISIONPRO
Cognex annuncia l’implementazione della
visione 3D nella nuova versione di VisionPro®, il software che definisce lo standard di
prestazioni nel settore della visione industriale. VisionPro 3D garantisce informazioni di
posizionamento nello spazio accurate e in
tempo reale e rappresenta lo strumento ideale per l’automazione di complesse applicazioni robotizzate, logistiche e di verifica dell’assemblaggio. Essendo in grado di controllare molteplici telecamere fisse o robotizzate,
il software offre massima flessibilità.
Markku Jaaskelainen, Vice Presidente e Business Unit Manager di VisionPro, ha affermato: “Abbiamo inserito i nostri avanzatissimi strumenti 3D in VisionPro, il principale
ambiente programmatico per gli integratori di sistemi e i produttori OEM. I nostri
partner utilizzano regolarmente gli strumenti VisionPro 2D per una vasta gamma
di applicazioni di visione robotizzate e
VisionPro 3D apre le porte a nuove possibilità in termini di soluzioni per complesse
applicazioni di allineamento. Inoltre, grazie alla completa integrazione nella libreria esistente, garantisce libero accesso a un
ampio ventaglio di strumenti d’ispezione e
T_M ƒ 208
)
dove:
Figura 7 – Domini magnetici (domini di Weiss)
un materiale ferromagnetico sono
descritte in termini di un parametro
complesso chiamato permeabilità
magnetica, µs. Per introdurre questo
concetto trascuriamo per un momento l’effetto della capacità parassita
che compare nel circuito di Fig. 4. In
questo caso l’impedenza vista ai ter-
(7)
µ ‘s =
minali dell’induttore vale:
Z L = R + jωL
L
L0
µ ”s =
R
ωL 0
tan δ =
µ”
R
= s‘ (8)
ωL µ s
(5)
Per quanto sopra dimostrato, la presenza della resistenza R nella formula
Indicando con L0 l’induttanza dell’in- della parte immaginaria della perduttore in assenza di materiale ferro- meabilità magnetica, permette di conmagnetico risulta:
cludere che quest’ultima rende conto
identificazione, incrementando sensibilmente il valore aggiunto di ogni progetto”.
VisionPro 3D utilizza molteplici set di funzionalità bidimensionali già integrate nei
rinomati strumenti di allineamento di Cognex, tra cui PatMax, PatFlex™ e altri strumenti di rilevamento di modelli geometrici.
Tali strumenti gestiscono alla perfezione
condizioni di illuminazione poco uniformi
garantendo la massima affidabilità anche
in caso di modelli parzialmente nascosti e
assicurando un’accurata localizzazione
dei componenti persino nelle applicazioni
più complesse.
Gli strumenti di calibrazione ad alta precisione di Cognex migliorano sensibilmente le
prestazioni delle applicazioni grazie alla
loro capacità di adattarsi alla distorsione ottica e alla posizione della telecamera, nonché
di sincronizzare le telecamere con i robot,
vero nodo cruciale nella determinazione dell’efficacia di qualsiasi applicazione 3D.
David Michael, direttore di Core Vision Technology, ha affermato: “VisionPro 3D è ideato per condizioni di utilizzo reali e garantisce
prestazioni eccezionali anche qualora alcuni
parametri del componente non siano visibili.
Riesce persino a compensare l’eventuale disallineamento di una telecamera, garantendo continuità alla produzione”.
VisionPro 3D è progettato per un’infinità di
applicazioni fisse e robotizzate, quali ad
esempio carico o scarico di merce da scaffalature o pallet, verifica dell’assemblaggio
e dell’equipaggiamento nel settore automobilistico o in altri ambiti che richiedono ele-
vata precisione. VisionPro 3D offre uno
starter kit immediato e di semplice apprendimento che include il software e un’applicazione completa per la formazione dell’operatore. Quest’ultima include il codice sorgente nonché tutto l’hardware necessario
per iniziare da subito: telecamere, treppiede e piastre di calibrazione di precisione.
Per ulteriori informazioni, visitare
www.cognex.com/visionpro3d
ferta ai terminali da un induttore in funzione della temperatura fissata la frequenza di
Figura 8 – Andamento tipico in frequenza della permeabilità
misura. Tendenzialmente al
magnetica complessa per due differenti materiali ferromagnetici
crescere della temperatura
l’impedenza elettrica si ridudella dissipazione di energia nell’ince. Questo comportamento va tenuto
duttore; analogamente, la parte reale
in conto durante la fase di progettarende conto delle proprietà magnetizione che prevede l’utilizzo d’induttoche dello stesso.
ri ad alte temperature.
Un tipico andamento in frequenza
Nella Fig. 10 è mostrata infine la variadella permeabilità magnetica è rapzione percentuale tipica dell’impedenpresentato nella Fig. 8 dove risulta
za offerta ai terminali da un induttore
evidente la regione nella quale il main funzione del campo magnetico proteriale ferromagnetico inizia a rilassadotto dalla corrente continua fissata la
re (diminuzione di µs‘ ).
Dal confronto dei grafici di Fig. 8 si
osserva inoltre che, in generale, i materiali magnetici che presentano una
permeabilità più elevata tendono a
rilassare a frequenze minori (si faccia
attenzione alla differente estensione
dell’asse della frequenza nei due grafici riportati in Fig. 8).
Va inoltre osservato che la permeabilità magnetica, e quindi in ultima analisi l’impedenza elettrica offerta dagli
induttori, è influenzata oltre che dalla
frequenza anche da altri parametri
ambientali. I più significativi sono rapFigura 10 – Variazione percentuale
presentati dalla temperatura e dalla
dell’impedenza elettrica in funzione
eventuale corrente continua che scorre
del campo magnetico in continua applicato
nell’induttore assieme a quella a RF1
per differenti frequenze
che, producendo un campo magnetico
statico supplementare, può contribuire
a saturare il nucleo degradando le profrequenza di misura. Nel grafico il
prietà magnetiche dello stesso.
campo magnetico è espresso in OerNella Fig. 9 è mostrata la variazione
sted, unità di misura nel sistema CGS2.
percentuale tipica dell’impedenza ofCome si osserva al crescere del campo
magnetico l’impedenza elettrica si riduce. Questo aspetto va tenuto in conto
per esempio nei circuiti di filtraggio degli alimentatori switching oppure nel
progetto dei convertitori DC-DC dove
una componente di corrente continua
(e quindi di campo magnetico continuo) è sempre presente assieme a una
componente di corrente tempo variante.
Figura 9 – Variazione percentuale
dell’impedenza elettrica in funzione
della temperatura per differenti frequenze
■
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
mation”, Vishay, October 2008.
3. The Feynman Lectures on Physics
by R.P. Feynman, R.B. Leighton and
M. Sands, Addison-Wesley Publishing
Company (1970).
4. Clayton Paul, “Introduction to electromagnetic compatibility”, Wiley-Interscience, 1992, ISBN 9780471549277.
1 Un classico esempio di questa situazione si
verifica nei convertitori DC/DC.
2 Nel Sistema Internazionale,
1 oersted=1000/(4π) A/m, circa 79,577 A/m.
Carlo Carobbi si è laureato con lode in Ingegneria Elettronica nel
1994 presso l'Università
di Firenze. Dal 2000 è
Dottore di Ricerca in
“Telematica”. Dal 2001 è
ricercatore presso il Dipartimento di
Elettronica e Telecomunicazioni dell'Università di Firenze dove è docente di
Misure Elettroniche e di Compatibilità
Elettromagnetica. Collabora come ispettore tecnico con l’ente unico di accreditamento Accredia. È presidente del SC
210/77B (Compatibilità Elettromagnetica, Fenomeni in alta frequenza) del CEI.
Marco Cati si è laureato
con lode ed encomio solenne in Ingegneria Elettronica all’Università di
Firenze nel 2001. Dal
2005 è Dottore di Ricerca in Ingegneria dell’Affidabilità, Manutenzione e Logistica. Dal
2005 fa parte del reparto R&S di Esaote dove è responsabile delle verifiche di
Compatibilità Elettromagnetica su dispositivi ecografici.
Carlo Panconi si è laureato nel 2003 in Ingegneria Elettronica all’Università di Firenze. È DotRIFERIMENTI BIBLIOGRAFICI
tore di Ricerca in “Controlli non distruttivi”. Dal
1. “How to choose ferrite components
1988 è insegnante di
for EMI suppression”, Technical Infor- Laboratorio di Elettrotecnica e di Elettromation Report, Fair-rite Corp.
nica nel triennio degli Istituti Tecnici e
2. “Inductors: General technical infor- Professionali.
T_M ƒ 209
VISIONE
ARTIFICIALE
▲
A cura di Giovanna Sansoni (giovanna.sansoni@ing.unibs.it)
Visione e taratura
Il back stage della visione industriale
VISION AND CALIBRATION
THE BACKSTAGE OF INDUSTRIAL VISION
The section on Artificial Vision is intended to be a “forum”
for Tutto_Misure readers who wish to explore the world of
components, systems, solutions for industrial vision and
their applications (automation, robotics, food&beverage,
quality control, biomedical). Write to Giovanna Sansoni
and stimulate discussion on your favorite topics.
RIASSUNTO
La rubrica sulla visione artificiale vuole essere un “forum” per tutti i lettori della
rivista Tutto_Misure interessata a componenti, sistemi, soluzioni per la visione
artificiale in tutti i settori applicativi (automazione, robotica, agroalimentare,
controllo di qualità, biomedicale). Scrivete alla Prof. Sansoni e sottoponetele
argomenti e stimoli.
In una rivista incentrata sul tema delle
misure, sulla taratura e la calibrazione
degli strumenti e sulla valutazione delle
relative incertezze di misura, non potevo esimermi dal dare il mio contributo
in materia di taratura e calibrazione di
sistemi di visione.
Con il termine camera calibration si
identifica tutto l’insieme di operazioni
che fanno di un sensore, quale è la telecamera, un sistema di misura. Che si
tratti di una singola telecamera, di un
set di telecamere, che si abbia a che
fare con un sistema 2D o con un sistema 3D, il nocciolo della questione è
stabilire una relazione che consenta di
trasformare i valori contenuti in una
matrice (immagine) in misure espresse
nel mondo reale, corredate del proprio
dato d’incertezza.
Anche con le telecamere dunque, bisogna tarare e calibrare. La taratura
implica che si osservi il dato di precisione, mentre la calibrazione serve per
migliorare le prestazioni di accuratezza. Si deve comunque adottare un approccio per confronto e far cooperare
le due fasi fino all’ottenimento delle prestazioni desiderate.
Per fare questo, bisogna approcciare
il problema in modo tipicamente
matematico: si cerca cioè di ricondurre il funzionamento del dispositivo
ad alcune equazioni che tengono conto
di tutti i processi che intervengono nell’acquisizione di un’immagine; conoscendo la struttura di questo modello
matematico, eseguire la calibrazione di
un particolare dispositivo reale significa
stimare i valori dei coefficienti che ne
descrivono il funzionamento nel modo
più accurato possibile.
Scrivere il modello di funzionamento di
una telecamera significa stabilire il
legame che esiste fra il mondo reale (e
tridimensionale) in cui è espressa la
scena e la matrice di livelli di grigio che
la rappresenta. Non è un passaggio
banale questo, poiché implica (i) che si
definisca un sistema di riferimento solidale con la scena, (ii) che lo si metta in
relazione con il sistema di riferimento
solidale con la telecamera, (iii) che si
scelga il livello di sofisticazione con il
quale modellizzare il sistema ottico in
ingresso alla telecamera, (iv) che si
descriva la matrice sensore al suo interno, e, infine, (v) che si ponga in relazione la matrice immagine con la matrice sensore.
Vengono quindi presi in considerazione
quattro sistemi di riferimento, due tridi-
mensionali, esterni al dispositivo, e due
bidimensionali, interni ad esso; inoltre
bisogna decidere come modellizzare il sistema di lenti: limitarsi a
‘scommettere’ che l’influenza di distorsioni ottiche sia trascurabile semplifica
enormemente il problema, perché ne
consente la formulazione in termini lineari; viceversa, la compensazione di
errori legati a effetti di distorsione ottica
richiede la scrittura di modelli che coinvolgono un maggior numero di parametri, inevitabilmente in relazione non
lineare con gli altri.
Uno dei modelli più utilizzati per effettuare la ‘Camera Calibration’ è il così
detto modello Pin-hole [1]. Esso utilizza 3 parametri di rotazione e 3 di traslazione, che servono per istruire la telecamera sulla sua posizione e orientamento rispetto alla scena reale (parametri estrinseci). Questo modello utilizza un solo parametro per descrivere il
sistema di lenti in ingresso alla telecamera, ed è la lunghezza focale; esso
definisce il piano sensore mediante due
opportuni fattori di scala, che lo mettono in relazione all’immagine. Questa,
infine, è descritta dalla sua risoluzione,
e dalle coordinate dell’elemento centrale. Dunque in tutto sono 11 parametri,
organizzati in un sistema lineare, che
ha come termini noti le coordinate di
ciascun elemento dell’immagine.
Quando invece si voglia tenere in considerazione l’elemento distorsione le
cose si complicano. Infatti la distorsione
può essere semplicemente geometrica,
oppure ottica, e anche qui c’è una bella
casistica. Distorsione tangenziale? Distorsione radiale? Ambedue? Fino a
che punto sofisticare il problema e renderne complessa la soluzione?
Fra i modelli sviluppati particolare importanza hanno quelli che compensano il
contributo di distorsione radiale. La
letteratura è ricchissima di proposte,
metodi e soluzioni [2]. La versione base,
che è stata proposta alla fine degli anni
T_M
N.
3/11 ƒ 211
‘80, aggiunge ai parametri già esposti
in precedenza un solo parametro di distorsione e formula il legame in modo
non lineare, il che significa che, se non
bene condizionato, il sistema può non
convergere alla soluzione ottima.
Che il modello sia lineare o meno, esso
è espresso da un sistema di equazioni
sottodimensionato rispetto al numero
dei parametri da stimare. Di ciascuna
equazione è necessario fornire il termine noto e i coefficienti relativi a ciascun
parametro incognito.
Questa operazione viene effettuata
mediante l’utilizzo di master di calibrazione, le cui caratteristiche dimensionali sono note con adeguata incertezza di misura. Essi riportano elementi di tessitura (marker) di posizione
nota sul master, pensati per una semplice identificazione da parte della telecamera. L’idea è quella di far apprendere
alla telecamera informazioni sul mondo
reale note a priori. In tal modo si possono mettere in relazione le coordinate
dei marker presenti sui master, così
come visti dal sensore, con le loro effettive posizioni nel modo reale: le prime
fungono da termini noti nelle equazioni, le seconde vanno a comporre i coefficienti dei parametri da stimare.
L’approccio più sensato alla stima è
quello di utilizzare un criterio di
massima verosimiglianza, che, di
nuovo, assume una forma lineare in
assenza di distorsioni, mentre richiede
passi iterativi, ben condizionati in quelli non lineari. Va da sé che la possibilità di risolvere un sistema sovradimensionato rispetto al numero dei parametri è condizione necessaria all’ottenimento di una stima di buona qualità dei
parametri stessi: l’aspetto caratterizzante è il rapporto fra il numero dei marker
del master e il numero di equazioni che
sono necessarie a ottenere una buona
stima. La procedura che passa attraverso l’utilizzo di master può richiedere
tempi alti, ad esempio se il master deve
essere posto su una slitta micrometrica,
in modo da controllarne la posizione
nel sistema di riferimento reale. Inoltre,
la qualità del master assume particolare rilevanza, specialmente in relazione
alla sua planarità, e alla precisione con
la quale vengono ‘incisi’ su di esso gli
elementi di tessitura (Feature) che devo-
T_M ƒ 212
N. 03ƒ
; 2011
■
VISIONE
ARTIFICIALE
no essere riconosciuti dalla telecamera.
La delicatezza di questi aspetti ha avuto
come effetto lo studio e lo sviluppo di
metodi che differiscono fra loro a seconda dell’aspetto che vogliono ottimizzare. Ad esempio, vi sono procedure che richiedono l’utilizzo di master
low-cost, fatti di pochi marker che
vengono semplicemente stampati su
carta e fissati su un supporto di cartone;
in altri casi, si ricorre all’utilizzo di piastre metalliche con planarità
controllata, sulle quali è richiesto di
apporre appositi target di calibrazione;
in alternativa, lo spazio tridimensionale
reale viene acquisito dalla telecamera
muovendo manualmente il master in posizioni arbitrarie; in altri invece, il master deve essere posizionato su
una guida micrometrica, in modo da
fornire con ripetibilità nota la posizione
di ogni marker nello spazio reale.
Dal punto di vista pratico questo aspetto è importantissimo: non a caso i sistemi software per la visione presentano un
notevole numero di funzioni dedicate
alla procedura di acquisizione del master, che consentono l’utilizzo di master
low-cost, e la ripresa di un numero d’immagini da acquisire inferiore a 10.
A valle di questa fase, non resta che lasciar lavorare lo specifico algoritmo di
stima e ottenere i parametri del modello
telecamera. A questo punto, il sistema
di relazioni utilizzate per stimare i parametri del modello viene sfruttato per
effettuare la misura: le informazioni provenienti dall’immagine acquisita dalla
scena formano i termini noti, e le incognite diventano le coordinate nello spazio cartesiano definite nel mondo reale.
La misura è bidimensionale? Una coordinata sarà non necessaria alla sua
espressione. La misura è tridimensionale? Serviranno almeno due telecamere
e l’intersezione fra i loro assi ottici.
Con quale ripetibilità viene identificata
la distanza fra due feature in una scena
incognita? Con quale risoluzione il
sistema di visione è in grado di apprezzare il diametro di un foro, o il profilo
di un certo oggetto? A queste domande
non può che rispondere la taratura del
sistema: dati i parametri stimati per
la/le telecamera/e, si devono confrontare le misure ottenute dal sistema di
visione in corrispondenza a una scena
nota a priori con quelle dichiarate per
tale scena. L’ottenimento del dato d’incertezza finale dirà se la calibrazione
effettuata è sufficiente o se la stima
debba essere ulteriormente raffinata.
Procedura complessa? Si, ma indispensabile, se l’obiettivo del sistema di visione è la misura.
BIBLIOGRAFIA
[1] E. Trucco and A. Verri, Prentice-Hall,
1998, ISBN 0-13-261108-2.
[2] C. Steger, M. Ulrich, C. Wiedemann, Machine Vision Algorithms and
Applications, Wiley-VCH, Weinheim,
2009.
[3] R.Y. Tsai, IEEE Journal of Robotics
and Automation, RA-3, 323 (1987).
Abbonarsi ORA
per 2 anni a
TUTTO_MISURE
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
CONVIENE!!!
66 euro (anziché 72)
e 30 euro di sconto
sulla quota d’iscrizione
alla 8a edizione
del Congresso Nazionale
“METROLOGIA & QUALITÀ”
L’abbonamento biennale
Vi offre 8 numeri cartacei
+ 8 telematici
(Tutto_Misure News)
Per richiedere le modalità
di abbonamento,
telefonare al n° 011/0266700
o inviare una e-mail a:
metrologia@affidabilita.eu
I SERIALI
MISURE E FIDATEZZA
▲
MISURE E FIDATEZZA
M. Catelani1, L. Cristaldi2, M. Lazzaroni3
L’affidabilità come requisito
di progetto di componenti e sistemi
Le strutture Serie e Parallelo
RELIABILITY AS A REQUIREMENT
FOR COMPONENTS AND SYSTEMS
In general, we consider a system as a set of elements, subsystems or components, connected among themselves in order to guarantee one or more
functional performances. Reliability, and therefore availability of such a system, depends on the reliability and availability of the elements which define
the system.
The study of the relationships of the connections between the subsystems is
called Combinatory Analysis and can be visualized in a diagram denoted
as Reliability Block Diagram (RBD).
RIASSUNTO
Con il Diagramma a Blocchi di Affidabilità (RBD, Reliability Block Diagram)
è possibile rappresentare e analizzare sistemi con strutture anche complesse, in condizioni sia di funzionamento che di guasto. In questo articolo vengono presentate e discusse le configurazioni funzionali serie e parallelo,
chiamate Configurazioni Canoniche. Tali configurazioni consentono di
determinare sia un modello matematico dell’affidabilità di sistema che i
principali parametri operativi.
INTRODUZIONE
Normalmente un sistema è costituito
da un insieme di elementi (sottosistemi, componenti, ecc.) opportunamente interconnessi con la finalità di garantire una o più prestazioni funzionali. L’affidabilità di tale sistema, come pure la sua disponibilità [1], dipende pertanto dalle caratteristiche di
affidabilità e di disponibilità delle
parti che lo costituiscono e di come
tali parti sono tra loro interconnesse.
Lo studio delle relazioni di legame tra
i differenti sottosistemi prende il nome
di “analisi dell’affidabilità combinatoria”, spesso condotta mediante metodi grafici che fanno uso di un diagramma a blocchi denominato, appunto, “diagramma a blocchi di affidabilità” (Reliability Block Diagram –
RBD). Per brevità, saranno trattate in
questo contesto alcune delle configurazioni funzionali più comuni, note
come configurazioni canoniche, la cui
combinazione origina strutture più
complesse definite come configurazio-
ni miste. Per ogni configurazione funzionale, sarà possibile determinare i
modelli matematici dell’affidabilità
per l’intero sistema e, di conseguenza, il valore del Tempo medio tra guasti (MTBF, Mean Time Between Failures). Vedremo che il valore di MTBF
dipenderà da una combinazione, più
o meno complessa, dei valori di tasso
di guasto degli elementi costituenti il
sistema sotto osservazione.
In questo articolo saranno presentate
due configurazioni fondamentali,
serie e parallelo, rimandando ad un
lavoro successivo la trattazione di
ulteriori strutture.
solo se tutti gli elementi Ei sono correttamente funzionanti.
Figura 1 – Diagramma a blocchi di affidabilità
per la configurazione funzionale serie
Nell’ipotesi semplificativa di eventi
indipendenti per cui si assume che il
comportamento di ogni elemento Ei,
in termini di corretto funzionamento o
di guasto, non dipenda dal comportamento assunto dagli altri elementi,
l’affidabilità del sistema è determinata
dal prodotto dell’affidabilità dei singoli blocchi:
RS(t) = R1( t ) ⋅ R 2( t ) ⋅ ⋅ ⋅ Rn ( t ) =
n
∏ Ri(t) (1)
i =1
dove con il simbolo Π si intende la
produttoria.
Assumendo la condizione di guasto
casuale [1] e indicato con λi il tasso di
guasto costante associato al generico
elemento Ei (per cui si ha la ben nota
relazione Ri(t)=e-λt), l’equazione (1)
diventa:
R(t) =
n
∏ Ri(t) = e
i =1
n
− ∑ λi t
i =1
= e − λS t
(2)
AFFIDABILITÀ DI STRUTTURE SERIE
La configurazione serie, il cui RBD è
riportato in Fig. 1, rappresenta il modello di affidabilità più semplice e più
comune in certi contesti, come quello
elettronico. Considerato il sistema S costituito da n elementi Ei, per i = 1,… n,
diremo che il sistema è operativo se e
1
Dip. di Elettronica e Telecomunicazioni,
Università di Firenze
marcantonio.catelani@unifi.it
2 Dip. di Elettronica,
Politecnico di Milano
3 Dip. di Tecnologie dell’Informazione,
Università di Milano
T_M
N.
3/11 ƒ 213
N. 03ƒ
;2011
▲
I SERIALI
MISURE E FIDATEZZA
dante (o a ridondanza attiva), assume
Nelle ipotesi assunte, la (2) mette in
un ruolo determinante ogniqualvolta
evidenza un’importante proprietà
occorre incrementare l’affidabilità di
della configurazione funzionale serie,
Figura 2 – Affidabilità di sistema
un
sistema. L’RBD per tale configurasemplificativa dal punto di vista funcon tre elementi in configurazione serie
zione è riportato in Fig. 3: è immezionale, secondo cui il tasso di guasto
diato verificare come la continuità
λS del sistema può essere determinato
operativa del sistema, tra ingresso e
attraverso la sommatoria dei tassi di
guasto λi degli elementi costituenti, dabilità per tre elementi con tasso di uscita, sia assicurata dal corretto funzionamento anche di uno solo dei
ovvero:
guasto costante λ1 < λ2 < λ3.
componenti in parallelo.
n
Viceversa, il sistema è in avaria quanλS = ∑ λi
(3)
La curva in basso, relativa al sistema do tutti gli elementi sono guasti. Da
i =1
serie, mostra chiaramente come l’ele- questa considerazione e dalle ipotesi
Espresso, come normale, in h-1. Con- vato tasso di guasto del terzo elemen- di eventi indipendenti e di tasso di
seguentemente, il tempo medio tra to influisca negativamente sull’affida- guasto costante, si ha che l’inaffidabibilità totale che, assumendo valore 1
guasti vale:
a tempo zero, decresce esponenzialmente in funzione di λS=λ1+λ2+λ3.
n
1
Considerazioni
analoghe possono
MTBF =
= 1/ ∑ λi
(4)
λS
i =1
essere fatte osservando i valori in
Tabella 1. Assumendo valori di affiÈ quindi sufficiente conoscere il tasso dabilità anche elevati per il singolo
di guasto di ciascun elemento per elemento, appare evidente che l’affideterminare il valore dell’MTBF del dabilità di sistema, fissato il tempo,
sistema. Per apparati elettronici il cal- decresce all’aumentare del numero di
colo dei singoli tassi di guasto può elementi che lo costituiscono. Se conessere fatto con tecniche di predizio- sideriamo, ad esempio, un RBD con
ne di affidabilità ricorrendo a oppor- 20 elementi disposti in configurazione
tune banche dati.
serie, che per semplicità considerereDall’analisi della (2) emerge che:
mo identici, la probabilità di funzioi) fissato il tempo, essendo l’affidabili- namento del sistema, allo stesso istantà un numero compreso tra 0 e 1, l’af- te t, supera il 65% solo se l’affidabiliFigura 3 – RDB per la configurazione
fidabilità del sistema S è inferiore al tà del singolo è maggiore di 0,98,
funzionale parallelo
più piccolo valore di affidabilità degli confermando la proprietà di cui al
elementi che lo costituiscono;
punto ii).
ii) la probabilità di funzionamento del
lità di sistema è data dal prodotto
sistema diminuisce all’aumentare del
delle inaffidabilità degli elementi:
numero di elementi che lo costituisco- AFFIDABILITÀ DI STRUTTURE
n
FS (t ) = F1( t ) ⋅ F2 ( t ) ⋅ ⋅ ⋅ Fn ( t ) = ∏ Fi (t )
no.
(5)
PARALLELO
i =1
Per verificare la i) si consideri il sistema costituito da tre elementi con La configurazione funzionale paralle- da cui è immediato ricavare l’affidaE1=0,4; E2=0,7; E3=0,9.
lo, detta anche configurazione ridon- bilità di sistema come:
Se i valori di affidabilità di ciascun
elemento, al tempo t, sono quelli indiTabella 1 – Influenza dei valori di affidabilità di elemento sulle prestazioni di sistema
cati, la probabilità di funzionamento
del sistema, allo stesso tempo, diventa
0,85
0,9
0,95
0,98
0,99
0,252. Ne consegue che la presenza Affidabilità elemento 0,8
di un elemento debole all’interno della Numero di elementi
configurazione serie (chiamata anche di sistema ▼
Affidabilità di sistema ▼
configurazione a catena) penalizza
l’affidabilità dell’intera struttura; per- 1
0,8
0,85
0,9
0,95
0,98
0,99
tanto, anche migliorando le prestazio- 5
0,32768
0,44370
0,59049
0,77378 0,90392 0,95099
ni degli altri due elementi, la probabili10
0,10737
0,19687
0,34868
0,59874 0,81707 0,90438
tà di funzionamento del sistema risulte0,01153
0,03876
0,12158
0,35849 0,66761 0,81791
rà essere comunque inferiore all’affida- 20
bilità dell’elemento più debole.
50
1,47•10-5 2,96•10-4 5,15•10-3 0,07694 0,36417 0,60501
In Fig. 2 sono riportate le curve di affi-
T_M ƒ 215
RS (t ) = 1 − FS (t ) =
n
n
i =1
i =1
(
= 1 − ∏ Fi (t ) = 1 − ∏ 1 − e − λit
▲
I SERIALI
MISURE E FIDATEZZA
(6)
)
Considerando, a titolo di esempio, un
sistema costituito da due elementi indipendenti connessi in parallelo e aventi tasso di guasto costante λ1 e λ2,
dalla (6) si ottiene l’espressione dell’affidabilità:
RS (t ) = e − λ1t + e − λ2t − e − ( λ1+ λ2 )t
(7)
e il tempo medio tra guasti:
MTBF =
1
1
1
+
−
λ1 λ 2 λ1 + λ 2
(8)
Nell’ipotesi semplificativa di due elementi identici in ridondanza si ha:
3
2λ
MTBF =
(9)
da cui si evince chiaramente un incremento del 50% dell’MTBF rispetto al
caso di elemento singolo avente lo
stesso tasso di guasto. Tale concetto è
alla base dell’allocazione di ridondanza come tecnica d’incremento dell’affidabilità di sistema. Anche per
questa configurazione è possibile trarre le seguenti considerazioni:
i) fissato il tempo, l’affidabilità del
sistema è superiore al più elevato
valore di affidabilità degli elementi
costituenti, per cui possiamo scrivere
che:
{
}
RS (t ) ≥ max Ri (t )
i
;
i = 1, ⋅ ⋅ ⋅ n
(10)
ii) La probabilità di funzionamento del
sistema aumenta all’aumentare del
numero di elementi in parallelo.
Si dimostra la prima proprietà considerando un sistema con tre elementi
E1=0,4; E2=0,7; E3=0,9. La probabilità di funzionamento del sistema allo
stesso istante di tempo per cui valgono le informazioni indicate in figura,
per la (6), è pari a 0,982.
A titolo di esempio si riporta in Tabella 2 il risultato di affidabilità di sistema ottenuto collegando in parallelo
T_M ƒ 216
un massimo di 6 elementi che, per semplicità, assumeremo essere
identici con valore di
affidabilità, fissato il
Figura 4 – Confronto tra configurazioni
tempo, pari a 0,8.
canoniche con elementi aventi
Si osserva che con due
lo stesso tasso di guasto
elementi in parallelo si
ottiene un notevole
incremento di affidabilità, pari al
20% rispetto all’elemento singolo. L’in- CONCLUSIONI
cremento è, ovviamente, sempre positivo all’aumentare del numero di bloc- In questo articolo è stato discusso il
chi in ridondanza ma, come era logi- metodo noto in letteratura come anaco attendersi, di entità sempre minore lisi combinatoria dell’affidabilità.
e comunque tale da non giustificare il Tale metodo si avvale anche di metocosto dell’intervento di miglioramento. di grafici basati sull’uso di diagramPreme ricordare che la ridondanza atti- mi a blocchi: lo strumento usato per
va trattata in questo paragrafo non calcolare figure di merito affidabilideve essere confusa con la ridondanza stiche per l’intero sistema in termini
in attesa (o ridondanza stand-by). Que- della figura di merito dei singoli
sta configurazione prevede infatti l’in- blocchi, è il calcolo delle probabilitervento di un sistema di switch che tà. Sono state, inoltre, presentate e
commuta sulla parte in parallelo qualo- discusse due importanti configurara venga rilevato uno stato di avaria del zioni funzionali, oltre che per il loro
sistema primario. È evidente che in que- modello matematico di affidabilità,
sto caso l’affidabilità dell’intero sistema per le ricadute che esse hanno sui
dipende anche dall’affidabilità dei bloc- valori assunti dai principali paramechi di diagnostica e di switch secondo tri operativi.
un legame di probabilità condizionata.
Un confronto tra le configurazioni canoniche con due elementi uguali e indipendenti funzionalmente in serie e in paral- BIBLIOGRAFIA
lelo, e l’andamento dell’affidabilità con
singolo elemento avente lo stesso tasso [1] M. Catelani, L. Cristaldi, M.
di guasto costante, è riportato in Fig. 4. Lazzaroni, L. Peretto, P. Rinaldi,
Le configurazioni serie e parallelo Le parole della fidatezza, Tutto misupossono essere opportunamente com- re. – ISSN 2038-6974. – Anno 13,
binate per formare le configurazioni N° 1, Marzo 2011, pagg. 49-53.
miste. Per queste, mantenendo le ipo- [2] M. Catelani, L. Cristaldi, M. Laztesi fatte e richiamando le (1) e (6), è zaroni, Le funzioni di affidabilità,
immediato determinare sia l’anda- Tutto misure. – ISSN 2038-6974. –
mento temporale dell’affidabilità sia il Anno 13, N° 2, Giugno 2011, pagg.
valore di MTBF.
131-134.
Tabella 2 – Incremento di affidabilità per una configurazione in ridondanza attiva
N° di elementi
Affidabilità
di sistema
Incremento
di affidabilità (a)
Incremento
di affidabilità (a)
1
0,800000
—-
—-
2
0,960000
0,160000
20,00 %
3
0,992000
0,032000
24,00 %
4
0,998400
0,006400
24,80 %
5
0,999680
0,001280
24,96 %
6
0,999936
0,000256
24,99 %
(a) rispetto alla configurazione del passo precedente
(b) rispetto alla configurazione iniziale con elemento singolo
▲
I SISTEMI RFID
I SERIALI
I SISTEMI RFID
Luca Cremona
Come si realizza un progetto
RFId
Le fasi di uno studio di fattibilità
Questo articolo è il terzo di una miniserie, a cura dei ricercatori del Lab#ID,
che mira a proporre un’introduzione ai
sistemi RFId e alle loro applicazioni,
ma anche a testimoniare il modo con
cui il laboratorio attua processi di trasferimento tecnologico, mettendo in
evidenza i fattori critici per conseguire
gli obiettivi di progetto e portando l’esperienza di alcuni casi concreti.
Lab#ID (Luca Mari)
HOW TO MAKE AN RFID PROJECT
The feasibility study and the pilot project are the fundamental preliminary
steps for a successful implementation of an RFId system. The paper outlines
the phases of a feasibility study, according to the methodology developed
by the Lab#ID and applied in the projects it has accomplished.
RIASSUNTO
Lo studio di fattibilità e il progetto pilota sono passi fondamentali preliminari
per la buona implementazione di un sistema RFId. L’articolo presenta in particolare le fasi in cui si articola uno studio di fattibilità, nella metodologia sviluppata dal Lab#ID e messa alla prova nei progetti da questo realizzati.
introdurre un sistema RFId con un processo per passi successivi, per chiarire progressivamente obiettivi e condiI sistemi basati sulla tecnologia RFId zioni di adozione, secondo le quattro
(Radio Frequency Identification) costi- macro-fasi di Fig. 1.
tuiscono una modalità di risposta efficace a numerose esigenze di aziende
e di organizzazioni in genere (v. T_M
1/2011 e 2/2011), e hanno progressivamente assunto una valenza
sempre più strategica, tanto da essere
utilizzati, per esempio, come una vera
e propria leva di marketing nei punti
vendita, per tracciare i clienti, acquisire dati sulle loro preferenze di acquiFigura 1 – Macro-fasi nel processo
sto, fare azioni di cross selling, incredi adozione di un sistema RFId
mentare la fidelizzazione, semplificare il pagamento degli acquisti.
Sulla base di queste ultime consideraIntrodurre con successo questi sistemi in zioni opera da quattro anni il Lab#ID.
una qualsiasi realtà aziendale presup- Per poter operare concretamente per
pone d’individuare preliminarmente le l’applicazione di questi sistemi nelle
condizioni di adozione operativamente aziende, il laboratorio ha sviluppato
attuabili e i miglioramenti effettivamente una propria metodologia per la reaconseguibili, e quantificare i benefici lizzazione del momento cruciale dello
ottenibili anche alla luce degli investi- studio di fattibilità.
menti richiesti. Infatti se da un lato i si- Da subito è emersa chiara la necessistemi RFId hanno grandi potenzialità ap- tà di trasferire conoscenza alle azienplicative, dall’altro non sono quasi mai de, e di offrire loro un supporto condisponibili “a scaffale”. Inoltre si tratta di creto per adattare le tecnologie più
una tecnologia sistemica, che moltiplica innovative ai bisogni aziendali e non
i suoi benefici quante più sono le entità viceversa, secondo una logica deche possono giungere a fruirne, e ciò mand pull invece che, come spesso
produce l’ulteriore vantaggio di consen- accade, technology push. Quindi,
tire di suddividerne i costi.
nella metodologia impiegata dal
Di conseguenza è spesso appropriato Lab#ID, l’implementazione si realizza
VERSO L’ADOZIONE
DI UN SISTEMA RFID
solo a seguito di una puntuale attività
di analisi della situazione di partenza
(As-Is) e di definizione della situazione a tendere (To-Be), anche per stimare gli effettivi benefici conseguibili e i
costi da sostenere. Deve essere inoltre
dimostrata la fattibilità realizzativa
della soluzione prospettata, attraverso
opportuni test tecnologici condotti in
loco, acquisendo le informazioni sugli
specifici dispositivi e sulla loro configurazione, da cui ripartire nell’eventuale successivo progetto pilota.
Figura 2 – Le fasi dello studio di fattibilità
Lab#ID, Università di Castellanza
l.cremona@liuc.it
T_M
N.
3/11 ƒ 217
LE FASI DEL PROCESSO
▼
Fase 1: formazione del gruppo
di lavoro e definizione
degli obiettivi di progetto
La prima fase dello studio di fattibilità
intende definire il gruppo di lavoro
che collaborerà nella realizzazione
del progetto, costituito da un team
misto di risorse interne e, nel nostro
caso, di personale del laboratorio. Le
persone dell’organizzazione dovrebbero comprendere referenti/responsabili dei processi interessati (direttore
di stabilimento, gestore di magazzino..., e nel caso di progetti interorganizzativi, direttore acquisti…), con
competenze specifiche nelle aree che
appaiono coinvolte dal progetto, per
gli aspetti organizzativi/logistici e di
gestione dei sistemi informativi. Nella
nostra esperienza, il coinvolgimento
del middle management è essenziale
NEWS
LA PIÙ COMPLETA
MANIFESTAZIONE ITALIANA
DEDICATA ALLE
SOLUZIONI TECNOLOGICHE,
ALL’INNOVAZIONE
E ALL’AFFIDABILITÀ
CRESCE ANCORA!
Sesta Edizione
AFFIDABILITÀ & TECNOLOGIE rappresenta un innovativo modello di evento, un’opportunità concreta per migliaia di Visitatori
d’individuare soluzioni applicative innovative e attuabili, per abbattere i costi e incrementare produttività e affidabilità.
La manifestazione è diventata nel tempo un
T_M ƒ 218
N. 03ƒ
; 2011
▲
I SERIALI
I SISTEMI RFID
da subito, anche perché garantisce
l’allineamento strategico del progetto
verso il top management.
Il compito di questo team misto di progetto è quello di favorire il trasferimento tecnologico e lo scambio informativo all’interno dell’azienda. Laddove il progetto è considerato particolarmente strategico, si procede anche alla creazione di uno steering
committee, che supervisioni periodicamente la validità scientifica dei risultati ottenuti.
Si procede quindi alla definizione degli obiettivi da conseguire, che per un
sistema RFId si manifestano a più livelli: (i) innovazione tecnologica nell’organizzazione, (ii) miglioramento della qualità e dell’efficienza dei processi e (iii) ottenimento di dati di processo più affidabili e maggiormente dettagliati. La distinzione tra obiettivi irrinunciabili e obiettivi solo auspicabili,
ordinati dunque in base alla priorità,
consente di operare su diversi livelli di
profondità. Ciò consente tra l’altro di
mantenere la focalizzazione sul miglioramento dei processi aziendali, in
termini di efficienza ed efficacia, conseguibile talvolta anche senza la tecnologia RFId. Anche a questo proposito, è una logica demand pull che
orienta la scelta delle soluzioni migliori caso per caso, siano esse basate su
sistemi RFId, barcode, o sistemi misti.
appuntamento fisso nel quale si svolgono
incontri che favoriscono reali opportunità
di business tra i vari “attori” delle filiere
produttive: aziende manifatturiere, OEM,
centri di ricerca e fornitori di strumenti, servizi e tecnologie innovative.
ACQUISIZIONE DATI. ACUSTICA STRESS - VIBRAZIONI. CERTIFICAZIONI, SICUREZZA e OMOLOGAZIONI. MISURE DI GRANDEZZE MECCANICHE e DIMENSIONALI. MISURE
DI GRANDEZZE ELETTRICHE ed ELETTRONICHE. MISURE OTTICHE NANOMISURE. SENSORI. SERVIZI DI
TARATURA STRUMENTI. TESTING
MECCANICO E DIMENSIONALE. TESTING ELETTRICO ed ELETTRONICO.
VIRTUAL TESTING.
Contenuti espositivi
e testimonianze – 3 aree dedicate
PROGETTAZIONE:
SERVIZI - SOLUZIONI - TECNOLOGIE
(dedicata ai responsabili della progettazione, ingegnerizzazione della produzione, affidabilità, ufficio tecnico, ricerca e
sviluppo)
AUTOMAZIONE DEI PROCESSI: PLM,
FMEA, WORKFLOW, BUSINESS INTELLIGENCE. CAD-CAM-CAE. CRASH
ed ELEMENTI FINITI. ELETTROMAGNETISMO. FABBRICAZIONE ADDITIVA - REVERSE ENGINEERING. FLUIDODINAMICA e MULTIFISICA. FORMATURA - TAGLIO METALLI - SALDATURA. FUSIONE. MATERIALI COMPOSITI. NANOTECNOLOGIE - PLASMA. VIBROACUSTICA.
TESTING E MISURE:
APPARECCHIATURE - MACCHINE SENSORI - SERVIZI - SOLUZIONI STRUMENTI - TECNOLOGIE
(dedicata ai responsabili delle misure, affidabilità, manutenzione, controllo, prove,
laboratorio, ufficio tecnico)
Fase 2: analisi As-Is e To-Be
dei processi aziendali
L’introduzione di nuovi sistemi a supporto delle attività operative comporta
per le aziende un cambiamento nei
processi in atto e nelle relative procedure: i sistemi di auto-identificazione,
data la loro connotazione pervasiva,
necessitano di una profonda comprensione delle modifiche e delle inte-
PRODUZIONE: SERVIZI SOLUZIONI - TECNOLOGIE
(dedicata ai responsabili della produzione,
stabilimento, ingegnerizzazione della produzione, ufficio tecnico, controllo qualità)
APPARECCHIATURE - SENSORI - SISTEMI. ASSEMBLAGGIO e PRODUZIONE. LASER. MACCHINE UTENSILI PER MATERIALI DIFFICILI. MACCHINE UTENSILI MULTIFUNZIONE. MARCATURA E TRACCIABILITÁ. ROBOTICA. SIMULAZIONE DELLA PRODUZIONE. VISIONE ARTIFICIALE.
Anticipazioni e novità sul sito
www.affidabilita.eu.
Per ulteriori informazioni:
Segreteria Organizzativa A&T
Via Palmieri 63 - 10138 Torino
Tel: 011/0266700
E-mail: info@affidabilita.eu
N. 03ƒ
;2011
grazioni necessarie alla loro introduzione in azienda. Questa fase dello
studio di fattibilità prevede innanzitutto l’analisi dei processi allo stato attuale (As-Is) per individuare le criticità
e i punti di miglioramento dei processi e delle attività oggetto d’indagine.
La fase proposta dello scenario futuro
(To-Be), ha invece lo scopo di disegnare lo scenario a tendere dei processi aziendali a seguito dell’introduzione dei sistemi di auto-identificazione.
Per realizzare questo tipo di analisi
vengono concordati, di volta in
volta, i linguaggi di formalizzazione
più adatti per ciascuna azienda, per
esempio UML (Unified Modeling
Language), BPMN (Business Process
Modeling Notation), VSM (Value
Stream Mapping). Nella mappa dei
processi e dell’architettura a tendere
(processi, organizzazione, tecnologia, gestione dati) sono evidenziate
le attività sulle quali impatteranno
l’introduzione della tecnologia d‘identificazione automatica e il modo
in cui tali attività dovranno essere
modificate.
A questo punto dello studio è inoltre
necessario individuare con chiarezza le tipologie di oggetti sui quali
focalizzare l’indagine, identificabili
in prospettiva in modo automatico.
Generalmente si sceglie il componente più rappresentativo in termini
di ripetitività e di lavorazioni all’interno del processo, o quello più
ricorrente.
Fase 3: identificazione
sperimentale delle macro
soluzioni tecnologiche
e test sul campo
La fase di sperimentazione consente
di validare l’applicabilità delle soluzioni tecnologiche da adottare sul
campo all’interno dell’organizzazione. In questa fase assumono un peso
determinante le competenze specifiche sulle soluzioni tecnologiche disponibili sul mercato, sistemi di lettura
e transponder nel caso dell’RFId, e, in
altri casi, codici a barre e relativi sistemi di lettura. Infatti, in questo momento vengono definiti diversi possibili scenari d’introduzione della tecnologia RFId, pura o in abbinamento
ad altre tecnologie d’identificazione,
come appunto i codici a barre. Quest’ultima soluzione risulta talvolta la
più adatta, per esempio nei contesti in
cui il numero di elementi da tracciare
e la necessità di utilizzare le etichette
internamente all’azienda e senza la
possibilità di un loro riutilizzo efficiente comportino costi elevati di acquisto
dei transponder stessi. Una soluzione
Figura 3 – Esempio di mappa di processi To-Be descritti in formato UML
▲
I SERIALI
I SISTEMI RFID
ibrida può rivelarsi in questi casi la
soluzione più appropriata, in grado
di generare i vantaggi di entrambi i
sistemi, mantenendo i costi a livelli
accettabili.
Nel corso dell’indagine tecnologica
vengono considerate anche la quantità dei dati da memorizzare sui
transponder e la capacità di memoria
necessaria e disponibile per ciascuna
soluzione individuata. È evidente come siano qui particolarmente determinanti il supporto e il coinvolgimento
dei referenti dei sistemi informativi,
per garantire la corretta integrazione
dei flussi informativi/informatici ed
evitare situazioni di ridondanza o disallineamento dei dati.
Dopo aver identificato le soluzioni
implementabili, si procede con i test
sul campo per verificare l’assenza
d’interferenze e trovare le configurazioni ottimali dei sistemi e le migliori
combinazioni dei diversi componenti.
Per un’appropriata realizzazione di
questa fase, si è dimostrata particolarmente efficace la scelta del Lab#ID
di far riferimento sul supporto di numerosi partner industriali, che sono
parte nel network del laboratorio e
che si rendono disponibili a fornire i
loro sistemi per i test. In questo modo
i test stessi possono essere compiuti su
una vasta gamma di sistemi e consentono di valutare, in un contesto super
partes, attrezzature hardware e software di aziende diverse e quindi di
selezionare le famiglie di soluzioni
che rispondono meglio in ogni specifico ambiente. Ciò fornisce all’azienda la possibilità di una visione oggettiva e completa del mercato dell’offerta nazionale e internazionale.
Grazie ai risultati delle prove, valutati
con appositi cruscotti di benchmarking, l’azienda è messa in grado d’individuare le soluzioni che realizzano
gli obiettivi di progetto identificati.
Fase 4: Valutazione di scenari
di costo e di benefici qualitativi
Dopo la fase di sperimentazione si
delineano gli scenari di costo per
ciascuna delle soluzioni possibili. In
tal modo l’azienda può avere un’idea sufficientemente chiara delle
soluzioni migliori anche dal punto di
T_M ƒ 219
N. 03ƒ
; 2011
■
I SERIALI
I SISTEMI RFID
vista del rapporto tra benefici e costi.
I costi sono quelli dei dispositivi di cui
l’azienda deve dotarsi per ottimizzare i
propri processi, e quelli eventuali relativi alla gestione del processo di cambiamento (definizione di nuove procedure, formazione del personale, ...), da
confrontare con i miglioramenti prospettati nelle diverse aree coinvolte nel
progetto (magazzino, produzione, spedizione, ecc.). È da notare che una
stima affidabile dei benefici è spesso di
notevole complessità in questa fase, a
causa della trasversalità e pervasività
dei processi direttamente o indirettamente coinvolti: cambiamenti operativi
possono avere implicazioni perfino di
natura strategica, per esempio nella
ridefinizione delle relazioni con clienti e
fornitori, nelle logiche di gestione dei
magazzini, ecc..
Le analisi economiche condotte in questa fase dedicano dunque particolare
attenzione ai benefici, per lo più qualitativi, derivanti dall’introduzione dei
sistemi d’identificazione automatica.
Oltre ai benefici immediati per la singola azienda sono individuati anche
quelli a tendere, e quelli che possono
essere condivisi tra aree aziendali o
con altre aziende. Nei progetti interorganizzativi è opportuno integrare lo
studio di fattibilità con un’ulteriore attività finalizzata a stimare quantitativamente benefici e costi complessivi, per
acquisire e rendere disponibili i dati coi
quali si possano decidere le logiche di
suddivisione dei costi tra i partner.
esso, procede alla definizione delle
specifiche software e dei protocolli di
comunicazione fra il gestionale aziendale e il sistema di auto-identificazione.
Questa attività congiunta, che evita perdite o ridondanza di dati, coinvolge sia
i responsabili e il personale operativo
afferenti ai sistemi informativi, sia i
responsabili delle aree coinvolte nel
progetto al per definire le specifiche
relative alle modalità di funzionamento
e d’integrazione del nuovo sistema.
A conclusione della fase precedente, si
procede all’avvio del pilota per fornire
un supporto costante all’azienda simulando la normale attività lavorativa,
quando il sistema sarà a regime. In parallelo viene fornito supporto formativo
al personale per facilitare il processo
di adozione della tecnologia. L’esecuzione di un progetto pilota prevede
infatti la possibilità di progressivi adattamenti del sistema, anche per evidenziare eventuali criticità da risolvere e
funzionalità da sviluppare ulteriormente. A tal fine si definisce l’ambito e la
serie delle campagne di test. L’azienda
può così entrare gradualmente in contatto con il nuovo sistema, individuando una serie d’indicatori di prestazione
utili a realizzare una più precisa valutazione dei miglioramenti dei processi
e del ritorno dell’investimento. La conclusione positiva del progetto pilota dà
il via all’implementazione del sistema di
auto-identificazione all’intera azienda.
ALCUNE CONSIDERAZIONI
FINALI
DOPO LO STUDIO DI FATTIBILITÀ
Ottenute indicazioni positive circa la
fattibilità organizzativa e tecnologia del
progetto, si passa al progetto pilota,
che riproduce l’implementazione completa in un ambito delimitato, ma in
condizioni reali. Anche qui un supporto
qualificato e super partes può svolgere
un ruolo utile nel validare le soluzioni
introdotte e collaborare al loro fine
tuning. Sin dall’inizio, infatti, la selezione dei fornitori, e la corretta gestione
del rapporto con questi ultimi nel prosieguo hanno un peso fondamentale.
Individuato il partner tecnologico
migliore, il team di lavoro, insieme ad
T_M ƒ 220
Introdurre in azienda i sistemi di autoidentificazione, come i sistemi RFId,
non è semplice. Farlo senza un preventivo studio di fattibilità espone a
numerosi rischi, primo fra tutti quello
di non ottenere risultati in linea con gli
obiettivi prefissati e, a seguire, quello
di dover affrontare e risolvere, in corso d’opera, problemi imprevisti. Lo
studio di fattibilità serve proprio per
evitare o almeno a ridurre la probabilità di queste situazioni, e, perché ciò
accada, sembra opportuno seguire
passo per passo le fasi descritte:
– individuare le aree di processo potenzialmente interessate dai nuovi sistemi
e, su di esse, realizzare una serie di
analisi di processo dello scenario a tendere per ottenere il quadro complessivo
dell’impatto dei nuovi sistemi all’interno
dell’organizzazione;
– creare un team di lavoro misto, con
tutte le competenze necessarie a condurre le analisi secondo punti di vista
molteplici e per coinvolgere già nella
progettazione del sistema tutti i soggetti che dovranno poi utilizzarlo;
– realizzare i test tecnologici direttamente sul campo, per individuare la
migliore soluzione da adottare nel
contesto specifico e garantirsi così un
appropriato punto di partenza per le
successive attività da condurre nel
progetto pilota.
QUALCHE RIFERIMENTO,
PER APPROFONDIRE
Lab#ID: http://labid.liuc.it
A proposito di BPMN:
http://en.wikipedia.org/wiki/
Business_Process_Modeling_
Notation
http://en.wikipedia.org/wiki/
Comparison_of_Business_
Process_Modeling_Notation_
tools
http://www.omg.org/spec/
BPMN/2.0
A proposito di UML:
http://en.wikipedia.org/wiki/
Unified_Modeling_Language
http://www.uml.org
A proposito di VSM:
http://en.wikipedia.org/wiki
Value_stream_mapping
Luca Cremona ha conseguito la Laurea Specialistica in Ingegneria Gestionale presso l’Università
Carlo Cattaneo – LIUC di
Castellanza, dove attualmente frequenta il corso di Dottorato di
ricerca in Gestione Integrata d’Azienda. I
suoi interessi di ricerca riguardano i temi della Collective Intelligence e del Social Computing. Come collaboratore di
Lab#ID ha coordinato e condotto numerosi studi di fattibilità e implementazioni di
sistemi d’identificazione automatica.
METROLOGIA
LEGALE
▲
A cura dell’Avv. Veronica Scotti (veronica.scotti@gmail.com)
Le verifiche periodiche
degli strumenti
Un “work in progress”
LEGAL AND FORENSIC METROLOGY
This section intends to discuss the great changes on Legal
Metrology after the application of the Dlgs 22/2007, the
so-called MID directive. In particular, it provides information, tips and warnings to all “metric users” in need of
organizations that can certify their metric instruments
according to the Directive. This section is also devoted to
enlighting aspects of ethical codes during forensic activities where measurements are involved. Please send all
your inquiries to Ms. Scotti or to the Director!
RIASSUNTO
Questa rubrica intende discutere i significativi cambiamenti in tema di Metrologia Legale a seguito dell’entrata in vigore del Dlgs 22/2007, altrimenti detto
Direttiva MID. In particolare, vuole fornire utili informazioni, consigli e ammonimenti a tutti gli “utenti Metrici” che si rivolgono per reperire informazioni su
Enti e organizzazioni notificate per la certificazione del loro prodotto/strumento secondo la Direttiva. La rubrica tratta anche di aspetti etici correlati allo
svolgimento di misurazioni legate ad attività in abmito forense (CTU, CTP). Scrivete all’Avv. Scotti o al Direttore, e verrete accontentati!
Il legislatore comunitario, per quanto
attento all’importanza del mantenimento
delle caratteristiche metrologiche degli
strumenti di misura disciplinati dalla
direttiva MID, ha omesso di menzionare, nel provvedimento normativo,
le modalità (e la necessità) di svolgimento di controlli periodici
sugli strumenti. Infatti in nessuna
della disposizioni previste dalla MID si
rinviene alcun riferimento specifico
alle verifiche successive alla
prima – che, come noto, deve avvenire antecedentemente alla immissione in
commercio o messa in servizio dello
strumento – che consentano di garantire
l’attendibilità o, comunque, di determinare il livello di confidenza da riconoscere ai valori misurati dallo strumento.
Parzialmente il tema viene (implicitamente) considerato dalla norma nell’allegato I, punto 5, ove si fa riferimento
alla c.d. durabilità dello strumento. Tuttavia tale concetto, come espressamente definito dalla direttiva1, si presta a due differenti interpretazioni, in egual misura ammissibili. Infatti il
legislatore comunitario, prescrivendo il
costante mantenimento delle caratteristi-
che metrologiche dello strumento in un
dato intervallo temporale, consente di
dare ingresso alle verifiche periodiche,
che dovrebbero essere, astrattamente,
effettuate dopo il termine indicato dal fabbricante quale “scadenza”
dell’attendibilità delle misure effettuate
dallo strumento stesso. Diversamente,
secondo un’ottica interpretativa più ristretta e aderente al tenore letterale
della norma, la disciplina prevista dal legislatore comunitario potrebbe apparire
volta a imporre meramente un
certo rigore nella fase di progettazione dello strumento, senza prescrivere obbligatoriamente alcuna verifica successiva alla prima, svolta per l’accertamento iniziale della rispondenza
dello strumento ai requisiti definiti.
La doppia interpretazione a cui si presta
la normativa comunitaria risulta però
trascurabile alla luce del testo del decreto nazionale di recepimento della direttiva, che all’art. 19 stabilisce, in maniera espressa, la necessità di sottoporre a verifiche periodiche gli
strumenti di misura ricompresi in
quelli disciplinati dalla norma in
esame, nonostante demandi poi il
compito specifico, ovvero la previsione
di norme attuative in materia, a successivi decreti ministeriali.
Il legislatore nazionale, forse sulla scorta della consapevolezza (tecnica) che
gli strumenti di misura necessitano di un controllo ciclico delle
“prestazioni”, oppure in base all’applicazione, in via analogica, della tradizionale prassi prevista nel campo della
metrologia legale strictu sensu intesa e
teleologicamente orientata alla tutela
della trasparenza nelle transazioni commerciali (la normativa disposta dalla
MID non è altro che un ampliamento
della consolidata metrologia legale), ha
opportunamente stabilito (sebbene
omettendo qualsiasi termine perentorio
di emanazione dei decreti attuativi) che
ogni strumento, di cui all’elenco contenuto nell’art. 1 (e quindi nei vari allegati), fosse sottoposto a controlli
successivi rispetto a quelli iniziali
previsti per l’apposizione della marcatura metrologica supplementare.
In osservanza di tale disposizione normativa, il legislatore sta progressivamente predisponendo i diversi
decreti che si rendono necessari
per l’attuazione del provvedimento. In specie si intende qui focalizzare l’attenzione sul settore degli
strumenti di misura dei liquidi
diversi dall’acqua che trovano ora
una specifica disciplina, per quanto concerne i controlli periodici, nel decreto
ministeriale di recente emanazione che
verrà illustrato dalla Dott. ssa Maria Cristina Sestini nel contributo che segue.
NOTE
1
Lo strumento di misura deve essere progettato in modo da mantenere un’adeguata
stabilità delle proprie caratteristiche metrologiche in un periodo di tempo stabilito dal
fabbricante, a patto che la sua installazione, manutenzione e impiego siano effettuati
in modo corretto conformemente alle istruzioni del fabbricante, nelle condizioni ambientali cui lo strumento stesso è destinato.
T_M
N.
3/11 ƒ 221
METROLOGIA
LEGALE
▲
Maria Cristina Sestini
I controlli successivi sui sistemi
di misurazione di liquidi diversi dall’acqua
In conformità alla direttiva Europea
THE SUBSEQUENT CONTROLS ON MEASUREMENT SYSTEM FOR
LIQUIDS DIFFERENT FROM WATER
This article deals with the harmonization of the national regulation of Italy with
the UE 2004/22/CE Directive in terms of the controls (following the first one) of
measurement systems for the measurement of liquids different from water (with
particular emphasis on fuel pumps). Controls can be of two types: periodic and
random (the latter being particularly beneficial for customers). The main activities on a national and local level are in the two directions: (i) programming the
control strategies, and (ii) adopting a strategy for the promotion of these strategy
in a framework of transparency and efficiency promotion.
RIASSUNTO
L’articolo tratta l’armonizzazione, su scala nazionale, alla direttiva 2004/
22/CE riguardante i controlli (successivi al primo) sui sistemi di misura dei liquidi diversi dall’acqua (con particolare enfasi sui distributori di carburanti). I controlli possono essere di due tipi: periodici e casuali (quest’ultima tipologia particolarmente gradita agli utenti per evitare frodi). Le principali attività a livello
locale e nazionale sono nelle due direzioni di (i) programmare le attività di controllo e (ii) promuovere queste attività e pubblicizzarle nell’ottica della promozione della trasparenza e dell’efficienza del servizio.
La prospettiva di un’Europa completamente unificata ha indotto la Commissione Europea ad adottare la direttiva
2004/22/CE, il cui scopo è la disciplina dei requisiti di alcune tra le più diffuse categorie di strumenti di misura e la
definizione di univoche procedure per
la valutazione della conformità degli
strumenti a detti requisiti. A seguito del
recepimento di questa direttiva, mediante il decreto legislativo 2 febbraio 2007,
n. 22, restava tuttavia da mettere a punto
un’organica regolamentazione, in applicazione dell’articolo 19 del decreto.
Si palesa dunque l’esigenza di sintetizzare compiutamente ed efficacemente i
principi e le norme di matrice europea
con un impianto giuridico tradizionale.
Infatti, dopo che una serie importante di
dieci tipologie di strumenti ha trovato
nuova regolamentazione nella suddetta
direttiva, il nostro Paese si avvia adesso
a disciplinare nuovi criteri e procedure
per quanto attiene l’assicurazione del
mantenimento nel tempo dei requisiti
metrologici.
T_M
N.
investe direttamente e pesantemente la
sfera degli interessi di una grande quantità di consumatori.
Una lettura attenta del testo del decreto
n. 32 conduce a mettere in rilievo l’importanza e la delicatezza della funzione cui assolve, con la necessità di non
confliggere con gli interessi e i principi
dell’Unione. Inoltre, vanno messe in rilievo le specifiche scelte adottate proprio
allo scopo di rendere i controlli più agili
e più efficienti, senza affliggere l’ambito
pubblico di ulteriori oneri e alla luce dei
nuovi principi informanti le scelte della
Pubblica Amministrazione.
Proprio qui si ravvisano le più importanti innovazioni, in un settore in cui tra l’altro è molto alta l’attenzione dei consumatori e delle imprese.
La novità che caratterizza questo regolamento consiste in primis nella distinzione dei controlli successivi in (i) controlli che hanno la natura cadenzata
della verificazione periodica e (ii) controlli casuali, tanto inaspettati quanto
auspicabili da parte dei consumatori.
Tale distinzione è prioritaria alla qualificazione e riqualificazione sia dei soggetti privati che effettuano la verificazione periodica, sia dei soggetti pubblici,
preordinati alla garanzia della certezza
della misura e della correttezza della
transazione.
Non usando a caso il termine qualificazione, è evidente come la distinzione di
diverse competenze, ruoli e finalità sia
finalizzata a dare nuova dignità al settore privato. Questo assume un compito
importante con le connesse responsabilità, acquisisce adeguate competenze e
professionalità, certifica la propria
capacità attraverso l’applicazione di
procedure della qualità e la dimostrazione di specifichi requisiti. Altra finalità
e ricostituire in capo al sistema pubblico
un insieme di competenze, poteri e stru-
Gli strumenti di misura vanno incontro a
un lento deterioramento e necessitano di
manutenzioni e riparazioni fino a perdere le loro qualità e a divenire inadatti
a compiere correttamente la loro funzione. Per evitare i deteriori effetti di una
misurazione errata, il Ministro dello Sviluppo economico ha recentemente adottato un regolamento (decreto n. 32 del
18/01/2011) per disciplinare la verificazione periodica e i controlli casuali
sulle diverse tipologie di sistemi di misurazione di liquidi diversi dall’acqua,
disciplinati nell’allegato MI-005 della
direttiva 2004/22/CE. Risulta inoltre
già in fase di avanzata predisposizione
un ulteriore testo normativo recante le
procedure tecniche per l’effettuazione
dei suddetti controlli.
In questo contesto appare doveroso
informare il lettore che, insieme al decreto n. 32, veniva pubblicato anche il
decreto n. 31: esso reca la disciplina
relativa ai controlli successivi sugli strumenti per pesare a funzionamento automatico, altra categoria di strumenti che Camera di Commercio di Prato
3/11 ƒ 222
N. 03ƒ
;2011
In relazione all’errore massimo ammesso in una prova, sia i campioni di riferimento sia i campioni da lavoro non
potranno superare, per quanto riguarda
l’errore, un terzo dell’errore ammesso
sullo strumento in prova e, per quanto
attiene l’incertezza, un terzo dell’errore
ammesso sul campione stesso.
Oltre all’introduzione di novità nella
costellazione dei soggetti coinvolti nell’attività di garanzia della misura, è da
notarsi anche la specifica definizione di
strategie attuative che denotano una
particolare attenzione alla tutela del
consumatore. Infatti, nel settore dei complessi di misura di liquidi diversi dall’acqua, soprattutto utilizzati per la distribuzione di carburanti stradali, l’Unione
Europea confermava nella già citata
direttiva l’errore massimo tollerato previsto nella precedente direttiva del vecchio approccio n. 71/319/CEE (il 5
per mille sia in più che in meno). La stessa Unione ha ritenuto tale determinazione sufficiente a orientare correttamente il
mercato. Successivamente, la Commissione ha provveduto a vietare lo sfruttamento sistematico delle suddette tolleranze con altra direttiva (direttiva
2009/37/CE recepita dal nostro Paese
con D.M. 12/05/2010). La finalità è
impedire un approfittamento indiscriminato da parte dei contraenti più forti
nelle transazioni, imponendo quindi
appropriate regole a tal fine orientate e
mostrando sensibilità verso il problema
della tutela della fede pubblica.
In tal senso, con la regolamentazione
introdotta ai fini dei controlli successivi,
si è inteso riproporre nei controlli periodici gli stessi limiti previsti dall’Unione ai
fini della prima messa in servizio dello
strumento, esigendo il completo mantenimento nel tempo degli standard prestazionali.
Ai soli fini dei controlli casuali esperiti
dalle Camere di Commercio, come d’altro canto previsto nella normale logica
dei controlli successivi (adottata anche
da altri Paesi membri), è stato diversamente individuato un limite di tolleranza
superiore del 50% a quello prescritto.
Esso viene adottato sia in sede di accertamento della conformità, sia in occasione della verifica periodica, fermo
restando l’obbligo di aggiustare e sottoporre nuovamente a verifica periodica
▲
menti per offrire all’intero Paese efficienza, autorevolezza e autorità insieme.
Il sistema insomma, diversamente da
quanto è accaduto fino a oggi, muove i
primi passi su due diversi binari. L’uno è
dedito a controlli programmati e interni
al sistema privato, quasi un’autotutela di
natura privatistica sulla qualità del servizio prestato. L’altro è pubblicistico, proprio di ogni stato moderno, e ha lo
scopo di promuovere trasparenza e lealtà nei commerci, di prevenire le deviazioni, e colpire le eventuali violazioni a
regole statuite a livello cogente.
Queste funzioni in passato afferivano
alla competenza di uffici periferici del
Ministero dell’Industria e sino a ora sono
rientrate in quelle delle Camere di Commercio. La loro separazione è la premessa logica per procedere ad affidare
le attività di verificazione periodica ai
laboratori, stabilendo così un’indubbia
performance di governance e integrazione delle competenze tra l’intero sistema camerale e il ruolo di guida del
Ministero.
Il legislatore introduce dunque una separazione a seguito della distinta definizione di controlli periodici attribuiti ai
laboratori e di controlli casuali esplicati
dalle Camere di Commercio. Tuttavia un
unico criterio obbliga gli uni e le altre a
un’analoga disciplina della riferibilità
metrologica. Volendo autenticamente
garantire i diritti delle parti nella transazione commerciale, sono stati stabiliti
esplicitamente requisiti inderogabili per
i campioni di misura utilizzati dai laboratori e dalle Camere di Commercio nei
controlli successivi.
Il regolamento rende necessaria l’applicazione di procedure in conformità alla
UNI CEI EN ISO/IEC 17025:2005.
Esso introduce di fatto una maggiore
attenzione alla qualità della misura tramite l’applicazione concreta dei principi
della riferibilità in definite procedure per
la gestione e il confronto dei campioni:
tali procedure comportano anche la
puntuale registrazione delle operazioni
a queste connesse. Il citato regolamento
impone anche criteri cogenti per l’accettazione dei campioni e la necessità di
un piano di controlli che assicuri con
continuità la riferibilità tra campioni di
riferimento certificati e campioni da
lavoro.
METROLOGIA
LEGALE
quegli strumenti il cui errore risulti superiore al 5 per mille.
Si delinea quindi una modalità operativa che, rispettando i principi dell’Unione, assicura un livello di protezione
molto elevato dei consumatori. Esso inoltre conduce il sistema della verificazione
periodica sotto un unitario ambito, conformato e omogeneo. Riportare a livello
centrale l’accertamento dei requisiti dei
laboratori, lungi dall’essere anacronistico, è stato ampiamente motivato dalle
esigenze di uniformità sul territorio. La
modalità di abilitazione già prevista per
i laboratori dal decreto ministeriale
182/2000 aveva compiutamente
messo in rilievo tali esigenze in quanto,
attraverso le diverse interpretazioni del
decreto e le conseguenti discriminazioni
territoriali degli operatori economici, si
era determinata un’offerta di opportunità disomogenea.
Tra i requisiti che i laboratori dovranno
dimostrare di possedere, vi è il rispetto
di quanto previsto dalla citata 17025.
La finalità è voler assicurare (i) il profilo
della responsabilità all’interno del laboratorio, (ii) la qualificazione professionale del personale e (iii) i sistemi di riferibilità della misura con criteri d’indiscussa validità e anche tramite l’introduzione dell’obbligo della certificazione
dei campioni di prova da parte di un
organismo nazionale di accreditamento
(ai sensi del regolamento comunitario
765/2008). Non ultima vi è la preoccupazione di assicurare la qualità in
ogni attività del laboratorio autorizzato
ai sensi del decreto.
Questo nuovo assetto ambizioso, viste le
richieste di serietà, professionalità e indipendenza. Esse si assommano a quella
che oserei definire una sfida al sistema
della virtuosità privata per il rilancio
della qualità generalizzata, là dove il
pubblico, nello specifico il sistema
camerale, resta sostanzialmente in attesa d’intervenire per correggere le disfunzioni che questo eventualmente manifesterà.
Controlli casuali sugli strumenti e vigilanza sui laboratori costituiscono la
chiave di volta del sistema. I primi competono alle Camere nella loro autonomia, i secondi rientrano nella competenza di Unioncamere. Questa si avvale sul
territorio delle stesse Camere, le quali
T_M ƒ 223
da sempre mostrano di ottemperare con
efficienza ai compiti delegati. Il sistema
camerale, potenziato dalla recente riforma di cui al decreto legislativo 15 febbraio 2010, n. 23, resta in tal modo
depositario dell’esercizio delle competenze in materia di metrologia. Inoltre costituisce anche perno importante ai fini dell’accesso alle attività di verificazione
periodica, secondo quanto previsto dalla
procedura di cui all’articolo 19 della
Legge 241/90, e protagonista della successiva vigilanza (Unioncamere).
L’importanza del ruolo camerale si amplifica sotto la guida di Unioncamere, grazie al continuo e coerente processo di
formazione del personale, in grado di
preparare gli attenti operatori di un qualificato sistema metrologia, sempre più
orientato a controllare e monitorare i
laboratori e sempre meno a verificare
direttamente strumenti di misura.
Senza sostanziali modifiche rimane la
disciplina degli utenti metrici (D.M.
T_M ƒ 224
N. 03ƒ
; 2011
■
METROLOGIA
LEGALE
182/2000). Essa prevede obblighi di
comunicazione dell’utilizzo dei complessi di misura, di mantenimento del
corretto funzionamento e di conservazione dei documenti a corredo degli
stessi. L’elenco degli utenti metrici costituisce un importante ausilio per le funzioni di sorveglianza e vigilanza, e si
mostra irrinunciabile ai fini della corretta attuazione delle norme del decreto.
Risulterà in ciò preziosa l’implementazione dell’applicativo Eureka, che Infocamere provvederà a integrare delle
nuove funzioni e modalità.
Altre novità procedurali e strumentali di
rilievo sono (i) un adeguato sistema di
pubblicità dei laboratori autorizzati,
concretamente disponibile e fruibile dal
pubblico e consultabile anche per via
telematica, (ii) l’obbligo a carico dei
laboratori di comunicare alle Camere e
all’Unioncamere gli estremi delle verificazioni periodiche eseguite, e infine (iii)
il libretto metrologico la “storia metrolo-
gica” dello strumento.
Resta doveroso annunciare un periodo
transitorio, in attesa che i laboratori siano
operativi. Durante esso le Camere di
Commercio continueranno a effettuare la
verificazione periodica, per assicurare la
funzione di tutela della garanzia delle
quantità nelle transazioni e la trasparenza del mercato, per ancora due anni.
Maria Cristina Sestini
laureata in Scienze Politiche, è responsabile nella
Camera di Commercio di
Prato dei “Servizi di Metrologia”, del “Laboratorio di
taratura” per volumi accreditato da Accredia e dell’Organismo Notificato alla
Commissione Europea per la valutazione
della conformità delle misure di capacità
di cui all’allegato MI-008 della Direttiva
MID. Dal 2010 collabora con il Ministero
dello Sviluppo Economico.
SPAZO ASSOCIAZIONI
UNIVERSITARIE MISURISTI
▲
Rubrica a cura di Franco Docchio, Alfredo Cigada, Anna Spalla e Stefano Agosteo
Dalle Associazioni Universitarie
di Misuristi
THE ITALIAN UNIVERSITY ASSOCIATIONS FOR MEASUREMENT
This section groups all the relevant information from the main University
associations in Measurement Science and Technology: GMEE (Electrical
and Electronic Measurement), GMMT (Mechanical and Thermal Measurements), AUTEC (Cartography and Topography), and Nuclear Measurements.
RIASSUNTO
Questa rubrica riassume i contributi e le notizie che provengono dalle
maggiori Associazioni Universitarie che si occupano di scienza e tecnologia delle misure: il GMEE (Associazione Gruppo Misure Elettriche ed
Elettroniche), il GMMT (Gruppo Misure meccaniche e Termiche), l’AUTEC (Associazione Universitari di Topografia e Cartografia) e il Gruppo
di Misure Nucleari.
GMEE – ASSOCIAZIONE
GRUPPO MISURE ELETTRICHE
ED ELETTRONICHE
Progetti PRIN
con coordinatori
e/o partner GMEE
approvati
dal MIUR per il
finanziamento
È stata pubblicata dal MIUR la graduatoria dei progetti PRIN (Progetti
di Rilevante Importanza Nazionale).
I PRIN son progetti multisede contraddistinti da un elevato interesse
scientifico e applicativo, della durata di due anni, cofinanziati dal
MIUR e dalle sedi con anche il contributo d’imprese.
I ricercatori del GMEE hanno ottenuto un significativo successo, con
quattro progetti approvati con coordinatore dell’Associazione. Data la
valenza applicativa dei progetti, si
invitano partner aziendali eventualmente interessati ad approfondire le
tematiche dei progetti con il loro
coordinatore a contattare gli interessati agli indirizzi di posta elettronica
qui sotto riportati!
1. Soluzioni innovative in
microsistemi per il recupero di
energia da vibrazioni ad ampio spettro ed in bassa fre-
quenza – Resp. Nazionale Salvatore
BAGLIO, Università di Catania,
baglio@dees.unict.it.
2. Realizzazione e caratterizzazione di sistemi di misura
con riferibilità metrologica a
livello primario per energia e
potenza elettrica in regime
non sinusoidale – Resp. Nazionale Carmine LANDI, Seconda Università di Napoli,
carmine.landi@unina2.it
3. Reti ibride di nuova generazione per applicazioni di misura ed automazione industriale
– Caratterizzazione e misure di
prestazioni wired/wireless –
Resp. Nazionale Claudio NARDUZZI,
Università di Padova,
claudio.narduzzi@unipd.it
4. Sensori innovativi in fibra
ottica polimerica Resp. Nazionale
Alberto VALLAN, Politecnico di Torino,
alberto.vallan@polito.it
cui si aggiunge il progetto:
Un sistema innovativo basato
sulla tomografia ad impedenza elettrica (EIT) per l’imaging
“in vitro” dell’emostasi – Partner di Progetto: Antonio AFFANNI,
Università di Udine, Giovanni
CHIORBOLI, Università di Parma,
giovanni.chiorboli@unipr.it
GMMT – GRUPPO MISURE
MECCANICHE E TERMICHE
Si è recentemente chiuso il progetto
SIGMA – Soluzioni InteGrate per il
Manifatturiero Avanzato – , finanziato
dalla Regione Lombardia, che ha sviluppato ritrovati sensoriali innovativi,
utilizzabili come componenti configurabili, che introducono aspetti d’avanguardia nell’ambito della sensoristica
di controllo e di processo delle macchine automatiche.
SIGMA ha realizzato tre dimostratori
Sistema robotizzato per presa
da cassetta, Sistema robotizzato per verifica di conformità,
Sistema per la misurazione di
mappe termiche: gli aspetti di
misura hanno riguardato una parte
significativa del progetto, che ha visto
la guida scientifica del Gruppo di
Misure Meccaniche del Politecnico di
Milano, alla guida di una quindicina
d’imprese.
Lo scorso 27 aprile il Dott Claudio
Capozza, responsabile dell’ufficio
metrico della Camera di Commercio di
Milano ha tenuto presso il Politecnico di
franco.docchio@ing.unibs.it
T_M
N.
3/11 ƒ 225
▼
Milano una interessante conferenza
sulla metrologia legale, il suo impatto
sulla vita di tutti i giorni e i suoi rapporti con la metrologia scientifica. Davanti
a un’aula gremita, per oltre due ore il
Dott. Capozza con grande competenza
e capacità comunicativa ha condotto gli
studenti in un percorso affascinante e
NEWS
NOVITÀ RENISHAW
PER IL CONTROLLO
DI PROCESSO
Alla recente edizione della fiera EMO di
Hannover, Renishaw ha presentato una
gamma di soluzioni per il controllo di processo che aiutano a sostenere la costante
tendenza delle aziende verso la produzione snella: dalle nuove tecnologie per la
calibrazione pre-processo delle macchine
alla misura on-line e off-line. Completano il
quadro una nuova gamma di tecnologie
per la produzione con tecniche additive e i
più recenti encoder incrementali e assoluti.
Di seguito, alcune brevi presentazioni.
Calibro flessibile Equator™: una
nuova, radicale alternativa ai calibri rigidi
tradizionali che riempie
un vuoto di applicazione
finora non colmato. Il
design brevettato, esclusivo per costruzione e
modo di operare, rende
questo prodotto capace
di effettuare operazioni
di calibratura ad alta
velocità per ispezione di
componenti prodotti in volumi consistenti.
Equator è stato concepito e sviluppato lavorando a contatto con utilizzatori di calibri
che operano nell’automotive, nell’aerospaziale e nel medicale.
T_M ƒ 226
N. 03ƒ
; 2011
■
SPAZO ASSOCIAZIONI
UNIVERSITARIE MISURISTI
ricco di esempi. Si auspica che simili ovvero che implementino una gestiointerventi possano essere replicati ne di parametri d’influenza del proanche in altre sedi.
cesso di misura finalizzata alla minimizzazione dell’incertezza e/o alla
Il 1-7-2010 è partito il progetto europeo sua ottimizzazione, in relazione alGRACE – “Integration of process and l’uso che poi il sistema di controllo
quality control using multi-agent techno- qualità farà del risultato della misura.
logy” (www.grace-project.org), di Tali sistemi di misura sono trattati
durata triennale, finanziato dalla Com- come “Quality Control Agents”. Partmissione UE e coordinato dalla Uni- ner del progetto sono Sintef (N), Istituversità Politecnica delle Marche, con to Politecnico de Braganca (P), AEA
responsabile scientifico il Prof. Nicola (I), Whirlpool Europe (I), Siemens (D).
Paone. Obiettivo del progetto è l’integrazione dei processi produttivi con i Ci congratuliamo con i colleghi Gaprocessi di controllo di qualità tramite sparetto e Revel che risultano coordile tecnologie multi-agente. Un impor- natori nazionali di due progetti PRIN
tante spazio è occupato dallo svilup- 2009 recentemente finanziati. Nei
po di sistemi di misura che manifesti- prossimi numeri forniremo dettagli in
no capacità di auto-ottimizzazione, merito ai contenuti dei due progetti.
Ballbar senza fili QC20-W: il primo
dispositivo
di calibrazione a fornire
dati
diagnostici
su tre piani
coordinati
attraverso
un
unico
punto di riferimento.
Un unico, semplice, piazzamento per
effettuare un test più rapido e ottenere
una misura volumetrica rappresentativa
dell’accuratezza di posizionamento
della macchina.
Encoder ottici assoluti ed encoder
con
risoluzione di 1 nanometro: RESOLUTE™, il
primo
encoder
assoluto al mondo
capace di risoluzione di 27 bit a
36000 RPM; la
gamma di encoder
ottici incrementali
TONiC™, che offre
accuratezza pari a
quella di encoder a passo finissimo con la
robustezza tipica del passo medio
Inoltre: Dispositivo per prove rapide e
automatiche di macchine utensili multiasse; SLM250, macchina per la fusione
laser selettiva; Retrofit e software per
macchine di misura; e molte altre nuove
proposte.
Tastatore a cinque assi per macchine di misura
PH20: sistema di
tastatura a contatto
punto-punto che aumenta la produttività delle macchine
fino a tre volte, sfruttando i due assi di
posizionamento
rotativo continuo e
l’esclusivo metodo
di “tocco di testa” per l’acquisizione di
punti ad alta velocità con il minimo movimento degli assi macchina.
Nuovo software per la tastatura multiasse in
macchina utensile: include più funzioni simili a quelle
su macchina di misura con un’ampia gamma di tolleranze
dimensionali e geometriche, oltre all’abilità di lavorare con allineamenti multipli in
un singolo programma. Il software include
la capacità di simulazioni, un’intuitiva
interfaccia grafica e un chiaro formato di
presentazione dei risultati che rende il suo
utilizzo accessibile agli operatori di officina.
Per maggiori dettagli visitate
www.renishaw.it
METROLOGIA
PER CAPILLARITÀ
▲
A cura di Giorgio Miglio (migliopr@tin.it)
Sul concetto di Precisione
Il significato di un termine di cui spesso si abusa
METROLOGY FOR EVERYONE
This section is open to questions and curiosity by all
the measurement operators, both in industry and in
calibration analysis and test laboratories, who do
not have the time to search for answers in the Standards. The section gives answers and tips in a simple language, yet complete and worth adequate reference to rigorous metrological criteria.
Cari Lettori!
Questo che leggete è l’ultimo contributo di Giorgio Miglio alla Rubrica
“Metrologia per Capillarità”. Mentre
il numero era in composizione Giorgio è prematuramente scomparso,
dopo brevissima e implacabile malattia. Lascia la moglie e due figli in
tenera età, cui vanno le condoglianze di tutto lo staff editoriale. Lascia
un grande vuoto in tutti noi e la consapevolezza di aver perso un insostituibile collaboratore di lunghi anni di
vita della rivista: acuto, sagace e
pronto ad aiutare gli operatori della
metrologia industriale a districarsi
nelle pieghe delle norme con consigli
semplici, intuitivi, preziosi.
RIASSUNTO
Questa rubrica è aperta alle domande e ai dubbi formulati da chi si
occupa di processi di misurazione o di affidabilità e qualità delle misure sia in azienda sia nei laboratori di taratura, di prova o di analisi e
che non ha il tempo o l’opportunità di cercare spiegazioni nella normativa. La rubrica offre risposte e delucidazioni con un linguaggio che può
peccare di eccessiva semplicità, ma non di disallineamento dai criteri
metrologici ortodossi.
DOMANDA
Nella mia azienda manifatturiera
sento citare nei reparti e nel laboratorio prove il termine “precisione” a
proposito sia di misurazioni sia di
strumentazione; anche nei documenti di lavoro (istruzioni, procedure,
ecc.) vedo che spesso compare questo termine.
Purtroppo non sono “ferrato” in
campo metrologico e dagli operatori da me interpellati circa il significato di questo termine ho ottenuto
risposte vaghe e, in alcuni casi, contradditorie. Insospettito, e anche per
cautelarmi da brutte figure nei contatti con clienti e fornitori (che pure
citano spesso questo termine), ho
dato incarico al mio uomo della
qualità di scegliere a catalogo e di
acquistare una norma adatta a far
chiarezza su questo concetto: la sua
scelta è ricaduta su quella dal titolo
“Misure e misurazioni – Termini e
definizioni fondamentali” (UNI
4546 ).
Con grande stupore ho visto che il
termine precisione non solo non
compare nel suo sommario, ma neppure nel suo indice analitico! Prima
di sollevare di peso i miei dipendenti per il fatto di riempirsi la
bocca di un termine non citato nelle
norme e, per di più, d’inserirlo nei
documenti aziendali senza conoscerne il vero significato, le chiedo
se è normale ciò che capita nella
mia azienda e che cosa significa
questo termine.
RISPOSTA
Mi congratulo per la sua determinazione nel fare chiarezza intorno a
questo termine e nel voler dissipare il
pressapochismo dei suoi collaboratori
nel maneggiarlo in modo così disinvolto senza conoscerne i contenuti. In
effetti è vero, nella sua azienda così
come in tante altre, del termine “precisione” si fa abuso, probabilmente
perché produce l’impressione di misure poco affette da errori.
La sua definizione non compare nel
documento da lei fatto acquistare
(UNI 4546), che è del 1984: il termine “precisione” comincia a essere
definito nella normativa di base a
partire dagli anni ’90 (ISO 35341:1993; ISO 10012-2:1997; ecc.):
suggerisco di fare riferimento oggi
alla 3a edizione del V.I.M., tradotta
in lingua italiana nel 2010 e disponibile come CEI UNI 70099.
Il termine, in pratica, si riferisce alla
variabilità che si riscontra nei risultati che si ottengono ripetendo più
volte la misurazione di una stessa
grandezza (oggetto, parametro, caratteristica), naturalmente in condizioni operative specificate: è importante osservare da subito che il termine precisione sta in un contesto di
ripetibilità e/o riproducibilità, quindi ci si trova di fronte a una media
delle misure e a degli scostamenti di
ogni singolo risultato da questa
media. Essendo una misura di variabilità, la precisione si esprime in termini di scarto tipo (di ripetibilità o di
riproducibilità), di varianza (scarto
tipo elevato al quadrato), di coeffi-
T_M
N.
3/11 ƒ 227
misura e riportata anche in norme
oggi superate.
I due concetti, precisione e accuratezza, vanno a ricucirsi nella definizione
di “giustezza di misura”, che è il
grado di concordanza tra la media
del numero di valori misurati e un
valore di riferimento. Attenzione:
nella giustezza compare la media
(quindi misurazioni sullo stesso misurando, da cui la precisione) e la
distanza della media dal riferimento.
Ricordo che una corretta valutazione
del valore di precisione richiede il
rispetto di svariate condizioni di
misurazione. Qui ne cito due a titolo esemplificativo:
• l’indipendenza dei risultati,
cioè ciascun risultato non
dev’essere influenzato dal
precedente ottenuto sullo stesso misurando o suo similare;
▼
ciente di variazione (CV assoluto o
percentuale), eccetera. In altre parole, esso esprime il grado di dispersione dei dati rilevati individualmente rispetto al valore medio della
serie cui essi appartengono: tutto ciò
indipendentemente dal fatto che
questa media sia “sbagliata”, cioè
affetta da un errore sistematico più o
meno significativo.
A questo proposito va sottolineato che
il concetto di precisione è completamente diverso da quello di accuratezza, che esprime invece di quanto un
valore misurato si scosta da un valore
“cosiddetto vero” o di riferimento.
Malauguratamente i due concetti vengono spesso usati in modo indistinto o
come alternativi: una delle cause di
questa confusione si può far risalire
all’espressione “classe di precisione”
utilizzata dai costruttori di strumenti di
NEWS
N. 03ƒ
; 2011
■
METROLOGIA
PER CAPILLARITÀ
MISURE DI VELOCITÀ
E LUNGHEZZA
SENZA CONTATTO
Il sensore di velocità senza contatto ASCOspeed 5500 offre nuove possibilità nell’automazione delle line di processo dell’industria siderurgica in particolare, e manifatturiera in generale. Si tratta di un sistema
compatto con una robusta custodia che
garantisce un funzionamento affidabile
“trouble-free” in vaste applicazioni con
velocità massima dei materiali fino a
3000 m/min.
Il sensore opera in piena autonomia, ha un
consumo di corrente molto basso e richiede
unicamente un’alimentazione di 24 Vdc.
Una risposta dinamica elevata e un’elevata
precisione sono le caratteristiche principali
di questa nuova generazione di sensori di
misura della velocità e lunghezza. Questa
tecnica si basa su una esperienza di oltre
15 anni.
L’uso di strutture di elaborazione del
segnale all’avanguardia garantiscono
che ogni variazione di velocità del materiale venga acquisita con precisione. Un
hardware potente e ultra-veloce effettua i
controlli di plausibilità e comprime i
tempi di misura nel campo dei microse-
T_M ƒ 228
condi. Solo in questo modo si può ottenere la migliore precisione durante le fasi
di accelerazione. Il sensore fornisce un
valore mediato ogni 500 µs ed è quindi
perfettamente adatto alle applicazioni in
controllo ad anello chiuso degli impianti
più sofisticati.
I sistemi convenzionali con encoder meccanici possono essere sostituiti senza problemi con ASCOspeed 5500. Il sensore
possiede uscite scalabili a impulsi e può
dunque essere usato in alternativa agli
encoder ad albero con un massimo di 3
uscite scalabili a impulsi. Durante la misura
di velocità differenziali, come per controlli
“mass flow” o “skin pass“, un funziona-
•
l’applicazione di un test
sulla presenza di valori anomali, cioè non facenti parte
del campione estratto.
RIFERIMENTI
A NORME E GUIDE
Ritengo che i migliori riferimenti per
quanto riguarda il termine e il concetto di “precisione” siano la norma CEI
UNI 70099 dal titolo “Vocabolario
internazionale di Metrologia – Concetti fondamentali e generali e termini
correlati”, disponibile dall’aprile
2010 come traduzione della terza
edizione del V.I.M., e la norma UNI
ISO 5725 - 1/6 edita nell’anno 2004
con il titolo “Accuratezza (esattezza e
precisione) dei risultati e dei metodi di
misurazione”.
mento sincrono
offre significativi
vantaggi. Usando un impulso
dall’unità di controllo del processo, 2 o più sensori ASCOspeed
5500 possono
funzionare
in
maniera perfettamente sincrona sotto controllo hardware, e
perciò fornire
risultati precisi
nelle fasi di accelerazione. La
struttura della superficie, il colore
o la variazione di colore, la presenza di
rivestimenti, la variazione delle proprietà
riflettive del materiale non influenzano la
misura. In contrasto alle convenzionali lampade alogene, l’uso di un illuminatore a
LED garantisce un funzionamento continuo
con manutenzione ridotta.
Applicazioni: laminatoi a freddo, laminatoi
“skin pass”, linee di allungamento e raddrizzatura, impianti di rivestimento, linee
d’ispezione, linee di taglio, linee avvolgimento coil, linee di saldatura e piegatura,
linee di trafilatura e profilatura.
Per ulteriori informazioni:
www.luchsinger.it
▲
LO SPAZIO
DEGLI IMP
Francesco Cardellini
Il sistema di taratura
dell’INMRI-ENEA
per le misure di Radon
INMRI-ENEA CALIBRATION FACILITIES
FOR RADON MEASUREMENTS
The experimental facilities developed at INMRI-ENEA to calibrate the Radon
monitoring instruments and dosimeters are described. The facilities include
Radon chambers for exposure of field dosimeters in standard Radon atmosphere and closed-loop air circulation system for calibration of Radon monitors. The Radon calibration system is based on a primary standard, also
described in the paper, that has been validated through an international
comparison.
RIASSUNTO
Si descrivono gli apparati sperimentali messi a punto all’INMRI-ENEA (Istituto Nazionale di Metrologia delle Radiazioni Ionizzanti) per la taratura degli
strumenti di misura del Radon. Il sistema comprende camere ermetiche per
l’esposizione al Radon dei dosimetri ambientali e circuiti per la taratura dei
monitori. Alla base dei sistemi di taratura vi è un campione primario, descritto nell’articolo, che è stato confrontato a livello internazionale.
INTRODUZIONE
Il Radon (222Rn, T1/2 di 3,82 giorni) è
un gas nobile radioattivo prodotto dal
decadimento del 226Ra (T1/2 di 1600
anni), che a sua volta fa parte della
catena di decadimento del 238U. Il gas
Radon è naturalmente prodotto da tutte
le rocce che contengono questi radionuclidi, ampiamente presenti anche in Italia. Essendo un gas inerte il Radon può
sfuggire dal sottosuolo e raggiungere
l’atmosfera. All’aperto esso si disperde
nell’aria, dove ha generalmente concentrazioni dell’ordine di 5-10 Bq m-3
ritenute non pericolose. Nei luoghi chiusi come gallerie, miniere, locali interrati
e abitazioni il Radon può invece accumularsi e diventare pericoloso. La catena di decadimento del 222Rn comprende, oltre al Radon, quattro radionuclidi
a vita breve di cui due emettitori beta, il
214Pb ed il 214Bi, e due emettitori alfa,
il 218Po ed il 214Po (Fig. 1). Le emissioni di particelle alfa sono le più pericolose per la salute, in caso d’inalazione
del Radon o della sua progenie. Il gas
Radon è, infatti, la seconda causa di
tumore polmonare dopo il fumo, essen-
Figura 1 – Catena di decadimento del
222
Rn
SISTEMI DI MONITORAGGIO
DEL RADON IN ARIA
Schematicamente i sistemi di misura
del Radon in aria si possono dividere
in due grandi categorie. La prima
categoria è costituita da dispositivi
elettronici complessi che misurano e
registrano la concentrazione di Radon
in funzione del tempo, per un periodo
di tempo anche superiore a due settimane. Nel seguito questi dispositivi
saranno indicati come monitori. La
grande maggioranza dei monitori si
basa su celle di misura con un volume
compreso tra 0,25 l e 0,5 l, dotate di
un filtro in ingresso che permette l’entrata dell’aria da campionare, ma
non del particolato atmosferico. Queste celle possono essere di tre diverse
tipologie:
1) le celle di Lucas, o a scintillazione,
sono internamente rivestite di solfuro
di zinco attivato con argento che
emette luce quando è colpito dalle
radiazioni alfa del Radon e della sua
progenie.
2) le camere a ionizzazione in cui la
radiazione alfa ionizza l’aria atmosferica presente nella cella di misura e
produce un impulso elettrico che è
amplificato e registrato.
3) le camere a raccolta elettrostatica
in cui un forte campo elettrico, dell’ordine di 7-10 kV m-1, convoglia i
prodotti di decadimento del 222Rn su
un sensore a stato solido. Le radiazio-
do attribuibili ad esso circa il 10% dei
casi osservati [1]. Per limitare i rischi di
esposizione al Radon le indicazioni dell’OMS, riprese dalle normative europee, prevedono il monitoraggio della
concentrazione di attività di Radon
negli ambienti di lavoro e nelle abitazioni e l’attuazione d’interventi di bonifica ove si riscontrino concentrazioni eccessive. In Italia il decreto legge n° 241
del 2000, che riprende la direttiva
9639 EURATOM, stabilisce il limite di
500 Bq m-3 per i luoghi di lavoro. Per
quanto riguarda le abitazioni, la raccomandazione 90/143/EURATOM stabilisce un limite di 200 Bq m-3 per le
case di nuova costruzione e di
400 Bq m-3 per le abitazioni già esistenti. In Italia il servizio di monitoraggio del Radon è effettuato dalle sedi
provinciali delle ARPA regionali, dall’ISPRA, dall’ISPESL e da alcuni laboratori universitari o privati.
Al fine di assicurare la riferibilità metrologica delle misurazioni di Radon,
l’INMRI-ENEA ha sviluppato campioni
di riferimento e sistemi per la taratura
della strumentazione maggiormente uti- ENEA, Roma
francesco.cardellini@enea.it
lizzata in questo campo.
T_M
N.
T_M
ƒ 229
229
3/1
1 ƒ
▼
ni α emesse dal 218Po e dal 214Po
sono rilevate da questo sensore.
La seconda categoria di strumenti di
misura del Radon comprende vari tipi
di dispositivi passivi a integrazione,
comunemente detti dosimetri, che misurano il valore medio della concentrazione di Radon in un ambiente per un
lungo periodo di tempo, generalmente
compreso fra tre e sei mesi. L’integrale
della concentrazione di attività di
Radon nel tempo è detto “esposizione
al Radon” e si misura in kBq h m-3.
Nella maggioranza dei casi questi dispositivi sono costituiti da un rivelatore
a tracce nucleari protetto da un contenitore esterno del volume di qualche
decina di centimetri cubi. L’elemento
sensibile è un polimero trasparente
(area 1÷2 cm2) in cui le radiazioni a
prodotte dal Radon e dalla sua progenie lasciano delle microscopiche tracce.
Dopo l’esposizione al Radon il dosime-
NEWS
NUOVI ACCELEROMETRI
PER L’ANALISI
STRUTTURALE E NVH
Kistler, fornitore leader mondiale di sensori
di precisione, sistemi e strumenti per la
misura dinamica di pressione, forza, coppia e accelerazione, presenta la serie di
accelerometri capacitivi MEMS a singolo
asse 8315A, caratterizzati da elevata sensibilità e basso rumore. I nuovi accelerometri, che incorporano il know-how di Kistler
per quanto riguarda la tecnologia K-Beam,
sono progettati per misure d’accelerazione
e vibrazioni a bassa e media frequenza,
ideali per le applicazioni in ambito automotive, aerospace, OEM, R&S, e prove di
laboratorio. La serie 8315A comprende sei
differenti modelli, con range di misura da
±2 a ±200 g e una risposta in frequenza di
0 – 1000 Hz (5%). Il design compatto fornisce un ingombro di 1” (25,4 mm) e integra un elemento sensibile a capacità variabile MEMS, che consiste di una piccola
massa inerziale tra due piatti paralleli.
Quando la massa deflette per l’accelerazione, la distanza fra l’elemento e i piatti
varia, modificando la capacità. Il condizionatore interno converte la variazione di
capacità in una variazione di tensione in
T_M ƒ 230
N. 03ƒ
; 2011
▲
LO SPAZIO
DEGLI IMP
è la realizzazione di un’atmosfera
campione di Radon in aria con cui
tarare i monitori primari per la misura
di concentrazione di attività di Radon
in aria.
Il Radon necessario viene prelevato
da gorgogliatori contenenti una soluzione stabilizzata di 226Ra la cui attività è riferibile a campioni NIST [2]. Il
circuito primario, schematicamente
rappresentato in Fig. 2, è costituito da
un gruppo sorgenti (gorgogliatori), da
un cilindro di alluminio della capacità
di circa 112 l dove si realizza l’atmosfera di riferimento e dal monitore primario. Questi elementi sono collegati
tra loro da un circuito chiuso, in cui
l’aria contenente Radon è fatta circolare da una pompa con portata di
IL CAMPIONE PRIMARIO
circa 0,2 l/min.
DELL’INMRI-ENEA
La procedura di taratura del monitore
PER LE MISURE DI RADON
primario è concettualmente molto semLo scopo principale di questo sistema plice:
tro è sottoposto a un attacco chimico
(sviluppo) che evidenzia le tracce
nucleari e ne permette la lettura mediante un microscopio a bassi ingrandimenti. La densità di tracce osservata è proporzionale all’esposizione subita.
I monitori sono adeguati a individuare
con misure di breve durata le aree e i
locali maggiormente esposti al rischio
Radon, mentre i dosimetri a tracce
nucleari sono indicati per le campagne
di misura di lungo periodo su un gran
numero di locali. Sia i dosimetri sia i
monitori devono in ogni caso essere sottoposti a operazioni di taratura affinché
le loro misure siano affidabili.
uscita. La serie 8315 offre un’eccellente stabilità termica e prestazioni affidabili in un
range di temperature elevato da –55 a 125
°C. Lo strumento può essere alimentato da
tensioni comprese tra 6 e 50 V e può
sopravvivere a shock fino a 6000 g pk.
I modelli della serie 8315A sono offerti con
tre diversi case e altrettante opzioni di uscita in tensione (AC, TA, TB). L’opzione AC è
caratterizzata da un peso ridotto, custodia
in alluminio duro anodizzato con saldatura
laser, ground isolated, cavo integrale in
PVC, con una temperatura operativa massima di 85 °C. I formati dei segnali d’uscita
disponibili per l’opzione AC sono bipolari
a 0 ±4 V, a singola uscita a 2,5 V ±2 V o
differenziali 0 ±8 V. Le opzioni TA e TB
hanno peso ridotto, contenitore in titanio
saldato con, a scelta, connettori standard a
4-pin, connettore 1/4-28 o cavo integrale
rivestito in Teflon®, per un design completamente ermetico con isolamento a terra integrale. La temperatura operativa massima su
queste unità è di 125 °C. I formati disponibili dei segnali d’uscita sono
bipolari a 0 ±4 V, a singola uscita 2,5 V ±2 V (è opzionale l’uscita in temperatura) e differenziali 0 ±8 V. Per le opzioni TA e
TB è prevista una temperature
d’uscita qualora sia desiderata la
compensazione esterna del segnale d’uscita. Fra gli accessori
opzionali raccomandati con la
serie 8315° vi sono: basi magnetiche, adesive, isolanti o viti di
montaggio; anche un cubo di
montaggio triassiale.
I nuovi accelerometri sono utilizzabili in una varietà di applicazioni di R&S e OEM, in particolare quando è assolutamente richiesto l’impiego di strumenti con elevata
precisione a basse frequenze e affidabilità
nel tempo. Fra le applicazioni tipiche: prove
di vibrazione a terra a bassa frequenza
(aerospace); laboratori di prova automotive,
handling, test su strada e valutazioni di
guida veicolo; prove strutturali su ponti e altre strutture civili; applicazioni di R&S, biomedicali, piattaforme inerziali; ecc.
Per ulteriori informazioni:
www.kistler.com
N. 03ƒ
;2011
IL SISTEMA DI TARATURA
DEI MONITORI
▲
LO SPAZIO
DEGLI IMP
don già citati nell’introduzione. Rileviamo che la taratura investe tutto il
complesso del sistema di misura e
cioè: il dosimetro (costituito dal rivelatore e dal contenitore), il sistema di
sviluppo e il sistema di lettura. La taratura è quindi necessaria quando si
avvia un nuovo laboratorio, quando si
acquista una nuova partita di rivelatori, quando si modificano le condizioni
di sviluppo o si modifica il sistema di
lettura. Sono inoltre consigliabili controlli a scadenza biennale come è già
prassi di alcune ARPA.
Considerando che i dosimetri vengono generalmente lasciati in misura per
tre o sei mesi e che i livelli di attenzione si collocano a 500 Bq m-3, possiamo dire che le esposizioni di maggiore interesse si collocano intorno ai
valori di 1 e 2 MBq h m-3, ma spesso
ci sono richieste esposizioni a valori
più alti, fino a 20 MBq h m-3.
Presso l’INMRI le esposizioni possono
essere effettuate in due diverse camere Radon, una del volume di 1027 l e
l’altra del volume di 220 l. La più
grande è una camera climatica dotata di un sistema di regolazione e controllo della temperatura e dell’umidità
relativa. I dosimetri sono collocati
nelle camere Radon con uno o due
monitori di riferimento per la registrazione della concentrazione di attività
di Radon. L’incertezza sul valore di
esposizione è attualmente stimata non
superiore al 5%. I dosimetri esposti
sono restituiti al committente che esegue lo sviluppo e la lettura delle trac-
Una volta tarato il monitore
primario (monitore di riferimento) si può procedere alla
taratura dei monitori da
usare nelle camere Radon o
nelle misure in campo. Il
sistema di trasferimento è illustrato in Fig. 3. Il monitore
primario viene collegato ad
una camera Radon del volume di 137 l in cui è collocaFigura 2 – Schema del circuito primario per la
to il monitore da tarare.
realizzazione di atmosfera campione di 222Rn in aria
Nella camera è immesso
Radon usando un circuito
1) Si usano sorgenti tarate di 226Ra predisposto, il valore di riferimento
chiuse da oltre un mese cosicché al della concentrazione di attività di
loro interno si è prodotta una pari atti- Radon è dato dal monitore primario.
vità di 222Rn.
Le concentrazioni di attività di Radon
2) Mediante gorgogliamento si trasfe- a cui si eseguono le tarature dipendorisce il 222Rn dalla sorgente al circui- no dall’uso a cui sono destinati i monito, ottenendo la concentrazione di tori da tarare. I monitori per le misure
attività di riferimento dopo circa un’o- in campo vengono generalmente tarara. Quindi il gruppo sorgenti viene ti a concentrazioni comprese tra 1 e 4
isolato dal circuito mediante un kBq m-3, mentre per quelli da usare
bypass.
nelle camere Radon per le esposizioni
3) In 4 ore il Radon si distribuisce uni- dei dosimetri si sale fino a 100 kBq m-3.
formemente nel circuito e nella cella L’incertezza relativa sul fattore di taradi misura del monitore e si realizza tura dipende, tra l’altro, dalle carattel’equilibrio secolare tra il Radon e la ristiche dei monitori da tarare, e in
sua progenie. La misura prosegue per linea generale è compresa tra il 2%
ulteriori 20 ore circa per avere una ed il 3%. Per le misure a bassa conbuona statistica di conteggio.
centrazione di attività è importante
4) Le misure registrate sono corrette anche la determinazione del bianco
per decadimento al momento in cui è strumentale che è effettuata in appositerminato il trasferimento del Radon te camere allestite nei laboratori deldalla sorgente al circuito, quindi se ne l’INMRI-ENEA.
calcola la media.
5) Dal rapporto tra la concentrazione
di riferimento e i conteggi del monito- IL SISTEMA
re si calcola il coefficiente di taratura DI ESPOSIZIONE
del monitore primario.
CONTROLLATA
Per la taratura del monitore primario DEI DOSIMETRI
si è effettuata una serie di sei prove
con tre diversi gorgogliatori, tutti con L’esposizione controlun’attività di circa 1500 Bq. Lo scarto lata di dosimetri per
tipo della serie di misure è risultato Radon rappresenta la
pari all’ 1,2%. Il principale limite alla maggior parte dell’attiriproducibilità delle misure è costituito vità di servizio deldalla precisione con cui è nota l’atti- l’INMRI-ENEA per mività di ogni singolo gorgogliatore e sure di Radon (Fig. 4).
dalla difficoltà di estrarre completa- I committenti sono gli
mente il Radon dai gorgogliatori stes- organismi che svolgoFigura 3 – Schema del sistema di taratura
si. L’incertezza relativa sul coefficiente no servizi di sorvedei monitori secondari
di taratura è di 1,5 % (k=1).
glianza sul rischio Ra-
T_M ƒ 231
Con espressoDAQ, HBM lancia
sul mercato una nuova serie di
amplificatori di misura basati su
tecnologia USB. Nonostante le
dimensioni ridotte e i prezzi convenienti, i moduli di HBM, specialista in tecnica di misura, offrono come sempre qualità elevata
e capacità di prestazioni: nel
caso specifico vanno segnalate,
ad esempio, la tecnologia di frequenza portante e
il convertitore A/D
con risoluzione a
24 bit. I singoli
moduli possono
essere alimentati
direttamente tramite
l’interfaccia
USB, eliminando
la necessità di un
cavo di rete separato.
È possibile attivare
più amplificatori
di misura tramite
un hub USB e ciò
rende possibile impiegare sistemi
di misura completamente sincronizzati. Gli amplificatori di misura funzionano in base al principio “plug & measure”, consentendo all’utente di ottenere velocemente il risultato della misurazione. A ciò contribuiscono
anche i connettori RJ45 configurabili direttamente in loco per il
collegamento dei trasduttori. Inoltre, gli amplificatori di misura
espressoDAQ supportano i TEDS
(Transducer Electronic Data
Sheet), che consentono una facile
e rapida configurazione dei più
diversi tipi di trasduttore.
I moduli vengono forniti insieme a
un software di facile utilizzo, progettato appositamente per espressoDAQ, per la configurazione,
raccolta dei dati e visualizzazione. L’utente ottiene il risultato
della misurazione in pochi passaggi. È anche possibile esportare i dati misurati nei formati più
comuni.
Con i diversi moduli della serie
espressoDAQ è possibile acquisire, in modo sicuro, praticamente tutte le grandezze di misura
più rilevanti. Oltre a ingressi di
corrente o tensione configurabili
individualmente, è anche possibile eseguire misurazioni con
estensimetri (DMS) (con configurazione sia a ponte intero sia a
semiponte) e collegamento di termocoppie del tipo
preferito.
Gli
ingressi dei moduli (quattro oppure
otto, in base al
tipo) sono tutti singoli e separati
galvanicamente
l’uno dall’altro.
Poiché tutti i canali possiedono ciascuno un proprio
convertitore AD, è
possibile eseguire
misurazioni assolutamente sincrone. Tipiche applicazioni per i
moduli compatti di espressoDAQ possono riguardare, ad
esempio, l’ambito dell’assistenza, dove con un laptop e un piccolo modulo è possibile eseguire
facilmente e velocemente una
misurazione. I nuovi moduli
costituiscono la soluzione ideale
proprio per le applicazioni in cui
un sistema di misura di grandi
dimensioni sarebbe troppo dispendioso.
Per ulteriori informazioni:
www.hbm.com
NUOVO CALIBRATORE PORTATILE:
GENERA, SIMULA E MISURA!
Il calibratore portatile 7012SS di ASITA, pratico e compatto, raccoglie le funzioni di generazione, simulazione e misura tipicamente utilizzate per il controllo dei processi industriali. Lo strumento permette di generare segnali di corrente fino a ± 25mA, segnali di tensione fino a ± 25V, genera una resistenza di 100 Ohm e simula
segnali termoelettrici equivalenti alle corrispondenti temperature di
ben 8 diverse termocoppie (K, E, J, T, R, S, B e N). La sezione di misura permette accurati rilievi di corrente (± 28mA) e tensione (± 28V).
Lo strumento è dotato di uscite separate e isolate dai terminali di
ingresso per poter simultaneamente generare e misurare, visualizzando contemporaneamente i due valori sul grande display LCD.
T_M ƒ 232
N. 03ƒ
; 2011
NUOVI
AMPLIFICATORI
DI MISURA
BASATI
SU TECNICA
DI MISURA USB
▲
NEWS
TARATURA DI COPPIA
DI MASSIMA PRECISIONE
CON TRASDUTTORI DI RIFRIMENTO
La misurazione precisa di coppie è sempre più importante, ad esempio
nelle applicazioni che utilizzano banchi prova. Di conseguenza anche
la taratura dei trasduttori di coppia utilizzati in questi banchi prova sta
assumendo sempre maggiore rilevanza. L’affermata famiglia di trasduttori di riferimento di coppia TB2 oggi può contare su un complemento che permette di eseguire misurazioni precise e riproducibili con
notevole risparmio di tempo: infatti le misurazioni possono essere eseguite direttamente, non come nella comune taratura tramite leva a braccio, applicando o rilevando i pesi manualmente.
I trasduttori di riferimento di coppia del tipo TB2, offerti da HBM, permettono la riconducibilità a
normative nazionali e, pertanto, una taratura assolutamente sicura delle grandezze
di coppia, oggi disponibile
anche nei campi di misura di
100 Nm e 200 Nm. Il trasduttore di riferimento è idoneo per impiego non rotante
in laboratorio o in campo
industriale. È disponibile
come opzione anche una versione IP67, che permette l’impiego anche in ambiente
industriale critico. I trasduttori
TB2 raggiungono normalmente, già per i valori iniziali del campo di misura dal
2%, la miglior classe 0,5 secondo DIN 51309 o EA-10/14, mentre di
solito per questa classe è richiesto solo un range dal 20 al 100%.
Gli estensimetri installati nel TB2 consentono l’utilizzo di tutti gli amplificatori di misura che supportano gli ER a ponte pieno. Tra questi, ad
esempio, l’inserto/modulo amplificatore di misura di precisione ML38B
per il sistema MGCplus di HBM.
Ulteriori informazioni sono reperibili all’indirizzo web
www.hbm.com.
HBM Test and Measurement
Fin dalla sua fondazione, in Germania nel 1950, Hottinger Baldwin
Messtechnik (HBM Test and Measurement) si è costruita una solida
reputazione come leader mondiale di tecnologia e del mercato nell’industria delle misurazioni e prove. HBM offre prodotti per la catena di
misurazione completa, dalle prove virtuali a quelle fisiche. Le sedi di
produzione sono situate in Germania, USA e Cina; HBM è presente in
più di 80 paesi nel mondo.
Dotato di memoria interna per la registrazione di 20 valori di uscita, attribuendo a
ciascuno di essi la durata nel tempo, con
successiva attivazione in sequenza automatica o con comando manuale per simulare le caratteristiche di funzionamento
proprie dell’apparecchio in prova. Predisposto al controllo tramite il computer utilizzando l’interfaccia seriale USB in dotazione.
Per ulteriori informazioni:
www.asita.com
N. 03ƒ
;2011
■
zioni certificate di dosimetri, cui vanno aggiunte numerose esposizioni di prova. L’impegno di maggior rilievo nel settore è stata la
prima campagna di
interconfronto nazionale sulla misura della
concentrazione di attività di Radon con rivelatori di tipo passivo
organizzata nel 2006
dall’APAT e dall’INMRIENEA [4]. La campagna ha coinvolto 26
Figura 4 – Esposizione di dosimetri
laboratori i quali hannella camera Radon da 220 litri
no fornito un totale di
circa 1400 dosimetri.
L’INMRI
ha
effettuato
le esposizioni
ce nucleari. Dal rapporto tra la densicontrollate
al
Radon
e
fornito i valori
tà di tracce lette e il valore della esposizione subita dai dosimetri il commit- di riferimento per l’interconfronto.
tente determina la sensibilità della
partita di dosimetri.
I risultati di una taratura sono illustrati RICADUTE TECNICO-SCIENTIFICHE
in Fig. 5 dove è riportato il grafico
della densità di tracce in funzione del- L’intensa attività di taratura svolta
l’esposizione per otto diverse esposi- negli ultimi dieci anni ha avuto una
zioni, alcune fatte nella camera da serie di ricadute tecnico scientifiche
220 l e altre in quella da 1027 l. Si sia per i committenti che per l’INMRIpuò notare in Fig. 5 la linearità della ENEA. Alcune di queste sono qui
risposta fino a oltre 4600 kBq h m-3. riportate.
Lo scarto massimo osservato tra la 1) Miglioramento dei risultati ottenuti
densità di tracce lette e la retta dei negli interconfronti: i laboratori italiaminimi quadrati è di 1,5 %. I dati si ni che hanno partecipato a interconriferiscono alla caratterizzazione di fronti esteri con riferibilità ai sistemi di
un nuovo sistema di lettura sviluppato misura dell’INMRI-ENEA hanno ottenuto risultati molto buoni.
dalla Croce Rossa Italiana [3].
In media presso il nostro istituto si ese- 2) Controllo di qualità nei laboratori: la
guono annualmente circa 25 esposi- possibilità di effettuare tarature in condizioni diverse e su
un ampio intervallo
di valori di concentrazione o di esposizione ha portato,
in diversi casi, a
evidenziare alcuni
limiti della strumentazione utilizzata.
A seguito di ulteriori analisi è stato
possibile apportare
le opportune correzioni ottenendo un
netto miglioramenFigura 5 – Densità di tracce in funzione della esposizione
to delle prestazioni
per due diversi lotti di dosimetri
del laboratorio.
LO SPAZIO
DEGLI IMP
3) Collaborazioni in attività di studio
e ricerca: misure riferibili e tarature
certificate sono state il presupposto
per l’effettuazione di studi e ricerche
volti allo sviluppo e standardizzazione dei metodi di misura.
BIBLIOGRAFIA
[1] R. Trevisi, (2009) Aspetti teorici ed
operativi per la protezione dal Radon
nei luoghi di lavoro, Rapporto ISPESL
2009.
[2] P. De Felice, Xh. Myteberi, (1996),
The 222Rn Reference Measurement
System Developed at ENEA, Nucl.
Instr. and Meth. in Phys. Res. A 369,
445-451.
[3] C. Fontana, F. Cardellini, A. Marchetti, P. Bennati, A. Zoffranieri, U.
Angeloni, (2008), Riscontri dosimetrici e test di sensibilità su lotti di CR-39
analizzati con il nuovo sistema di
misura semiautomatico per rivelatori a
tracce nucleari nel servizio misure
radioattività ambientale Lab. Centrale
CRI, Atti del convegno Nazionale di
Radioprotezione,
Cinquantenario
AIRP, Pisa, 2008
[4] G. Torri, R. G. Boschetto, A. M.
Sotgiu, P. Leone , M. Cavaioli, F. Cardellini, G. Cotellessa, R. F. Laitano, M.
Pagliari, G. Sciocchetti, P. De Felice,
(2007), Risultati del primo interconfronto nazionale sulla misura della
concentrazione di attività di Radon
con metodi passivi, Atti del Convegno
Nazionale di Radioprotezione, AIRP,
Vasto Marina, 2007.
Francesco Cardellini,
laureato in fisica, ricercatore presso l’ENEA, ha
lavorato nel campo della
scienza dei materiali specializzandosi sulle reazioni a stato solido e sulle tecniche di
analisi mediante diffrazione di raggi X
e calorimetria. Dal 2003 lavora presso
l’INMRI, nel settore della metrologia del
Radon. In questo ambito è responsabile
dello sviluppo e mantenimento del campione primario e del servizio di taratura
della strumentazione utilizzata per il
monitoraggio del Radon.
T_M ƒ 233
Il 7 maggio scorso la SIAD ha
aperto il proprio stabilimento di
Osio Sopra (BG) a oltre 260
persone, tra studenti, familiari
dei dipendenti, giornalisti e
autorità, consentendo loro
un’immersione nell’affascinante
mondo dei gas: l’imbombolamento dei gas tecnici, la massa
porosa, il laboratorio di ricerca,
il laboratorio Nuvera Fuel Cells
e il reparto di Frazionamento
Aria.
Come ha dichiarato Roberto
Sestini, presidente SIAD, in
apertura
della
giornata:
“Abbiamo aderito all’iniziativa
di Federchimica perché in linea
con la scelta di trasparenza,
apertura e confronto che SIAD
sta portando avanti da anni per
consolidare il rapporto di fiducia con i suoi stakeholders. La
chimica è uno dei settori più
importanti per la vita dell’uomo.
Pervade ogni aspetto della
nostra esistenza e aumenta il
nostro tenore di vita. È dallo sviluppo della chimica che nascono i farmaci, e quindi l’aspetta-
tiva di una vita più lunga. Venti
anni fa però la chimica era considerata la “bestia nera” della
produzione industriale, per i
suoi supposti effetti deleteri sulla
salute umana. E da 20 anni
Federchimica svolge azione di
promozione per correggere
questa percezione. Lo testimonia il suo programma “Responsible Care”, un decalogo di
comportamenti in tema di sicurezza, salute dei dipendenti e
protezione ambientale, adottato
dalle aziende associate, che ha
contribuito a fare della chimica
il settore con i più elevati standard di sicurezza, tra i meno
inquinanti, nonchée l’interprete
più fedele del Protocollo di
Kioto. La giornata di oggi, voluta da Federchimica, intende
dunque sfatare un pregiudizio,
facendo entrare la gente in
diretto contatto con il mondo
della chimica, perché solo conoscendolo da vicino lo si può giudicare senza preconcetti. Ma
anche affermare un primato,
che fa dell’Italia il terzo produttore chimico in Europa e della
chimica uno dei settori che più
investe in ricerca e sviluppo”.
Il tour ha privilegiato gli aspetti
più rappresentativi dell’attività
aziendale, coerentemente con
gli assunti stessi dell’iniziativa: i
gas e le loro modalità produttive, la ricerca e sviluppo di
nuovi prodotti come driver dell’attività, e l’importanza dell’applicazione del sistema gestione
sicurezza e ambiente in tutti gli
aspetti operativi.
Per ulteriori informazioni:
www.siad.it
IL CATALOGO GENERALE RUPAC
ORA ANCHE SU CD ROM
Il catalogo generale 2011 della RUPAC è disponibile on-line e in versione CDRom: nell’ampia
gamma dei prodotti presentati spiccano i nuovi strumenti per il controllo tridimensionale integrato (ottico, con fibra ottica, con laser, a contatto e a raggi
X - tomografia) che combinano una misura completa
e accurata con una straordinaria velocità di esecuzione, rendendo possibile la soluzione di qualsiasi problematica di misura dimensionale. Una copia omaggio del
catalogo può essere richiesta sul sito web www.rupac.com
nel quale è possibile, con un semplice click, aggiornarsi in tempo
reale su tutte le novità presentate, consultare le offerte promozionali aggiornate per poter meglio fruire delle migliori condizioni di
acquisto, conoscere tutte le date delle manifestazioni fieristiche a
cui la società partecipa nel corso dell’anno e, per finire, reperire gli
indirizzi commerciali utili nelle varie regioni italiane.
T_M ƒ 234
N. 03ƒ
; 2011
FABBRICHE APERTE
NEL MONDO
DEI GAS
▲
NEWS
KIT ACCELEROMETRICI “ALTA
TEMPERATURA” PER LA MISURAZIONE
DI VIBRAZIONI NELLE TURBINE A GAS
IMI sensor, una divisione di
PCB Piezotronics Inc., annuncia la commercializzazione
mondiale di kit accelerometrici
“alta temperatura” modelli
600B13 e 600B14 per la
misurazione di vibrazioni nelle
turbine a gas. Questi kit comprendono (i) accelerometro ad
alta temperatura con uscita
laterale, (ii) cavo integrale
ermetico di lunghezza 3 metri,
(iii) amplificatore integrale
ICP®. Sono ideali per molteplici applicazioni relative alla
generazione di energia quali
monitoraggio, posizionamento
su turbine, sistemi di scarico,
tubazioni in ambienti estremi
dove la temperatura può andare fino a 482 °C.
La modalità costruttiva del
nuovo elemento interno all’accelerometro presente nei kit
600B13/B14 costituisce un
miglioramento significativo nel
gestire i risultati di misura, dove
i cambiamenti di temperatura e
gli “spike” transitori sono una
condizione comune nel mondo
delle turbine a gas. Inoltre, l’integrazione del sensore con
cavo e amplificatore di carica
ICP®, rende unico questo kit
accelerometrico ad alta temperatura.
Esso rappresenta per gli operatori del settore una soluzione
molto pratica. La catena completa di misura elimina la contaminazione dovuta all’ambiente
di misura nonché i comuni problemi di scarsa immunità al
rumore. L’amplificatore integrale ICP® è una soluzione che consente inoltre l’utilizzo con attrezzature standard di acquisizione dati. I kit IMI 600B13 e
600B14 sono progettati come
sostituzioni drop-in per gli attuali accelerometri con basi a tre
punti di fissaggio del tipo
ARINC®; inoltre essi hanno una
temperatura di esercizio più
alta rispetto a molti sensori concorrenti.
Il modello 600B13 dispone di
una sensibilità di 100 mV/g
(10,2 mV/(m/s2)), e il modello
600B14 dispone di una sensibilità di 10 mV/g (1,02 mV/
(m/s2)). La vasta gamma di frequenze per 600B13/B14 (± 5%)
282-240 cpm (da 4,7 a 4000
Hz) li rende ideali come accelerometri ad alta temperatura per
la misurazione delle vibrazioni
all’interno di turbine a gas.
Per ulteriori informazioni:
www.pcbpiezotronics.it
La Rupac, Rappresentanze Utensili Precisione Apparecchi
Controllo, fondata nel 1949 dall’Ing. Bruno Friso, offre
da sempre, per far fronte ad un settore in continua
evoluzione, un’ampia gamma di strumentazione ed
apparecchiature di controllo a livelli qualitativi molto
elevati e con un costante impegno verso il progresso tecnologico.
Lo staff tecnico di Rupac è costantemente disponibile per individuare la soluzione ottimale per le esigenze dei clienti, offrendo una consulenza globale,
sia presso le nuove show rooms, sia presso la sede del
cliente. Il servizio non si limita alla consulenza pre-vendita, ma continua con l’installazione e certificazione in
loco, i corsi d’istruzione e assistenza post-vendita e la possibilità di stipulare contratti di manutenzione programmata. Le riparazioni e il controllo pre-vendita degli strumenti vengono effettuati nel
laboratorio interno.
Grazie a tutto questo il marchio Rupac si pone tra i leader, a livello
nazionale ed europeo, nel settore della strumentazione di misura e
controllo.
MANIFESTAZIONI
EVENTI E FORMAZIONE
■
2011-2012
eventi in breve
2011
26 - 28 SETTEMBRE
Capri, Italy
4th EOS Topical Meeting on Optical Microsystems (OMS2011)
www.myeos.org/events/capri2011
26 - 29 SETTEMBRE
Online
IEEE Online Conference on Green Communications (IEEE GreenCom’11)
www.ieee-greencom.org/submit.html
27 - 29 SETTEMBRE
Paris, France
Thermal investigations of ICs and Systems
http://cmp.imag.fr/conferences/therminic/
therminic2011
28 - 30 SETTEMBRE
Aachen, Germany
IEEE AMPS 2011 (Applied Measurements for Power Systems)
http://amps2011.ieee-ims.org
30 SETT - 1 OTT
Bangkok, Thailand
_AMMO2011_ - International Conference on Advanced Materials
in Microwaves and Optics (EI Compendex)
www.ited.org.cn/ammo
3 - 7 OTTOBRE
Villa Olmo, Como, Italy
13th ICATPP Conference on Astroparticle, Particle, Space Physics
and Detectors for Physics Applications
http://villaolmo.mib.infn.it/Conference_Posters/
Preliminary_Programme_2011v0.4.pdf
9 - 13 OTTOBRE
Arlington, VA, USA
IEEE Photonics 2011 Conference (IPC11)
www.photonicsconferences.org/PHOTONICS2011/
index.php
12 - 14 OTTOBRE
Olhao, Portugal
VIPIMAGE: III Eccomas Thematic Conference on Computational Vision
and Medical Image Processing
http://paginas.fe.up.pt/~vipimage/index.html
17 - 19 OTTOBRE
Lisbona, Portugal
IEEE EPQU - Electrical Power Quality and Utilization Conference
www.epqu2011.org
17 - 20 OTTOBRE
Brussels, Belgium
2nd
www.ieee-smartgridcomm.org
20 - 21 OTTOBRE
Nice, France
JOURNEES DE LA TELEMETRIE LASER 2011
JTL2011@oca.eu
24 - 26 OTTOBRE
Paris, France
3rd
www.ijcci.org
28 - 30 OTTOBRE
Shangai, China
2011 International Conference on Computer Science and Engineering CSE 2011
www.engii.org/cet2011/CSE2011.aspx
28 - 30 OTTOBRE
Shanghai, China
2011 Int’l Conf. on Signal and Information Processing (CSIP 2011)
www.engii.org/cet2011/csip2011.aspx
28 - 31 OTTOBRE
Limerick, Ireland
IEEE SENSORS 2011
http://ieee-sensors2011.org
30 - 31 OTTOBRE
Guangzhou, China
2011 International Conference on Photonics, 3D-imaging, and Visualization
www.cas-association.org/icp3v2011/index.htm
IEEE International Conference on Smart Grid Communications (SmartGridComm)
Int’l Joint Conf. on Computational Intelligence
7th
Annual Conference of the IEEE Industrial Electronics Society
7 - 10 NOVEMBRE
Melbourne, Australia
ECON 2011 -
14 - 16 NOVEMBRE
Bologna, Italy
Smart Measurements for Future Grids SMFG 2011
24 - 25 NOVEMBRE
Roma, Italy - Ing., La Sapienza 4th Mediterranean Conference on Nano-Photonics, MediNano-4
www.myeos.org/events/MediNano-4
28 NOV - 2 DIC
Xcaret, Mexico
Nanomaterials conference
www.zingconferences.com/z.cfm?c=62
29 NOV - 2 DIC
Orlando, USA
Conference on Education, Informatics and Cybernetics: icEIC 2011
www.2011conferences.org/iceic
Wuhan China
4th
www.ciseng.org/cite2011
9 - 11 DICEMBRE
www.iecon2011.org
http://smfg2011.ieee-ims.org
Int’l Conf. on Information Technology in Education(CITE 2011)
2012
12 - 14 FEBBRAIO
Kauai, Hawaii
Pan-Pacific Microelectronics Symposium
www.smta.org/panpac/call_for_papers.cfm
4 - 8 MARZO
Los Angeses, USA
OFCNFOEC 2012
www.ofcnfoec.org/home.aspx
27 - 30 MARZO
Kuala Lumpur, Malaysia
31th Progress in Electromagnetics Research Symposium (PIERS)
http://piers.org/piers/submit/survey.php
28 - 30 MARZO
Santiago de Compostela, Spain
International Conference on Renewable Energies and Power Quality (ICREPQ’12)
www.icrepq.com
18 - 19 APRILE
Torino, Italy
Affidabilità & Tecnologie - Sesta edizione - Strumenti,
soluzioni e tecnologie per l’Innovazione Competitiva
www.affidabilita.eu
23 - 27 APRILE
Marrakech
CAFMET 2012 - African Committee of Metrology
www.npl.co.uk/events/23-27-apr-2012-cafmet-2012
11 - 13 LUGLIO
Brussels, Belgium
16th
www.sysid2012.org/
9- 14 SETTEMBRE
Bexco, Republic of Korea
XX IMEKO World Congress
http://imeko2012.kriss.re.kr
22 - 24 NOVEMBRE
Belgrade, Serbia
2012 Telecommunications Forum TELFOR2012
www.telfor.rs/?lang=en
IFAC Symposium on System Identification, SYSID 2012
T_M
N.
3/11 ƒ 235
N. 03ƒ
; 2011
▲
NEWS
LE SOLUZIONI DI ACQUISIZIONE DATI HBM
VINCONO LE PROVE COMPARATIVE IN CINA
Le prove comparative sulle apparecchiature di acquisizione dati da usare nei treni
ad alta velocità, effettuate dall’Università
Beijing Jiaotong in Cina, hanno dimostrato l’efficacia della strumentazione SoMat
eDAQ della HBM operante in condizioni
estreme.
Le prove sono state effettuate per determi-
condizioni ambientali comprendevano
temperature da -20°C a 60°C, con elevati livelli di vibrazione, umidità, polvere e
interferenze elettriche e magnetiche.
L’apparecchiatura HBM è stata l’unica in
grado di funzionare efficacemente durante la prova finale di due giorni.
nare la miglior apparecchiatura di acquisizione dati per monitorare e analizzare
la fatica, e quindi per determinare il danneggiamento potenziale di parti meccaniche critiche, quali il telaio dello sterzo e
gli assi di connessione del treno ad alta
velocità da 350 km/h CHRIII. L’obiettivo è
quello di dotare il nuovo treno ad alta
velocità di un sistema eDAQ durante l’assemblaggio iniziale, in modo che siano
raccolti i dati lungo la vita operativa del
treno con il continuo monitoraggio delle
condizioni. La specifica apparecchiatura
deve essere in grado di funzionare adeguatamente in tutte le condizioni climatiche e operative.
Le specifiche richiedono che il treno in
prova sia equipaggiato con due o tre
eDAQs con 32 canali per unità, utilizzati
per una grande varietà d’ingressi, sebbene
l’impiego principale sia il monitoraggio di
deformazioni, spostamenti e pressioni.
Sistema integrato
Condizioni di prova
Le prove sono state condotte usando le
apparecchiature di sei fornitori diversi: tra
questi HBM, che inizialmente non era in
buona posizione in quanto alcuni concorrenti erano già fornitori di strumenti per
acquisizione dati.
Le condizioni di prova sono state molto
severe: ad esempio, i trasduttori di spostamento posizionati sotto il treno dovevano poter operare per molti giorni senza
alcuna possibilità di essere verificati. Le
T_M ƒ 236
L’apparecchiatura HBM scelta comprende
il SoMat eDAQ combinato con un SoMat
eDAQ Vehicle Network Communications
Layer (ECOM) e un SoMat eDAQ Bridge
Layer (EBRG), per ottenere un sistema integrato completo e robusto. Il SoMat eDAQ
della HBM, progettato specificamente
come robusto sistema mobile di acquisizione dati, è dotato di condizionamento
segnali all’avanguardia, ed è capace di
effettuare un’ampia gamma di elaborazione dati a bordo, funzioni di trigger,
salvataggio intelligente dei dati e calcoli
complessi. Si può usare sia come sistema
cablato sia senza fili, dato che utilizza la
comunicazione Ethernet e ospita il proprio
server Web. Non abbisogna di software
PC per lanciare/arrestare le
prove o per caricare i dati.
Il SoMat eDAQ Vehicle Network
Communications Layer (ECOM)
completa l’eDAQ munendolo di
tre dispositivi interfaccia CAN,
di un’interfaccia Vehicle Bus
Module (VBM) e della porta di
comunicazione GPS. Ciò rende
l’ECOM estremamente versatile,
provvedendo alla correlazione
fra i canali del bus del veicolo ai
dati fisici e al GPS. Si possono
registrare fino a 254 canali per
ogni ingresso del bus del veicolo, rendendo virtualmente illimitato il numero totale di canali del
sistema. I canali del bus veicolo non consumano alcuno degli ingressi analogici,
essendo l’ingresso di tutti i 254 canali
effettuato direttamente mediante un singolo connettore.
Infine, il SoMat eDAQ Bridge Layer
(EBRG) dispone di 16 ingressi analogici a
basso livello, differenziali, campionati
simultaneamente mediante connettori indipendenti. Lo EBRG opera con trasduttori
amplificati e non, compresi estensimetri,
accelerometri trasduttori di pressione, celle di carico
e altri segnali analogici
generici.
L’EBRG
dispone
anche di un eccellente condizionamento di estensimetri con il supporto di configurazioni a 1/4, 1/2 e
ponte intero.
Qian Xu, Ingegnere Venditore della
HBM,
afferma:
“Fra le ragioni
principali per cui
abbiamo ottenuto
quest’ordine, sono
particolarmente rilevanti la robustezza
dell’eDAQ e la sua capacità di registrare
in modo affidabile tutti i dati, anche nelle
più dure condizioni di prova”.
Sebbene queste prove siano state condotte dalla Università Beijing Jiaotong, i treni
vengono gestiti dalla China CNR Corporation Limited (CNR). Le mansioni della
CNR comprendono la progettazione,
costruzione, ristrutturazione, revisione e
manutenzione di locomotive elettriche e
Diesel, carrozze passeggeri e vagoni
merci, unità multiple elettriche e Diesel,
motori di trazione e materiale rotabile. La
CNR provvede a oltre la metà delle
500000 locomotive e materiale rotabile
lungo i 70000 chilometri delle ferrovie
cinesi.
STORIA E
CURIOSITÀ
▲
Emilio Borchi1, Renzo Macii2, Riccardo Nicoletti3, Alberto Nobili4
La collezione degli antichi
strumenti di Ottica dell’Osservatorio
Valerio di Pesaro
Parte III – Gli strumenti per lo studio del magnetismo terrestre
THE COLLECTION OF ANCIENT MEASUREMENT INSTRUMENTS OF THE “VALERIO” OBSERVATORY - PART 3
In the third article of this series the authors continue the description of the
rich collection of ancient instruments conserved in the Valerio Observatory
of Pesaro, including instruments for meteorology, astronomy, geodesy and
geomagnetism.
RIASSUNTO
Continua con questo terzo numero la descrizione della ricca collezione di
strumenti di misura conservata presso l’Osservatorio meteorologico e sismologico Valerio del Comune di Pesaro, che annovera strumenti di meteorologia, di astronomia, di geodesia, di geomagnetismo e di sismologia.
GLI STRUMENTI OTTICI
PER LO STUDIO
DEL MAGNETISMO TERRESTRE
Tra gli strumenti di ottica utilizzati per
lo studio del geomagnetismo ricordiamo i cannocchiali di osservazione dell’apparecchio bifilare, del declinometro magnetico e dell’inclinometro magnetico. Durante la direzione di Luigi
Guidi per l’osservazione del declinometro e del bifilare venivano utilizzati
rispettivamente il teodolite di Ertel e
un circolo ripetitore di Lerebours et
Secretan. Erano presenti inoltre due
piccoli cannocchiali di Ertel su base di
marmo per la lettura a distanza secondo il metodo di Gauss, di cui uno illustrato in Fig. 10. I due cannocchiali
erano poco funzionali.
Quando Calvori si decise a mettere in
vendita tanto il teodolite di Ertel quanto il circolo ripetitore di Lerebours et
Secretan per risanare la situazione
economica dell’osservatorio, egli per
eseguire le osservazioni ai magnetometri pensò di utilizzare nuovamente i
primitivi strumenti di osservazione, di
cui uno solo, quelli dell’inclinometro,
era in funzione. Allo scopo progettò
piccoli cannocchiali di osservazione
che fece costruire nel 1884, completi
di scala per la lettura a riflessione,
dalla ditta Salmoiraghi di Milano.
per lo studio delle proprietà del campo magnetico terrestre era quello di
Lamont. Si componeva di una sbarra
magnetizzata, sospesa senza torsione
a un filo di soia che passava lungo un
tubo di vetro. Anche la sbarra magnetizzata era protetta da un contenitore
di vetro. La cassetta di vetro era adagiata al centro di un disco orizzontale, che a sua volta si muoveva in
maniera indipendente su un altro disco al quale era fissato il cannocchiale di osservazione. La forma dello strumento restò praticamente inalterata
per diversi anni. In seguito venne sostituita da quella proposta dai costruttori parigini Brunner e il teodolite magnetico di Lamont fu conosciuto anche
come teodolite magnetico di Brunner.
Figura 10 – Cannocchiali su base di marmo
In realtà né il teodolite di Ertel né il circolo ripetitore di Lerebours et Secretan furono venduti, e continuarono ad
essere parzialmente utilizzati per le
Figura 11 – Teodolite magnetico
osservazioni magnetiche. Attualmente
i tre cannocchiali Salmoiraghi sono
associati ai magnetometri.
Tra gli strumenti ottici di geomagnetismo dell’Osservatorio Valerio un 1 Università di Firenze e
posto di rilievo si deve attribuire al Osservatorio Ximeniano di Firenze
teodolite magnetico di Brunner (Fig. 11) 2 Osservatorio Ximeniano di Firenze
con treppiede di legno. Il teodolite 3 CSO Srl, Badia a Settimo, Firenze
magnetico che di solito nell’Ottocento r.nicoletti@csophthalmic.com
veniva utilizzato durante le spedizioni 4 Osservatorio Valerio, Comune di Pesaro
T_M
N.
3/11 ƒ 237
Il teodolite magnetico dell’Osservatorio fu acquistato da Luigi Guidi
verso il 1880 dalla ditta Tecnomasio
Italiano di Milano. Si tratta di uno
strumento molto simile nella forma ai
teodoliti magnetici costruiti a Parigi
in quegli anni dai fratelli Brunner e
per questo motivo nella corrispondenza tra Calvori e Tacchini degli
anni 1883 – 84 è indicato come
“teodolite Brunner”. Il Calvori avrebbe voluto utilizzarlo per misure assolute di magnetismo. Nonostante non
avesse potuto acquistare le aste destinate a sostenere il magnete durante gli esperimenti di deviazione e la
cassetta per la misura del periodo di
oscillazione del magnete, secondo il
metodo di Gauss, il Calvori sembra
aver utilizzato con una certa continuità lo strumento.
GLI STRUMENTI
DI OTTICA METEOROLOGICA
Il polariscopio di Arago (1786-1853)
per la misura della purezza dell’aria
dei costruttori francesi Lerebours et
Secretan (Fig. 12) venne acquistato
Fig. 12 – Polariscopio di Arago
da Luigi Guidi verso il 1860. “La
lunette polariscope” è fondata sulla
polarizzazione cromatica, fenomeno
scoperto da Arago nel 1811.
Tale apparecchio serve per riconoscere la presenza della luce polarizzata
anche in quantità estremamente piccola. Esso consiste di un analizzatore
birifrangente costituito di spato d’Islanda, davanti al quale è posta una
lamina di cristallo di rocca, di quarzo
o di mica. Lo spato e il cristallo di
rocca sono situati alle estremità di un
tubo metallico chiuso da un diaframma portante un piccolo foro circolare.
Se la luce che cade sulla lamina è
T_M ƒ 238
N. 03ƒ
; 2011
▲
STORIA E
CURIOSITÀ
naturale, l’occhio vede attraverso lo
spato due immagini incolori del foro
del diaframma; se invece la luce è
polarizzata, le immagini appaiono
colorate con colori complementari,
che cambiano girando l’apparecchio
attorno al proprio asse. La lamina di
quarzo, spessa 8,5 mm e indicata
con la lettera Q, è situata immediatamente dietro all’obbiettivo. Essa ha la
proprietà di ruotare il piano di polarizzazione della luce trasmessa di un
angolo che è funzione della lunghezza d’onda. Dall’altra parte rispetto
all’oculare si trova il prisma di Wollaston di spato d’Islanda. Il tubo del
polariscopio è lungo 180 mm e ha il
diametro di 29 mm. La lunghezza del
tubo è di 210 mm, l’analizzatore è
formato da due cristalli di calcite
incollati con balsamo del Canada, la
lamina è di quarzo.
Terminiamo questa sezione accennando agli strumenti utilizzati nell’Osservatorio per la misura della velocità
delle nubi e della forza del vento
superiore. L’apparecchio per la misura della velocità delle nubi ha valore
tipicamente didattico. La velocità si
ricavava in modo molto approssimato
osservando per riflessione il moto delle nubi
sopra uno specchio suddiviso in piccoli settori rettangolari (Fig. 13). Il
costruttore era ancora la
ditta di Lerebours et Secretan da cui il Guidi
l’acquistò verso il 1870.
Fig. 13 – Apparecchio per la misura
della forza del vento
La direzione e la velocità apparente
del vento superiore, cioè del vento
che soffia nelle regioni elevate dell’atmosfera, si ricava approssimativamente dal movimento delle nuvole
tutte le volte che lo stato del cielo lo
permette, cioè quando questo non è
interamente sereno ne è coperto da
uno strato uniforme di nuvole. Lo strumento che serviva a questo scopo
era, nella seconda metà dell’Ottocento, il nefoscopio (Fig. 14). Esistono due versioni principali del nefoscopio, la prima dovuta al P. Filippo
Cecchi dell’Osservatorio Ximeniano
di Firenze e costruita dalle Officine
Galileo, la seconda dovuta P. Braun
dell’Osservatorio del Collegio Romano e costruita dal Tecnomasio Italiano di Milano. Entrambe le versioni
furono utilizzate negli osservatori
meteorologici italiani. L’Osservatorio
Valerio, benché possedesse entrambi
gli strumenti, utilizzò prevalentemente il nefoscopio di Braun, acquistato
dal Guidi nel 1880.
Fig. 14 – Nefoscopio Braun
N. 03ƒ
;2011
APPARECCHI DI SISMOLOGIA
Tra gli strumenti di sismologia presenti
all’Oservatorio Valerio, solo il tromome-
Fig. 15 – Microscopio di Nachet
tro è dotato di un microscopio di osservazione (Fig. 16).
L’Osservatorio Valerio fu uno dei primi
in Italia ad intraprendere una stretta
collaborazione scientifica con Timoteo Bertelli, il famoso scienziato barnabita ideatore delle osservazioni
rivolte allo studio dei lenti movimenti
della crosta terrestre, che si pensava
fossero in relazione diretta con l’inizio
dei terremoti.
Il tromometro normale nacque verso il
1873 dalla collaborazione tra Bertelli
e De Rossi, direttore dell’Osservatorio
di Rocca di Papa, allo scopo di progettare uno strumento standard e di
basso costo per gli Osservatori italiani.
Si tratta semplicemente di un lungo tubo
di latta leggermente conico all’interno
del quale è sospeso un filo di rame che
sostiene una massa dal peso di 100 g.
Al di sotto è fissato un ago la cui punta
viene osservata con un microscopio
girevole con oculare munito di scala
micrometrica.
■
Fig. 16 – Tromometro Bertelli
di: tramite colla, cera, vite e nastro adesivo. Inoltre sono disponibili tecnologie
“clip” e “stud”, in quanto il sensore ha un
foro filettato 10-32UNF per ogni lato.
NUOVA GENERAZIONE
Con la sua eccezionale ampiezza di
DI ACCELEROMETRI
banda, accuratezza di fase e resistenza
allo shock, il modello 8688A(x) è ideale
TRIASSIALI PIEZO-BEAM® per
un utilizzo nelle analisi modali SIMO o
MIMO, nelle analisi modali operative e
Il Gruppo Kistler ha recentemente annun- nelle applicazioni di monitoraggio sismico.
ciato il lancio sul mercato del modello Fra gli specifici accessori: il cavo a eleva8688A(x), accelerometro triassiale Piezo- ta schermatura rivestito di silicone tipo
Beam®, progettato per misure accurate a 1734 e numerosi accessori di montaggio,
frequenze da 0,5 a 5000 Hz. Disponibile a clip (800M155), magnetici (800M159),
in tre diverse gamme per 5, 10 e 50 g, lo prigionieri adesivi isolati (800M157) e
strumento incorpora un elemento sensore prigionieri di montaggio (8400K03).
piezoceramico bimorfo, con convertitore
di carica interno Piezotron® compatibile Per ulteriori informazioni:
con tutti i front end disponibili sul merca- www.kistler.com
to. Sono impiegati metodi brevettati per compensare termicamente l’elemento di rilevamento.
Il tipo 8688A(x) offre inoltre
TEDS IEEE1451.4 quale opzione per semplificare e rendere
più preciso e accurato il lavoro
di misura. I livelli di rumore e di
interferenza ridotti consentono
risoluzioni molto elevate, fino a
140 µg.
Questo accelerometro a tre
assi con cassa cubica in titanio
è ermeticamente sigillato e può
essere installato in diversi mo-
NEWS
■
Per la misura della qualità dell’aria e dei
pollini il Guidi, oltre ai consueti forni,
setacci, provette e reagenti chimici dell’epoca, utilizzava un eccellente microscopio composto grande modello di
Nachet, acquistato a Parigi nel 1875
(Fig. 15). Il microscopio, contenuto in
una bella cassetta di mogano, è corredato di alcuni accessori tra cui sei obbiettivi di differente ingrandimento disposti in
una scatolina rivestita esternamente di
pelle nera ed all’interno di velluto rosso.
Un oculare con prisma a 45° per raddrizzare l’immagine veniva utilizzato originariamente per studi anatomici.
Per ottenere le dimensioni reali di un
oggetto il microscopio di Nachet faceva ricorso a due micrometri, non più
presenti tra gli accessori; il primo,
diviso in centesimi di millimetro, veniva posato nel portaoggetti, il secondo, a divisioni arbitrarie era introdotto tra le due lenti dell’oculare di Campani e serviva per fissare la posizione
quando i due micrometri erano disposti parallelamente.
Infine un altro accessorio andato perduto è la camera chiara che serviva
per riprodurre fedelmente con una
matita le immagini osservate al microscopio.
STORIA E
CURIOSITÀ
T_M ƒ 239
T U T T O _ M I S U R E
Anno XIII - n. 3 - Settembre 2011
ISSN: 2038-6974
Sped. in A.P. - 45% - art. 2 comma 20/b
legge 662/96 - Filiale di Torino
Direttore responsabile: Franco Docchio
Vice Direttore: Alfredo Cigada
Comitato di Redazione: Salvatore Baglio,
Antonio Boscolo, Marcantonio Catelani,
Marco Cati, Pasquale Daponte, Gianbartolo Picotto,
Luciano Malgaroli, Gianfranco Molinar,
Massimo Mortarino
ABBIAMO
LETTO PER VOI
■
INTELLIGENT INSTRUMENTATION
PRINCIPLES AND APPLICATIONS
Redazioni per:
Storia: Emilio Borchi, Sigfrido Leschiutta,
Riccardo Nicoletti, Mario F. Tschinke
Le pagine delle Associazioni Universitarie di Misuristi:
Stefano Agosteo, Paolo Carbone, Carlo Carobbi,
Alfredo Cigala, Domenico Grimaldi,
Claudio Narduzzi, Marco Parvis, Anna Spalla
Lo spazio delle altre Associazioni: Franco Docchio,
Giuseppe Nardoni
Le pagine degli IMP: Domenico Andreone,
Gianfranco Molinar, Maria Pimpinella
Lo spazio delle CMM: Alberto Zaffagnini
Comitato Scientifico: ACISM-ANIMA (Roberto
Cattaneo); AICQ (Giorgio Miglio); AEI-GMTS
(Claudio Narduzzi); AIPnD (Giuseppe Nardoni);
AIS-ISA (Piergiuseppe Zani); ALPI (Lorenzo Thione);
ANIE (Marco Vecchi); ANIPLA (Marco Banti,
Alessandro Ferrero); AUTEC (Anna Spalla),
CNR (Ruggero Jappelli); GISI (Abramo Monari);
GMEE (Giovanni Betta); GMMT (Paolo Cappa,
Michele Gasparetto); GRUPPO MISURISTI
NUCLEARI (Stefano Agosteo)
INMRI – ENEA (Pierino De Felice, Maria Pimpinella);
INRIM (Elio Bava, Flavio Galliana, Franco Pavese);
ISPRA (Maria Belli); OMECO (Clemente Marelli);
SINAL (Paolo Bianco); SINCERT-ACCREDIA
(Alberto Musa); SIT (Paolo Soardo);
UNIONCAMERE (Enrico De Micheli)
Videoimpaginazione: la fotocomposizione - Torino
Stampa: La Grafica Nuova - Torino
Autorizzazione del Tribunale di Casale Monferrato
n. 204 del 3/5/1999.
I testi firmati impegnano gli autori.
A&T - sas
Direzione, Redazione,
Pubblicità e Pianificazione
Via Palmieri, 63 - 10138 Torino
Tel. 011 0266700 - Fax 011 5363244
E-mail: info@affidabilita.eu
Web: www.affidabilita.eu
Direzione Editoriale: Luciano Malgaroli
Massimo Mortarino
È vietata e perseguibile per legge la riproduzione
totale o parziale di testi, articoli, pubblicità e immagini pubblicate su questa rivista sia in forma scritta
sia su supporti magnetici, digitali, ecc.
L’IMPORTO DELL’ABBONAMENTO ALLA PRESENTE PUBBLICAZIONE È INTERAMENTE DEDUCIBILE. Per la deducibilità del costo ai fini fiscali fa fede la ricevuta del versamento
effettuato (a norma DPR 22/12/86 n. 917 Art. 50 e Art. 75). Il
presente abbonamento rappresenta uno strumento riconosciuto di aggiornamento per il miglioramento documentato
della formazione alla Qualità aziendale.
NEL PROSSIMO NUMERO
• Il meglio di Metrologia & Qualità 2011
• Sicurezza sui luoghi di lavoro
E molto altro ancora
T_M
N.
La Redazione di Tutto_Misure
(franco.docchio@ing.unibs.it)
di Manabendra Bhuyan
CRC Press
547 pagine
ISBN 1420089536: $ 99,45 (amazon.com), 2010
L’IT ha trasformato i sensori, da dispositivi in grado di semplice condizionamento
di segnali, in dispositivi con funzioni più specializzate, quali la validazione, la
compensazione e la classificazione. Il testo si pone l’obiettivo di diventare una
sorgente completa e autorevole della strumentazione intelligente. Con linguaggio
semplice, il testo offre numerosi esempi pratici, e fornisce applicazioni su 14 casi
di studio per una comprensiva comprensione della materia
Partendo da una breve introduzione sui concetti base, il Prof. Bhuyan illustra le
caratteristiche statiche e dinamiche dei dispositivi di misura, con riferimento ai vari
tipi di sensori, quali i sensori smart, i sensori soft, i sensori autovalidanti, e i sensori neurali. Vengono descritte, per i sensori intelligenti, la taratura, la linearizzazione e la compensazione. Particolare attenzione è fornita alle tecniche neurali e
ai protocolli d’interfacciamento nelle piattaforme wireless.
L’autore è professore al Dept. of Electronics and Communication Engineering presso la Tezpur University (India).
LE AZIENDE INSERZIONISTE DI QUESTO NUMERO
AEP Transducers
p. 162
Affidabilità & Tecnologie
4a di cop, p. 218
Asita
p. 232
Bocchi
p. 164
CCIAA di Prato
p. 224
Cibe
p. 168
Cognex
p. 182-208
Delta Ohm
p. 178
DGTS
p. 200
F.lli Galli
p. 188
Festo
p. 170
Fluke-CalPower
p. 190
HBM Italia p. 186-232-236
Hexagon Metrology p. 214
3/11 ƒ 240
Kistler Italia p. 180-230-239
Kuka
p. 172
IC&M
p. 176
Labcert
p. 192
LMS Italiana
p. 161
LTTS
p. 210
Luchsinger
p. 184
Mitutoyo Italiana
p. 174
PCB Piezotronics
p. 234
Physik Instrumente
p. 194
Renishaw
p. 166-226
Rupac
2a di cop, p. 234
Scandura
3a di cop
Siad
p. 234
Soc. Bilanciai Porro
p. 196
© Copyright 2025 Paperzz