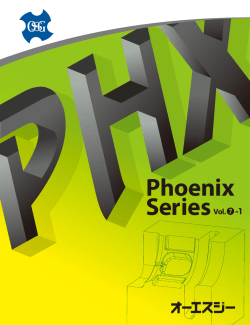
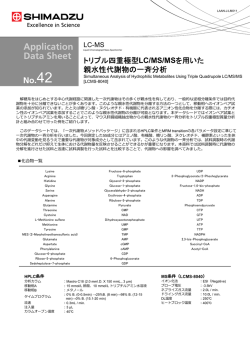
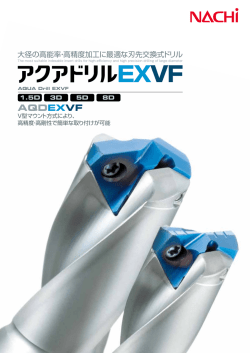
チタン合金加工用エンドミル UVX-TI/HFC-TI UVX-TI-4FL UVX-TI-5FL UVXL-TI-5FL End Mill Series for Titanium Alloy HFC-TI チタン合金加工ソリューション Titanium Alloy Solutions ナセル Nacelle PSE/PSEL WDO-SUS OSG Phoenix *詳細はP.9をご参照下さい。 (See P.9) ステンレス・チタン合金 加工用ドリル* Coolant-Through WDO Carbide Drill Series for Stainless Steel *詳細はWDO-SUSカタログを ご参照下さい。 Please refer “WDO-SUS Catalogue” for the details. UVX-TI / UVXL-TI 溝・側面切削から複雑なポケット加工、びびりやすい加工にも対応。 難易度の高いチタン合金加工において安定と高能率を実現! Stable and high efficiency milling of titanium alloy is now possible! UVX series offers solutions for slot milling to easily chatter complicated pocket milling. ■用途に合わせた 3 タイプ Milling method and features 特長 Feature UVX-TI-4FL Side Milling 高さ3D以下 高さ3D超え5D以下 Depth under 3D Depth over 3D, under 5D ◎ ○ × 高能率ショート形 5刃 ○ ◎ × 高能率ロング形 5刃 △ ◎ ◎ High efficient short type, 5FL UVXL-TI-5FL Slot Milling 側面加工 汎用ショート形 4刃 Multi-purpose short type, 4FL UVX-TI-5FL 溝加工 High efficient long type, 5FL ◎第一推奨 Best ○第2推奨 Good △第3推奨 Fair ×加工不可 Not Recommended ■低振動・高剛性仕様で安定した高送り加工を実現 Stable high feed milling is achieved by suppressing vibration with high rigidity ①不等分割・不等リード Unequal spacing, variable lead ・優れた振動抑制効果 ・ Superior suppression of vibration ②最適な溝形状 Optimal flute shape ・切りくずをスムースに排出 ・ Smooth evacuation of chips ③ウェブテーパ Web taper ・剛性UPにより 高能率加工を実現 ・ High efficient milling is achieved 従来 1 Conventional UVX-TI by increasing rigidity エンジン Engine UVX-TI PRC BORE OSG Phoenix PFB OSG Phoenix 丸駒カッタ Radius Cutter 仕上げ加工用ボールエンドミル Finishing Ball End Mill HFC-TI 高能率底面仕上げ加工用エンドミル。 大幅な加工時間短縮と高い仕上げ面精度を実現! HFC-TI, the high efficiency bottom finishing end mill, achieves superior surface accuracy with reduction of large amount of machining time. ■チタン合金加工における平均値 Average Milling Condition 加工面粗さ(Ra) ≦3.2μm 加工深さ(ap) 0.5mm 送り速度(F) ≧3,000mm/min Surface Roughness(Ra) Depth of Cut(ap) Feed Rate(F) HFC-TI ラジアスエンドミル (5枚刃) Radius End Mill(5FL) Tool HFC-TIφ16 6枚刃 切削速度 送り速度 切削方法 Milling Method 切込深さ Depth of Cut 切削油剤 Coolant Radius End Mill 70m/min Cutting Speed Feed ラジアスエンドミルφ16 5枚刃 4,500mm/min (0.54mm/t) 489mm/min (0.07mm/t) 等高線 加工 200m 使用工具 m ■加工事例 Machining Data 100mm 100mm Contour Milling ap=0.5mm ae=6mm ap=0.5mm ae=8mm 水溶性切削油剤 Water Soluble 加工時間:59秒 sec Ra=0.419μm Rz=1.940μm 加工時間:390秒 sec Ra=0.844μm Rz=3.385μm 2 加工事例 Machining Data ■ UVX-TI-5FLによるポケット加工 Pocket milling of UVX-TI-5FL 使用工具 UVX-TI-5FL UVXL-TI-5FL サイズ φ16 × R3 φ12 × R1 Tool Size 被削材質 Ti-6Al-4V Work Material 切削速度 55m/min (1,100min-1) 送り速度 Feed Rate 550mm/min (0.1mm/t) 650mm/min (0.07mm/t) 切削方法 ポケット加工 切込深さ ap=16mm ae=9.6mm ap=45mm ae=0.2mm Cutting Speed Milling Method Depth of Cut 切りくず排出量 M.R.R. 切削油剤 Pocket Milling 85cm3/min 水溶性切削油剤 Water Soluble 突き出し長さ 50mm Overhang Length Machine 加工時の振動を抑制することにより、 一度の加工で継ぎ目のない美しい仕上面を 得ることができた。 The UVX-TI Series can finish wall surfaces with single cutting and offers a seamless, beautiful cutting surface, thanks to vibration-free cutting. 6cm3/min Coolant 使用機械 70m/min (1,850min-1) 5軸マシニングセンタ(HSK-A63) 5-axis Machining Center ■ UVX-TI-5FLによる長寿命加工 Long tool life of UVX-TI-5FL 使用工具 Tool (Special) 被削材質 Ti-6Al-4V (35HRC) 切削速度 100m/min (2,500min-1) 送り速度 Feed Rate 625mm/min (0.05mm/t) 切削方法 側面加工 Work Material Cutting Speed 切削長さ(m)Cutting Length UVX-TI-5FL φ12.7 × R0.762(特殊品) 5 UVX-TI-5FL 10 15.4m 他社 A 4枚刃 6.7m Competitor A 4-FL Milling Method 切込深さ Depth of Cut Side Milling ap=6.35mm (0.5D) ae=3.81mm (0.3D) 切削油剤 水溶性切削油剤 使用機械 立形マシニングセンタ(BT40) Coolant Machine Water Soluble 他社 B 4枚刃 10.6m Competitor B 4-FL 他社 C 4枚刃 Competitor C 4-FL 8.2m Vertical Machining Center ■ 10.5m加工後 After 10.5m of milling UVX-TI-5FL 他社 A Competitor A 他社 B Competitor B 折損 折損 Breakage Breakage 耐欠損性に優れているため、安定加工を行うことができた。 The UVX-TI-5FL has outstanding resistance against fracture and can cut materials with excellent stability. 3 他社 C Competitor C 15 20 加工事例 Machining Data ■ UVXL-TI-5FLによる側面の超高能率加工 Superior efficiency of side milling with UVXL-TI-5FL 通常切削条件 最大送り量条件 General cutting condition 使用工具 加工条件による面粗さの比較 Condition with max. feed rate Comparison of sur face roughness by cutting conditions UVXL-TI-5FL φ12 × R1 Tool 被削材質 通常切削時の加工面粗さ Work Material 最大切削時の加工面粗さ General cutting condition Ti-6Al-4V(32HRC) Condition with max. feed rate 側面切削 加工方法 Side Milling Milling Method 切削速度 70m/min (1,857min-1) 送り速度 1,114mm/min (0.12mm/t) 3,157mm/min (0.34mm/t) 切込深さ ap=48mm ae=1.2mm Cutting Speed Feed Rate Depth of Cut 切りくず除去量 70m/min (1,857min-1) 64cm3/min M.R.R. 182cm3/min 切削油剤 水溶性切削油剤 使用機械 横型マシニングセンタ(BT50) Coolant UVXL-TIφ12を使用したチタン合金の側面加工。 最大送り量条件下において、送り速度0.34mm/t、 切りくず除去量182cm3/minという驚異の結果が出た。 Water Soluble Machine ※加工環境により折損の恐れがあります。 推奨加工条件についてはP.7をご参照下さい。 Horizontal Machining Center 焼きばめ 使用ホルダー Holder Deep side milling of titanium alloy with UVXL-TI-5FL φ12. Under the cutting condition of maximized feed rate, astounding result of M.R.R. = 182cm³/min and fz=0.34mm/t were achieved. ※ Depend on the machining environment, breakage of tool may occure. For the recommended conditions, please refer p.7 Shrink Holder ■ HFC-TIによる高能率加工 High efficiency milling of HFC-TI 使用工具 HFC-TI Tool サイズ ■ 加工面粗さの推移 Change in surface roughness φ16 切削速度 100m/min(1,990min-1) 送り速度 Feed Rate 6,000mm/min(0.5mm/t) 切削方法 等高線加工 Cutting Speed (μm) Ti-6Al-4V Work Material Contour Milling Milling Method ap=0.5mm ae=6mm 切込深さ Depth of Cut 水溶性切削油剤 切削油剤 突き出し長さ 4.0 3.0 2.0 1.0 0 2.7 13.5 54 切削長さ (m) 最大粗さ (Rz) 3.557 平均粗さ (Ra) 0.849 Water Soluble Coolant Surface Roughness 5.0 被削材質 加工面粗さ Size 3.812 0.944 108 162 216 4.151 0.980 4.520 1.016 4.403 0.997 Milling Length 3.903 0.946 70mm Overhang Length 横形マシニングセンタ 使用機械 切削長さ Horizontal Machining Center Machine Cutting Length 13.5m 108m 216m ■ 摩耗量 Wear amount 逃げ面 Flank 0.05 Width of Wear 摩耗幅(mm) 0.06 0.04 0.03 すくい面 0.02 Rake 0.01 0 2.7 13.5 54 切削長さ (m) 108 162 216 Cutting Length 切削長さが200mを超えた時点でも、HFC-TIは安定した 刃先摩耗量および均一な加工面粗さを得ることができた。 ■マークの種類について 1 材質 Tool Materials 超硬合金 Tungsten Carbide The HFC-TI was able to achieve consistent surface roughness and normal wear even after milling 200m of materials. Guide for icons 2 表面処理 Surface Treatment FX コーティング (TiAIN系コーティング) FX (TiAIN) coating 3 外径許容差 Torelance for Diameter エンドミルの外径許容 差を表示します。 Indicate torelance for diameter. 4 ねじれ角 Helix Angle エンドミルの溝のねじ れ角を表示します。 30°Indicates helix angle of flute for end mills. 4 4刃 チタン合金加工用不等リードエンドミル NEW UVX-TI-4FL φDs φDc φD1 Variable Lead End Mill for Titanium Alloy(4-Flutes) r ℓ ℓ2 0∼−0.050 40.5°/43.5° 2015 年春発売予定 Available from Spring 2015 マークの説明はP.4をご覧下さい。 See p.4 for explanation of icons ツール No. EDP No. 8555120 8555121 8555122 8555123 8555124 8555125 8555126 8555160 8555161 8555162 8555163 8555164 8555165 8555166 8555200 8555201 8555202 8555203 8555204 8555205 8555206 8555207 8555250 8555251 8555252 8555253 8555254 8555255 8555256 8555257 8555258 外径×コーナ R ×首下長 全長 Dc × r × ℓ2 12 12 12 12 12 12 12 16 16 16 16 16 16 16 20 20 20 20 20 20 20 20 25 25 25 25 25 25 25 25 25 × × × × × × R1 R1.5 R2 R2.5 R3 R4 × × × × × × R1 R1.5 R2 R2.5 R3 R4 × × × × × × × R1 R1.5 R2 R2.5 R3 R4 R5 × × × × × × × × R1 R1.5 R2 R2.5 R3 R4 R5 R6 × × × × × × × × × × × × × × × × × × × × × × × × × × × × × × × L 刃長 L 36 36 36 36 36 36 36 48 48 48 48 48 48 48 60 60 60 60 60 60 60 60 75 75 75 75 75 75 75 75 75 シャンク径 ℓ 首径 Ds D1 90 24 12 11.5 100 32 16 15.5 単位:mm Unit:mm 刃数 No. of Flutes Z 4 120 40 20 19.5 140 50 25 24.5 在庫区分 標準価格 B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B 14,400 17,100 17,100 17,100 17,100 17,100 17,100 30,800 32,900 32,900 32,900 32,900 32,900 32,900 44,900 46,800 46,800 46,800 46,800 46,800 46,800 46,800 85,600 90,100 90,100 90,100 90,100 90,100 90,100 90,100 90,100 Stock (Yen) B =標準在庫品 B = Standard stock item ■ 切削条件基準表 Recommended Conditions 被削材質 チタン合金 (Ti-6AI-4V)Titanium Alloy Work Material 加工方法 側面加工 Milling Method 切削速度 60 ∼ 80m/min Cutting Speed 外径 (mm) Milling Dia. 溝加工 Side Milling 回転速度 (min Speed ) -1 30 ∼ 50m/min 送り速度 (mm/min) 切込深さ ap ≦ 1.8Dc ae = 0.2Dc Feed 12 1,900 680 16 1,400 500 20 1,100 480 25 900 400 回転速度 Depth of Cut Speed ap 1 上記の加工条件は目安です。実際の加工環境に合わせて調節をして下さい。 2 チタン合金の加工には水溶性クーラントを推奨します。 5 Slot Milling ae (min -1) 送り速度 Feed (mm/min) 1,350 270 990 200 800 190 640 150 切込深さ Depth of Cut ap ≦ 1Dc 1 The above cutting conditions are to be used as general guidelines. Adjustments may be necessary depending on actual milling condition. 2 Using water soluble coolant are highly recommended. ap 5刃 チタン合金加工用不等リードエンドミル NEW UVX-TI-5FL φD1 Variable Lead End Mill for Titanium Alloy(5-Flutes) φDs φDc r ℓ ℓ2 0∼−0.050 41°/42°/43° 2015 年春発売予定 Available from Spring 2015 マークの説明はP.4をご覧下さい。 See p.4 for explanation of icons ツール No. EDP No. 8555320 8555321 8555322 8555323 8555324 8555325 8555326 8555360 8555361 8555362 8555363 8555364 8555365 8555366 8555400 8555401 8555402 8555403 8555404 8555405 8555406 8555407 8555450 8555451 8555452 8555453 8555454 8555455 8555456 8555457 8555458 外径×コーナ R ×首下長 全長 Dc × r × ℓ2 12 12 12 12 12 12 12 16 16 16 16 16 16 16 20 20 20 20 20 20 20 20 25 25 25 25 25 25 25 25 25 × × × × × × R1 R1.5 R2 R2.5 R3 R4 × × × × × × R1 R1.5 R2 R2.5 R3 R4 × × × × × × × R1 R1.5 R2 R2.5 R3 R4 R5 × × × × × × × × R1 R1.5 R2 R2.5 R3 R4 R5 R6 × × × × × × × × × × × × × × × × × × × × × × × × × × × × × × × L 刃長 L 36 36 36 36 36 36 36 48 48 48 48 48 48 48 60 60 60 60 60 60 60 60 75 75 75 75 75 75 75 75 75 シャンク径 ℓ 首径 Ds D1 90 24 12 11.5 100 32 16 15.5 単位:mm Unit:mm 刃数 No. of Flutes Z 5 120 40 20 19.5 140 50 25 24.5 在庫区分 標準価格 B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B 16,500 19,700 19,700 19,700 19,700 19,700 19,700 32,900 35,300 35,300 35,300 35,300 35,300 35,300 47,900 50,200 50,200 50,200 50,200 50,200 50,200 50,200 91,700 96,300 96,300 96,300 96,300 96,300 96,300 96,300 96,300 Stock (Yen) B =標準在庫品 B = Standard stock item ■ 切削条件基準表 Recommended Conditions 被削材質 チタン合金 (Ti-6AI-4V)Titanium Alloy Work Material 加工方法 側面加工 Milling Method 切削速度 60 ∼ 80m/min Cutting Speed 外径 (mm) Milling Dia. 溝加工 Side Milling 回転速度 (min Speed ) -1 30 ∼ 50m/min 送り速度 (mm/min) 切込深さ ap ≦ 1.8Dc ae = 0.2Dc Feed 12 1,900 855 16 1,400 630 20 1,100 600 25 900 500 Slot Milling 回転速度 Depth of Cut Speed ap 1 上記の加工条件は目安です。実際の加工環境に合わせて調節をして下さい。 2 チタン合金の加工には水溶性クーラントを推奨します。 ae (min -1) 送り速度 Feed (mm/min) 1,350 340 990 250 800 240 640 192 切込深さ Depth of Cut ap ≦ 1Dc ap 1 The above cutting conditions are to be used as general guidelines. Adjustments may be necessary depending on actual milling condition. 2 Using water soluble coolant are highly recommended. 6 5刃 チタン合金加工用不等リードエンドミル ロング NEW UVXL-TI-5FL φD1 Variable Lead End Mill Long Type for Titanium Alloy(5-Flutes) φDs φDc r ℓ ℓ2 0∼−0.050 41°/42°/43° 2015 年春発売予定 Available from Spring 2015 マークの説明はP.4をご覧下さい。 See p.4 for explanation of icons ツール No. EDP No. 8555520 8555521 8555522 8555523 8555524 8555525 8555526 8555560 8555561 8555562 8555563 8555564 8555565 8555566 8555600 8555601 8555602 8555603 8555604 8555605 8555606 8555607 8555650 8555651 8555652 8555653 8555654 8555655 8555656 8555657 8555658 外径×コーナ R ×首下長 全長 Dc × r × ℓ2 12 12 12 12 12 12 12 16 16 16 16 16 16 16 20 20 20 20 20 20 20 20 25 25 25 25 25 25 25 25 25 × × × × × × R1 R1.5 R2 R2.5 R3 R4 × × × × × × R1 R1.5 R2 R2.5 R3 R4 × × × × × × × R1 R1.5 R2 R2.5 R3 R4 R5 × × × × × × × × R1 R1.5 R2 R2.5 R3 R4 R5 R6 × × × × × × × × × × × × × × × × × × × × × × × × × × × × × × × L 刃長 L 60 60 60 60 60 60 60 80 80 80 80 80 80 80 100 100 100 100 100 100 100 100 125 125 125 125 125 125 125 125 125 ℓ シャンク径 Ds 刃数 首径 No. of Flutes Z D1 110 48 12 11.5 130 64 16 15.5 単位:mm Unit:mm 5 160 80 20 19.5 190 100 25 24.5 在庫区分 標準価格 B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B 21,300 23,500 23,500 23,500 23,500 23,500 23,500 45,700 48,100 48,100 48,100 48,100 48,100 48,100 68,200 71,600 71,600 71,600 71,600 71,600 71,600 71,600 101,000 106,000 106,000 106,000 106,000 106,000 106,000 106,000 106,000 Stock (Yen) B =標準在庫品 B = Standard stock item ■ 切削条件基準表 Recommended Conditions 被削材質 チタン合金 (Ti-6AI-4V)Titanium Alloy Work Material 加工方法 側面加工 Milling Method 切削速度 60 ∼ 80m/min Cutting Speed 外径 (mm) Milling Dia. Side Milling 回転速度 Speed (min -1) 送り速度 Feed 12 2,100 1,050 16 1,600 920 20 1,270 760 25 1,020 587 1 上記の加工条件は目安です。実際の加工環境に合わせて調節をして下さい。 2 チタン合金の加工には水溶性クーラントを推奨します。 7 切込深さ (mm/min) Depth of Cut ap ≦ 3.75Dc ae = 0.1Dc ap ae 1 The above cutting conditions are to be used as general guidelines. Adjustments may be necessary depending on actual milling condition. 2 Using water soluble coolant are highly recommended. チタン合金加工用高送りラジアスエンドミル HFC-TI φDs φDc φD1 φD2 High Feed Radius End Mill for Titanium Alloy ℓ 6枚刃 8枚刃 6-flute ℓ2 8-flute L 単位:mm Unit:mm マークの説明はP.4をご覧下さい。 See p.4 for explanation of icons ツール No. 外径 有効径 Effective Dia. Dc EDP No. Mill Dia. D1 8555716 16 7.77 8555720 20 9.72 8555725 25 12.15 全長 刃長 L ℓ シャンク径 首長 Ds 16 120 5 20 刃数 首径 ℓ2 70 D2 No. of Flutes Z Stock 在庫 標準価格 15 6 B 34,000 B 48,100 B 75,400 19 25 8 24 (Yen) B =標準在庫品 B = Standard stock item ■ 切削条件基準表 Recommended Conditions 被削材質 チタン合金 (Ti-6AI-4V)Titanium Alloy Work Material 加工方法 等高線加工 Milling Method 切削速度 50 ∼ 100m/min Cutting Speed 外径 (mm) Milling Dia. 回転速度 (min Speed ) -1 送り速度 (mm/min) 1,490 4,500 20 1,190 3,600 25 850 4,860 Depth of Cut ランピング角度 Ramping Angle Feed 16 切込深さ Contour Milling E 2° ap ≦ 0.035Dc ae = 0.39Dc 擬似 R Z 0.86 0.46 1.01 0.58 1.2 0.74 rt rt Z ap Max ap ae *加工に際しては、それぞれ擬似Rのラジアスエンドミルとして加工プログラムを作成下さい。 During machining, please program the milling paths according to the recommended simulated R (rt) respective to the individual end mill diameter. 1 上記の加工条件は目安です。実際の加工環境に合わせて調節をして下さい。 2 チタン合金の加工には水溶性クーラントを推奨します。 1 The above cutting conditions are to be used as general guidelines. Adjustments may be necessary depending on actual milling condition. 2 Using water soluble coolant are highly recommended. 8 ® チタン合金・耐熱合金加工用インサート材種、XC5035/XC5040 XC5035/XC5040:Insert for titanium alloy & HRSA. OSG Phoenix シリーズでは、チタン合金・耐熱合金加工に適したインサートをご用意しています。 OSG Phoenix offers inserts optimal for machining titanium alloy and HRSA. 特長 搭載可能工具例(抜粋) Features ・高いじん性を持つ超硬材種を使用 ・高硬度の表面処理を施し、非常に優れた耐摩耗 性を実現 ・シャープな切れ味により切削抵抗の低減し、ス ムースな切りくず排出が可能となる SM ブレーカ ・Special carbide grade with very high toughness is used. ・Superior wear resistance is achieved by applying super hard coating. ・Sharpness of the cutting edge of SM breaker is ideal to reduce cutting resistance and smooth chip evacuation. 材種 Grades 9 PSE XC5035 89.3 XC5040 89.3 ラフィングエンドミル Shoulder Cutter 母材硬度 コーティング Coating (HRA) Hardness PSEL 肩削りカッタ Roughing End Mill Work Material TiN- ステンレス鋼& 耐熱合金 TiN-TiB2 Radius Cutter 被削材質 CVD Ti(C,N)+Al2O3+Ti(N,B) PRC 丸駒カッタ Stainless Steel HRSA ステンレス鋼& 耐熱合金 Stainless Steel HRSA OSG Phoenix シリーズの詳細は こちらのカタログをご参照下さい。 Please refer“OSG Phoenix Catalogue”for the details. Tool βチタン合金 被削材質 Work Material ß-Titanium Alloy 切削速度 60m/min (382min −1) Cutting Speed 送り速度 230mm/min(0.15mm/t) 切込深さ ap=2mm ae=25mm 切削油剤 水溶性切削油剤 使用機械 横 形マシニングセンタ(BT50) Feed Depth of Cut Coolant Machine Tool 使用インサート(材種) Insert (grade) 他社品(φ63×4刃) ZDKT150508ER-SM (XC5040) 超硬コーティングインサート 切削速度 50m/min (250min −1) 150mm/min (0.2mm/t) ap=21 ∼ 45mm ae=7.5 ∼ 25mm 切削油剤 水溶性切削油剤 Coolant 2 3 他社 Competitor D 4 工具寿命(m)Tool Life PRCは他社品と比べ欠けや破損もなく、摩耗も最少値で加工が 可能であった。 The PRC showed no chipping or breakage with minimun wear length, compared with competitors. 良好な切りくず形状 Cutting chips ワーク数 1 305mm Overhang Length Machine 1 Water Soluble 工具突き出し量 使用機械 他社 Competitor C 150mm/min (0.15mm/t) 切込深さ Depth of Cut 他社 Competitor B 0.2 Coated Carbide Inser t Ti-6Al-4V(35HRC) 送り速度 他社 Competitor A 0.3 Competitor 被削材質 Feed PRC-XC5035 0.4 Side milling of the outer circumference of aircraft parts (bracket) PSEL15R063M27-3-50 (φ63×3刃) Cutting Speed PRC-XP2040 0.5 0 Horizontal Machinng Center (BT50) Work Material 0.6 0.1 Water Soluble 航空機部品の外周側面加工 使用工具 0.7 RPHT1204M8EN-SM (XC5035) RPHT1204M0EN-GL (XP2040) (mm) Insert (grade) ■ 摩耗量 Wear amount PRC12R050M22-4 (Ø50 × 4FL) 使用工具 使用インサート(材種) Long-life milling of ß-Titanium alloy Wear Lenght βチタン合金における長寿命加工 摩耗長さ 横 形マシニングセンタ(HSK100A) Horizontal Machining Center PSELは3ワーク(276分溶着摩耗)、他社品は1ワーク(92分刃欠け) とPSELは他社品に比べ工具寿命が約3倍であった。他社品で発生する 欠けが発生しにくく、また切りくず形状も良好であった。 PSEL Number of Parts 2 3 Welding wear 3 parts (276 mins) 他社品 1 part (92 mins) Competitor Chipping PSEL achieved 3times longer tool life(PSEL:3 workpieces and welding wear after 276 min.;the competitor's product:1 workpiece and chipping after 92 min.) Sudden chipping, which was occurred by the competitor's product, was unlikely to happen, and the shape of the ejected chips was favorable. 航空機部品荒取加工 使用工具 Tool 使用インサート(材種) Insert (grade) 被削材質 Work Material 切削速度 Cutting Speed 1刃当たりの送り量 Feed Rough milling of aircraft parts PSE11R025SS25-45 (φ25×4刃) ZDKT11T308ER-SM (XC5040) Coated Carbide Inser t βチタン合金 40m/min (510min −1) 3 4 5 6 PSE 他社品 Competitor 160mm/min (0.08mm/t) 切削油剤 水溶性切削油剤 使用機械 横 形マシニングセンタ(BT40) Machine 2 β-Titanium alloy ap=5mm ae=10mm Coolant 1 超硬コーティングインサート 切込深さ Depth of Cut 切削長さ(m)Milling Length 他社品 Competitor PSE 他社品 Competitor Water Soluble Horizontal Machining Center 航空機部品の荒取り加工において同等条件で比較加工を行った。PSEは 正常摩耗であり、1.5倍の耐久が得られた。他社品はチッピングが発生。 A competitor's product and the PSE were compared in the rough milling of aircraft parts under identical conditions. The competitor's product chipped, but the PSE wore normally and attained 1.5 times the durability 10 〒442-8543 愛知県豊川市本野ヶ原3-22 3-22 Honnogahara, Toyokawa, Aichi, 442-8543, JAPAN ☎ (0533)82-1111 FAX (0533)82-1131 TEL. +81-533-82-1118 東部営業部 〒143-0025 東京都大田区南馬込3-25-4 中部営業部 〒465-0058 愛知県名古屋市名東区貴船1-9 ☎(052)703-6131 FAX(052)703-7775 西部営業部 〒550-0013 大阪府大阪市西区新町2-18-2 仙 台 郡 山 新 潟 上 田 諏 訪 両 毛 宇都宮 八王子 川 口 茨 城 東 京 ☎(022)390-9701 ☎(024)991-7485 ☎(025)286-9503 ☎(0268)28-7381 ☎(0266)58-0152 ☎(0270)40-5855 ☎(028)651-2720 ☎(042)645-5406 ☎(048)294-3951 ☎(029)354-7017 ☎(03)5709-4501 厚 木 静 岡 浜 松 豊 川 安 城 名古屋 岐 阜 金 沢 京 滋 大 阪 明 石 コミュニケーションFAX ☎(06)6538-3880 FAX(06)6538-3879 ☎(046)296-1380 ☎(054)283-6651 ☎(053)461-1121 ☎(0533)92-1501 ☎(0566)77-2366 ☎(052)703-6131 ☎(058)259-6055 ☎(076)268-0830 ☎(077)553-2012 ☎(06)6747-7041 ☎(078)927-8212 よ 〈工具の技術的なご相談は…〉 コミュニケーションダイヤル ☎(03)5709-4501 FAX(03)5709-4515 岡 山 ☎(086)241-0411 四 国 ☎(087)868-4003 広 島 ☎(082)507-1227 九 州 ☎(092)504-1211 北九州 ☎(093)435-3655 熊 本 ☎(096)386-5120 東部GST ☎(03)5709-4501 中部GST ☎(052)703-6131 西部GST ☎(06)6538-3880 い 工 具 は 一 HP Safe use of cutting tools ●Use safety cover, safety glasses and safety shoes during operation. ●Do not touch cutting edges with bare hands. ●Do not touch cutting chips with bare hands. Chips will be hot after cutting. ●Stop cutting when the tool becomes dull. ●Stop cutting operation immediately if you hear any strange cutting sounds. ●Do not modify tools. ●Please use correct tools for the operation.Check dimensions to ensure proper selection. ◆製品については、 常に研究・改良を行っておりますので、 予告なく本カタログ 掲載仕様を変更する場合があります。 ◆Specifications are subject to change without notice. 番 コミュニケーションE-mail hp-info@osg.co.jp 〈その他のお問い合わせは…〉E-mail:cs-info@osg.co.jp 《最新情報》OSG ●工具の切れ味が悪くなったら使用を中止して下さい。 ●異常音・異常振動が発生したら、直ちに使用を中止して下さい。 ●工具には手を加えないで下さい。 ●加工前に工具の寸法確認を行って下さい。 9:00∼12:00/13:00∼19:00 土日祝日を除く 0533-82-1134 http://www.osg.co.jp ●工具を使用する時は、破損する危険があるので、 必ずカバー・保護メガネ・安全靴等を使用して下さい。 ●切れ刃は素手でさわらないで下さい。 ●切りくずは素手でさわらないで下さい。 FAX. +81-533-82-1136 《無料メールマガジン》OSG E-mail 倶楽部 https://www.osg.co.jp/support/club/ ※本書掲載内容の無断転載・複製を禁じます。 ※All rights reserved. Ⓒ2014 OSG Corporation N-107 410 BC.BC (NT) 14.10
© Copyright 2025 Paperzz