/
h
y
」
し
NICHIAS
ナフロン⑮スライディングパッド
TOMBONo.9017
十
。o
a
斗
句。
1
1
A
プロセスブラック
内〆』
イエ
f
h
y
州
d
プロセスシアン プロセスマゼンタ
3
n
u
i
斗
1
一万イデイング川03cs4.ind
十
κ ニチアス|
スライディングパ ッ ド 03田4. indd 4
プロセス シアン プロセスマゼン 51
.
.
.
.
1
:
プロセス ブラッヲ
/
h
y
し
-ナフロン⑧スライディングパッド
*TOMBO はニチアス(株)の登録商標または商標です。
*ナフ口ンはニチアス(株)の登録商標です。
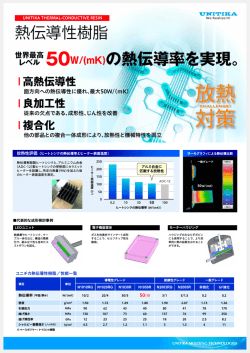
橋梁やビル聞の渡り廊下などの建造物で
は、建造物の伸縮による運動があり、乙
れらを支える各種のスベリ支承板(スラ
イディングパッド)が使用されています。
ナフ口ン⑨スライデイングパッドは、充
填材入りふっ素樹脂 (PTFE) を使用し従
来のゴムパッド、金属板、ローラーベア
リングなどに比べ、低い摩擦性、耐候性、
耐薬品性など数々の点で優れ、しかも自
己潤滑性があり長期間メンテナンスフ
リーで使用できます。
│
基本構造
l[
l
材料
.低い摩擦抵抗
金属プレートに充填材入り PTFE を接
•
PTFEは固体の中で最小の摩擦係数を持っ
着させたもので、摺動部は上部に金属
スライデイングパッド用シートは、圧縮
ていま 7れまた、優れた静・動摩擦挙動を示
プレート、下部に PTFE の組合せが基本
特性および耐摩耗性の優れた充填材入り
すため、金属のようなスティックスリップを起
構造です。摩擦面の砂やゴミの影響を
PTFE、厚さ 2.4mm を標準とします。
こさない、スムーズな滑りが得られます。
少なくするため、摺動後でも下部 PTFE
.摺動部材質
.メンテナンスフリー
は上部金属、プレートに全面接触して
相手材として、金属を使用する場合は、磨
自己潤滑性があり、給油、メンテナンスが
いる、および浮きがない構造としてく
きステンレス鋼 (SUS304) をご使用くだ
不要です0
ださい。
さい。また、表面仕上げを十分に行ってく
PTFE シート
十
ださい(目安 1-4μm) 。
・優れた耐候性
PTFE は耐候性に優れ、広い温度・湿度範
③ 禁止事項
-金属プレート
囲で使用できます。特に水分を吸収しな
摺動部金属材料は磨きステンレス
PTFE を接着する金属プレートは、鋼板
いので、凍結するような条件下でも何ら
鋼板を使用します。鋼板 (SS400) は
(SS400) を標準とします。
影響をうけず、長期間安定した性能を維
サビが発生し摩擦係数が増加する
(標準材以外の場合はご指定ください。)
持できます。
可能性がありますので使用しない
屋外や高湿下でのご使用の際はステンレ
・優れた耐薬品性
でください。
ス鋼 (SUS304) をご指定ください。
PTFEは金属を腐食させるような雰囲気中で
も、何ら影響されることなく使用でき、化学工
用途
場や海岸に隣接する地域での使用も全く問
ノ金属摺動板
題ありません。
ただし、以下の物質とは反応しますのでご注
意ください。
・アルカリ金属(ナトリウム、カリウム、リチ
I
.一般工業関係 :配管、熱交換器、ボイ
γ→{ーョ・・・・・・・・L
\丁目OMBONo.9017 スライディングパッド
(PTFE シート+金属プレート)
ウムなど)
ラー、タンク、圧力容器、煙道、ダクト、集
塵機、水門、クレーンなど
・橋梁関係 :道路橋、鉄道橋、高架道橋、
水道橋、ガス管橋など
・極めて強力な酸化剤(例えば高温での
・建築関係 :梁の交差部、ガーターのス
ふっ素ガス (Fz) )
リップジョイント、振動パッド、カーテン
・高温で活'性のふっ素ガスを出す特殊な化
ウオールの取付部、ピル聞の渡り廊下など
合物(三フッ化塩素、三フッ化臭素、五フッ
化ヨウ素、 OFz)
-ふっ素
十
。o
a
斗
句。
1
1
A
プロセスブラック
内〆』
イエ
f
h
y
州
d
1
n
u
i
斗
1
スライディングパッドー03田4.indd
プロセスシアン プロセスマゼンタ
/
h
y
」
し
.ナフ口ン⑧スライディングパッド
|設15P523fa.
A-1
〆捕
9'ッケ溶接
1
7
.
2
~SS400(錆止め塗装)
A-2
1
8
1
1
~t
0:
溶接
7
.
2
~SS制(錆止め塗装)
:長」-dif
1
3
.
9
SS4∞(錆止め塗装)
--------
十
サラビス
す圃7
A-3
~〆接着
/41
T-
A-4
十
7
.
2
7
.
2
a
溶接
8-2
1
3
.
9
ガス抜穴
8-3
1
3
.
9
[ ー;ーlF
E-1
接着 /
7
.
2
一一一一一τ
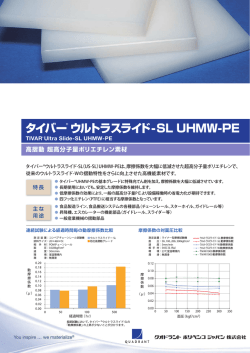
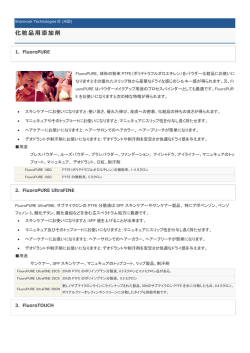
注 1 目 25'C 以上の設計許容面圧は 3ページの図 1 をご参照ください。
※ A: 接着型 B: はめ込み型 E: 特殊型
表1
│
特殊条件下における型式の選定
使用条件
型式
溶接ができない・取り外す必要がある場合
A-3 、 A-4 、 8-3
金属プレート側からの加熱があり接着面
温度が 150'C 以上にさらされる場合
E
備考
。o
a
斗
句。
1
1
A
プロセスブラック
内〆』
イエ
f
h
y
州
d
2
n
u
i
斗
1
一
スライディングパッドー03田4.indd
プロセスシアン プロセスマゼンタ
十
2
/
h
y
」
し
設計
-型式の選定
I
-・・・・・・・・・・・・・・~~姐E諸己主~~~------_.
名
材質
備考
スライデイングパッドの型式は、用途や使用条件によって決ま
Eヨ
口口
滑
ります。表1 から使用条件に適合した型式を選定してください 0
り
板充填材入 PTFE
厚さ:
金属プレート炭素鋼板 (SS400)
.標準材料
防
表2 をご参照ください。
接着加
錆
処
2
.
4
m
m
厚さ・ 3.2mm
理工ポキシエステル系塗料
工エポキシ系接着材
これ以外の材質、厚さ、金属プレートの防錆処理、塗装については
ご相談ください。
16
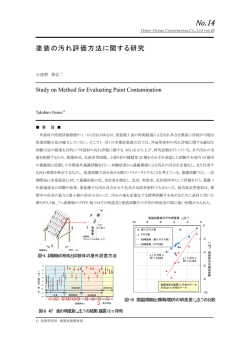
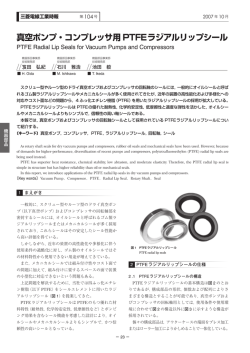
・設計許容面圧
14
PTFE の接触面積は設計許容面圧(図 1参照)以下になるように設
1
2
定してください。設計許容面圧は、片当たりなどを考慮し、許容
ιzs 10
三
面圧の括(安全率2) にて設定しています。
国
8
.耐熱温度
接着面の耐熱温度は、 -50~1500C です。
十
温度条件が高い場合、上部プレートに断熱材を組み合わせた E
2
I タイプを使用し、接着面温度を 150't以下になるよう設計して
十
。
W
。
ください。また、低温配管にも高温の場合と同様、断熱層(ウレタ
1
0
0
1W
200
雰囲気温度 ('C)
ンなど)を設置してください。
.摺動相手面材料
上部滑り板に金属板を使用するときは、磨きステンレス鋼板
│
図1
温度と設計許容面圧
(SUS304) をお薦めします。
施工時に PTFE面への傷つきを防ぐために、面取り加工または曲
面 (R) 加工してください。(図2参照)
砂やゴミをかみ込む可能性があるときは、ゴムやフェルトリン
グをダストシ}ルとして組み合わせると有効です。(図 3参照)ダ
ストシールは溶接部より 15mm以上離して設計してください。
図
~Ujiれ日・ .'O.JII....iI:::日 '111
.標準製作可能寸法
最大500皿 x500皿 (PTFE部寸法)です。
よ部滑り板
•
これ以上の寸法となる場合には、別途ご相談願います。
│
図3
ダスト|シール
ダストシールの組み合わせ
。o
a
斗
句。
1
1
A
プロセスブラック
内〆』
イエ
f
h
y
州
d
3
n
u
i
斗
1
一
スライディングパッドー03田4.indd
プロセスシアン プロセスマゼンタ
十
3
/
h
y
」
し
.ナフ口ン⑧スライディングパッド
l
性能
-シートの物性値
ナフロン⑧スライデイングパッド用シートに採
表3 充填材入り~の物性値
特性
単位
引張強さ
MPa
%
MPa
MPa
MPa
MPa
用している充填材入り PTFE の物性値を
伸び
表3 に示します。
圧
0.2% オフセット
さ
25%
霊
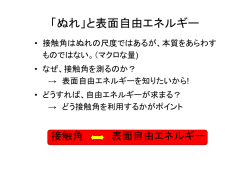
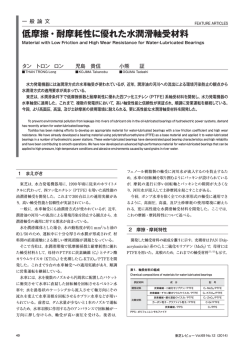
-シートの圧縮特性
図 4 、図 5 は PTFE 厚さ 2 .4皿の場合の変
1% 変形
圧縮弾性率
形率です。
熱膨張係数 (50-100 0C)
PTFE の圧縮変形率と面圧との関係を図
硬度(ショアー D)
4 に、時間とクリープ変形率との関係を図 5
に示します。
I
成形方向
℃
成形方向に直角
22
24
312
10
6
26
602
12x10-5
64
319
8
6
24
579
7X10-5
62
W/(m.K)
熱伝導率
0.34
2.23
比重
円1 町 1
摩耗係数
8X10-6
MPa ・ cm/s配・ hr
-摩擦係数
摩擦係数は面圧、速度、表面仕上げで変
十
摩擦係数は、すべり速度が速くなると増大
(ポ)刷宵
刷ph
m絵
kn
の関係は図 6 で示すように、面庄の増加に
伴なって、摩擦係数は小さくなります。
10
78目4
化し、温度による変化はありません。面圧と
5
8
.
8
a
_
"
'
.
539.2
出
団
し、表面仕上げが粗いと増大します。特に
1
9
.
6
1
.
0
v
..,.,..,.,
。
10
良くする必要があります。
20
0
よ
6
.9MPa
100
1,000
10 ,000
経過時間 (min.)
-・・・・E百四E軍曹司窪ヨ・・・・・
.接着部剥離強度
100C
~
1
1
10
圧縮変形率(%)
十
~
~
0
.
3
30
~
~戸~~
.,-~
低面圧でこの差が大きく、表面仕上げを
..,.,....24.090MCPa
0
常温 13.7MPa
-・・・・・・・図5・;.,.~却i龍3・・・・・・・
パッドに温度・荷重が加わると、 PTFE 部
02
がフローする現象が生じます。
,
196
喧~_1寸
ると金属プレートから剥離し、スライデイン
グパッドとしての機能を失います。(図 7 参
草 0, 1
。。
且
H
4
.
9
.接着強度
常
阻
幌町US304(偏在げ)
9目 8
14目 7
19目 6
19, 6
24目5
9 80
面圧 (MPa)
表4 のとおりです。試験条件は、
態:温度 20 0C :!:3 "C、湿度 55:!:
一一測定条件
温度室温
摺動速度 1
mm/sec
,
50
測定条件
温度室温
摺動速度 20mm/sec
-・・・・圃且i置話通幽・・・・・・
5% で 24 時間放置後、図 8 、
50
0
一本目
はめ込み型1
250
-・・・・且園E誼証言凪邑i韮孟ヨ・・・・・
表4 接着強度
9 の方向に引張り、求めたも
引張せん断強度
のです。
熱サイクル: -30 "C 12 時間後、 80 "C /2時
49
E
樋
照)
PTFE シートと金属プレートの接着強度は
宮冒 r'"
98
事語
,
晶画ーム寸
山開…酌
、
接着力よりフローしようとする力が大きくな
常態
I
90。ピーリング
MPa
N/20mmW
7
.
6
204
200
熱サイクル
間を I サイクルとして 500 サイ
クル行なった後、図 9 の方向
に引張り、求めたものです。
l
L
.
.
.
I
十
※上記の表およびグラフの数値は参考値であり、規格値ではありません。
。o
a
斗
句。
1
1
A
プロセスブラック
内〆』
イエ
f
h
y
州
d
4
n
u
i
斗
1
一
園田・ー
験
-E醒曹司・l wJiグ試験
4
スライディングパッドー03田4, indd
プロセスシアン プロセスマゼンタ
試
/
h
y
」
01 禁止事項
し
り、保証値ではありません。ご使用の用途に応じて綿密な検討をされてからのご使用を推奨し
ます。
2 酸やアルカリ、毒性の強い流体については特に綿密な検討が必要です。ご使用の際は、当社技
術担当までご連絡ください。
1.生体組織、体液などに接触する用途へは絶対に使用しないこと。
2 人体への投与(誤飲含む)は絶対に行わないこと。
A 注意事項
3 素材の性質上、繰り返し荷重や極端な集中荷重、曲げ荷重については耐性に影響を及ぼす恐れ
があります。ご使用にあたっては必ず事前に使用環境の適合性を確認の上ご使用ください。
製品本来の機能を保持させ、安全にご使用頂くため、次の事項を厳守してください。
4 ふっ素樹脂は特性上、自己潤滑性を有しますが、摩耗は進行します。繰り返し摩擦が発生する
l カタログに記載の用途や目的以外には使用しないこと。
2 カタログ記載の温度範囲で使用してください。
箇所には、定期的な交換を推奨します。
5 ふっ素樹脂は特性上、使用環境によっては硬化や寸法変化が生じたり、流体が浸透・透過する
3 最高使用温度(参考)を超えて加工する場合は、ふっ素系の分解ガスを生ずるため、換気を十分
に行い、分解ガスを吸入しないようにすること。
4 製品破損・漏れの原因となるため、火焔を近づけたり溶接は行わないこと。
5 本製品を取り扱う際は SDS(安全データシート)をご参照ください。
など一般的な仕様にあてはまらない場合があります。ご使用にあたっては必ず事前に使用環境
の適合性をご確認の上ご使用ください。
上記に関わらずご不明な点などございましたら、当社営業担当または技荷担当までお問い合わせください。
A その他
6 廃棄する場合は「廃棄物の処理および清掃に関する法律」に従って処理してください。
本製品を熱交換器の部品として使用し、輸出する場合は、安全貿易管理に抵触するおそれがあり
ますので、お問い合わせください。
A 製晶取り扱い上の注意事項
本製品の本来の機能を損なわないよう、下記事項をご理解の上ご使用ください。
l カタログ内の技術データ(製品の能力を表すもの)は全て実験より得られた実測値や代表値であ
取り付け方
I
ナフロン⑮スライディングパッドの取り付け方法には、二つのタイプが
あります。
①ボルトまたはビス止め(図 10参照)
②溶接止め(図 11 参照)
E孟・』お.
E
[
~I
iP
T
圃且血E圃且ÆfSf昌~彊・
-・・・且圃函連車温・・・・
取り付け上の注意
I
.溶接
十
スライデイングパッドは、特殊耐熱接着剤を使用しているので
150 0C までの耐熱性があります。溶接時 PTFE 接着面の温度が
十
保護ペーパー
リップ幅 12mm
150 0C 以上にならないように以下の点にご注意ください。(図 12参照)
(ワディングペーパー)
1.溶接するときは、 PTFEの保護用として包装されている保護ペ
P
T
F
E
2.
4mm
ーパーに水を含ませるか、濡れたウエスを PTFE の全表面に
金属プレ
覆せてから行ってください。
相手金属
卜
2. ガス溶接でなく、電気溶接してください。
3. 溶接には、軟鋼用溶接棒 (φ2.6阻または φ3.2皿)を使用してく
-その他
ださい。
4
.PTFE への熱の影響を考え、スポット溶接をお奨めします。
1.ビスまたはボルト止めする時は、ネジの頭が摺動面に出ないよう
5. フル溶接をする場合は金属板の端より、 PTFE の位置までの
距離を 12mm 以上 (20 皿程度)とってくだ、さい。
に取り付けてください。
2. 切断する場合は、ガス切断やシャーリングはしないで、コンター
6. フル溶接の場合、一片を溶接後、充分冷却したあとで次の片
マシンまたはのこ盤で切断してください。
3. 溶接後は、防錆塗装を充分に施工してください。
を溶接するようにしてください。
発注方法/表記方法
I
ナフロン⑧スライディングパッドの発注に際しては、以下のように表示
ただし、標準型式以外のものについては、図面にて寸法、材質、そ
してください。
の他必要事項をご指示ください。
工「
.標準材質・厚さの場合
型式記号
PTFE部のサイズ (mm)
一一Lー
(不要)
製品番号一型式ーサイズー金属プレート材質と厚さ
.標準外材質・厚さの場合
T
│
標準外金属プレ卜厚さ (mm)
標準外金属プレート材質
5
PTFE部のサイズ (mm)
十
下下て
標準材質・厚さの場合不要
型式記号
。o
a
斗
句。
1
1
A
プロセスブラック
内〆』
イエ
f
h
y
州
d
5
n
u
i
斗
1
一
スライディングパッドー03田4.indd
プロセスシアン プロセスマゼンタ
」
-E
qa
ト一か
η
l
l
凋斗 qJFO
旬
t
唱
唱l
t
旬l
司自咽
l
唱l
l
一丁
E
l
唱
l
唱
唱l
t
旬
唱l
司自咽
咽 E'E
唱l
《HvnHwnHvnHV《HunHwnHU
3333333333
・メキシコ
唱
t
唱l
唱1
このカタログに記載されている情報について、複写、模倣、流用、転載など
お一業制一
TTTTTTTTTTTTTTTTTTTTTTTTTTTT
時一一桝
R一d
拠一昨材一一-東
占同一昌三一京
時一智鵬一一回部部
川一協和一部部一山柑部部柑耕一軒
一長
1
TTTTTTTTTT
業業業業部事事課部
はありません。
lVEGETABLE
十
司・b 制ILINK
盤固
・ベトナム
・シンガポール
lrD
唱
阪3~!;21J司
凋斗 F3FBPU
内正旬
t
唱
l
唱
旬l
弓JqA
唱l
E'E'E
唱l
唱
内正内 tnt
咽 E'E
咽l
・結城
333333333Ld
14444444444
唱E
ーーーー・時2
一堀川河川河川河川河川河
一
一咽
lr3nU
pDnU
lqan ヨ唱 IranE
106aq
内t 唱 l 唱 l 唱 l 内UnU
内正『 f
唱l
旬
唱
唱l
唱
唱l
旬l
唱l
唱l
句』守 'nU 凋値
T'Enu'E'E'E
内正句 JntqJ-nt
nUEJ 凋斗 nt'EnU
凋斗 qJ 句』刊』。。マ 'nt'EnB
R-urD 唱tqa
弓an 司令 3
区副作。凋 U
守 qa 内LnEntq306
勾Lnu 内正唱 l 凋斗唱 1 。opO 『,内正一唱
旬 t
唱 l
『Ja 斗唱 l 司JPD
『Jn ヨ《 UFO
内正内 tnL
IraqJnE
内t 《Uaa『 F006 弓JnEAU唱l
唱l
唱
qa 守f
U位的幻珂羽田引目的
今'ι。40o'EqL
凋値
TEd 今'ι。。。,-nu のLqJ2dqLqdnuEd-、126
、1322
、145
、 J 、 J 、16785
184264133844318725946114191
羽河川則的河川幻目的河川
ヨ回一 auqd マ,。 LauTqL 今'』司自咽 Enu
回一、
13
、 J 、12
、14454
η
《HvnHwnHunH《
《HvnHwnHvnH《
《HunHwnHV
内HV 《HvnHvnHV
《HunHwnHV
内HU---nHvnHV
HvnHwnHV
V
HunHvnHV
V
HunHvnHV
1122424334775555677888889999
す一製一り判幻糾乃
E~j~"J1
本カタログを参照する場合、以下の点に注意してください。
鳳一本輔一旦且且且且且且且且且且且且且且且且且且且且且且且且且且且一括且且且且且且且且且且
回一一《
福島営業所
礼一服関一((((((((((((((((((((((((((((一代((((((((((
宮崎一連一
本製品以外を扱う支店・営業所
ト 事部事噌事業晶品業本
は一事小一店営店業店業店一ニ店業店店営店支業所店店店業店業営業店業明
一白
業業品川品営製部営業
。o
a
斗
句。
1
1
内〆』
州
d
A
n
u
i
斗
1
一
京滋支店
岡山支店
西日本営業部(熊本支店)
野一本ツ一所業業部所一
最一業主業所所営営所業店部所所業部所一
-
E
プロセスブラック
半導体・液晶関連製品
産営
事製
ラ製タ能車タ事
せ一晶金支牧支営支営支第第支営支支屋支市営業支支支営支営州置
営支
一
幹事
プ分
業海
合一審ス一幌小台立島橋葉京京浜山狭間古田日阪営路山島部山・
国九
州幹崎
一機動海材
お王
企力タログに関する注意事項
f
h
y
イエ
高機能製品事業本部
基工
工北
高自
間一業ガ一札苫仙日鹿前千東東横富若静名豊田大堺姫岡軍
広宇
徳基田
九建長大一
3.
2
スライディングパッドー03田4.indd
プロセスシアン プロセスマゼンタ
の著作権法によって保護されている権利を侵害する行為は固くお断りします。
このカタログに記載した用途でも、実際のご使用にあたって条件
の異なる場合があるため、ご使用の際は実条件での確認試験を実
じめご了承ください。
5.
このカタログに記載している物性値は代表的なもので、規格値で
このカタログに記載された内容は予告なく変更することがあります。あらか
このカタログに記載している用途以外には使用しないでください。
4.
1.
2.
山梨営業所
名古屋営業係
・チェコ
・カタール
・インド
・中国
-タイ
・マレーシア
-インドネシア
TEL (022)374-7141
TEL (03)4413-1143
TEL (055)260-6780
TEL (052)611-9211
TEL (0749)26-0618
TEL (086)424-8011
TEL (096)292-4035
仙台支店
東日本営業部
・袋井
・羽島
・王寺
・鶴見
・鶴見
-浜松
TEL (0246)38-6173
TEL (048)658-2112
TEL (025)247-7710
TEL (053)450-2200
TEL (099)257-8769
大宮営業所
新潟営業所
浜松営業所
鹿児島営業所
十
し
/
h
y
T04 2014 年 2 月改訂
ニチアス株式会社
http://www目 nichias.co.jpf
施してください。
T04-1402-01-FT-KSー改 -1109
© Copyright 2024 Paperzz