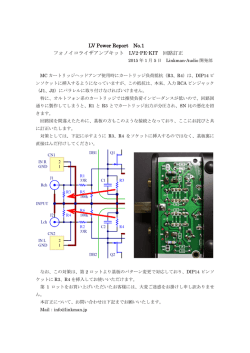
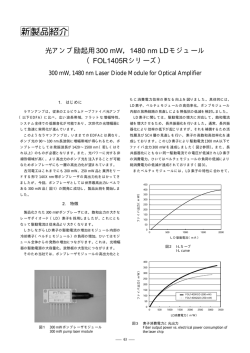
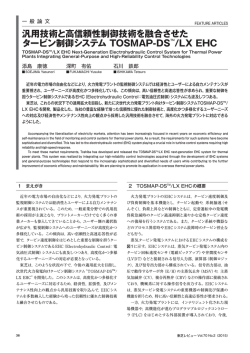
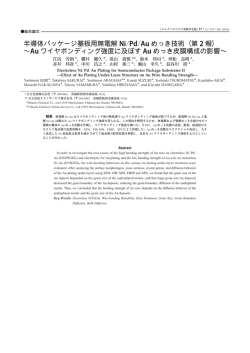
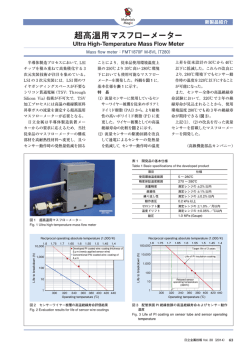
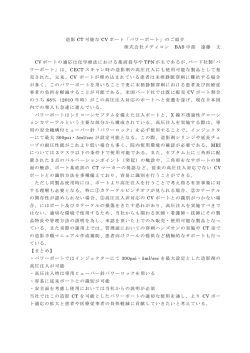
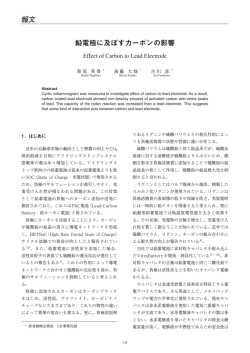
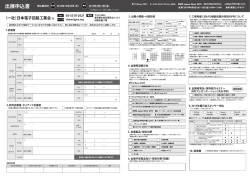
マルチワイヤ放電スライシング法における グループ給電方式の開発 岡山大学大学院自然科学研究科(工) 岡本康寛,岡田 晃,鈴木彰隼,大谷拓也 各種スライシング法とその特徴 Stainless steel blade Roller Wafer Reel Wire Motor Diamond abrasives EDM power supply unit Roller Roller Ingot Wire electrode Machin ing Reel fluid Workpiece Reel Table Ingot IDブレード ワイヤ放電加工 マルチワイヤソー 発展 ・カーフロスが大きい ・大きなクラックの発生 ・大口径化への対応が困難 問題点 ・大口径化に対応 ・マルチ化が可能 ・カーフロスが小さい 改善法 ・クラックの生成が避けられない ・スラリーの管理が問題 両者の利点を活用する マルチワイヤ放電スライシング法 切り代の低減と基板の薄片化 マルチワイヤ放電スライシング法における課題 低加工 反力 Kerf 100m Kerf 100μm 細線化 (b) 厚さ100µm 以下のウェハ (a) 100 µm の切り代 ・非接触で加工力が小さい ・加工液に純水を使用 実用化を視野に装置開発 Wire guide 加工効率の向上 Wire electrode 加工に用いる ワイヤ電極本数の増大 Discharge current 給電子セット数の増加 加工に用いるワイヤ電極本数 = 給電子セット数 Wire reel マルチワイヤ放電スライシング装置の構成 装置構成の複雑化 高額な初期費用 セットアップの難度大 メンテナンスの難度大 ワイヤ電極10本への給電状態 1つのブロックから多くの板を 取れる方が安い ブロックの値段は同じ マルチワイヤ放電スライシング法は基板の薄片化と切り代の低減を可能とし、 1つのインゴットから多くのウェハを作製する高能率スライシングの可能性を有する. 給電システムの改善によるシンプルな装置構成 各種給電方式における電流値制御 各種給電方式における特徴 Conductivity piece Conductivity piece Ingot Ingot Wire electrode (a) Normal Wire electrode (b) Single (c) Multi-unit (a)~(c)は 放電電源内部の制限抵抗により電流値を制御 通常・シングルおいてエネル 加工ワイヤ本数によら ギーは1つのワイヤへ集中 ずエネルギー量は一定 (d) Group (d)はワイヤ電極で 電流値を制御 加工ワイヤ本数で エネルギー量が変化 Number of wire 1 n n n Cutting speed (mm/min) S S/n S S Total removal rate (mm2/min) R R nR nR Supplying energy E E nE nE Normal Individual Low efficiency (a) Normal (b) Single Feature エネルギー増大は ワイヤの破断へ 各加工箇所ごとに 給電の必要性 連絡先: 〒700-8530 岡山市北区津島中3-1-1 岡山大学大学院自然科学研究科特殊加工学研究室 TEL(086)251-8038, 8039, FAX (086)251-8266 E-mail:ntm@ntmlab.mech.okayama-u.ac.jp HP:http://ntmlab.mech.okayama-u.ac.jp/ 各加工箇所への エネルギー分散 n points simultaneous n points simultaneous High efficiency High efficiency Complicated system Simple system (c) Multi-unit (d) Group マルチワイヤ放電スライシング法におけるグループ給電方式の開発 マルチユニット給電法とグループ給電方式の構成 Multi-unit power supplying Group power supplying 放電電源内部の 制限抵抗で電流を調整 給電子と加工点間の ワイヤ電極長さを最小化 給電子と加工点間の ワイヤ電極長さを増大 シ ン プ ル 化 ワイヤ電極が制限抵抗 の役割を担う 放電電流ピーク値を制御 放電電流ピーク値を制御 マルチワイヤ放電スライシング法におけるグループ給電方式の検討 加工ワイヤ本数と放電電流ピーク値 グループ給電方式における放電電流値の制御性 各放電電源における電流値制御 Multi-unit power supplying Group power supplying 各加工ワイヤ本数における加工溝 Wire electrode Conductivity piece Machining point A 700 B 給電点から 加工位置までの ワイヤ電極長さ を変化 100 100 給電子設置位置が放電電流ピーク値へ及ぼす影響 Conductivity piece Wire electrode L = 775±25 nΩ・m A R:抵抗値() :体積抵抗率(・m) L:長さ(m) A:断面積(m2) Ref. Steel = 600-800 nΩ・m R= 鉄の比抵抗値と同等 ワイヤ電極長さにより 放電電流値を制御可能 各放電電源方式におけるまとめ SiCに対するグループ給電方式の適応 Multi-unit power supplying Group power supplying 同等以上の 加工速度 Multi-unit: SiC Group: SiC 安定した 放電状態 Waveforms of electrical discharge pulse with group power supplying method (100 times overwriting) Displacement of workpiece 入力エネルギー= 3E 放電集中 to 1本のワイヤ電極 入力エネルギー= 3E 放電分散 to 各ワイヤ電極 入力エネルギーの増大 Multi-unit Power supply Multiunit Average kerf width [µm] 135 133 Removal rate [mm2/min] 9.6 11.5 Group Kerf shape and width 連絡先: 〒700-8530 岡山市北区津島中3-1-1 岡山大学大学院自然科学研究科特殊加工学研究室 TEL(086)251-8038, 8039, FAX (086)251-8266 E-mail:ntm@ntmlab.mech.okayama-u.ac.jp HP:http://ntmlab.mech.okayama-u.ac.jp/ Group SiCへグループ給電方式 を適応した場合においても • • • • 放電エネルギー分散 加工速度維持 安定したマルチ加工 良好な加工溝幅 ・ワイヤの破断 ・放電ギャップ(切り代)の増大 入力エネルギーの増大 ・安定したマルチワイヤ放電現象 ・一定の放電ギャップ(切り代) 特殊加工学研究室 Nontraditional Machining Lab.
© Copyright 2025 Paperzz