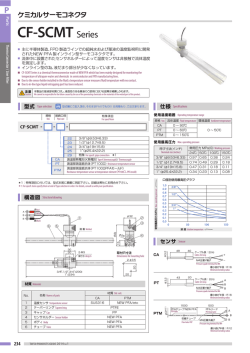
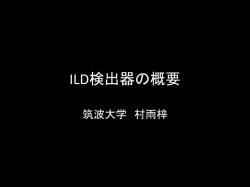
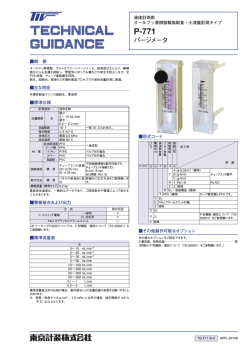
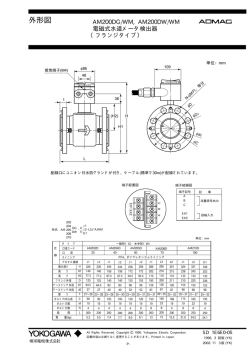
® Algoflon アルゴフロン® PFA デザインおよび加工ガイド SPECIALTY POLYMERS 目次 概要 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 高エネルギー照射に対する耐性 . . . . . . . . . . . . . . . 13 化学 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 耐火性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 物理特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 安全性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 表面特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 加工の基本情報 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 光学特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 カラーマスターバッチ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 機械特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 レオロジー特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 引張特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 構造部材 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 クリープ特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 押出成形 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 耐折強度および耐応力割れ性 . . . . . . . . . . . . . . . . 10 電気特性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 耐環境性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 耐薬品性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 透過性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 熱老化 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 耐侯性 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 2 一般的な検討事項 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 \ アルゴフロン® PFA デザインおよび加工ガイド 取り扱い . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 ワイヤー/ケーブルの押出成形 . . . . . . . . . . . . . . . . . . . . . . . . . 15 射出成形 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 射出成形収縮率および後収縮率 . . . . . . . . . . . . . . . . . . . . . . . 17 圧縮成形 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 トランスファー成形 . . . . . . . . . . . . . . . . . . . . . . . . . 17 高温ガス溶接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 装置 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 環境保全 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 溶接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 表 図 表1:パーフルオロアルコキシコモノマー . . . . . . . . . . . . . . 5 図 1:原子間力顕微鏡による PFA 製パイプ表面の写真 . 6 表 2:アルゴフロン® PFA の代表的な引張特性 . . . . . . . . . 8 図 2:アルゴフロン® PFA のヘイズと試験片の厚み の関係 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 表 3:分子量とMFIの変化の影響 . . . . . . . . . . . . . . . . . . . . . 10 表 4:アルゴフロン® PFA の代表的な電気特性 . . . . . . . . 11 表 5:P0 および Ep の値 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 図 3:アルゴフロン® PFA の UV および可視領域に おける透過率(フィルムの厚み = 500 μ) . . . . . . . . . . . . . . 7 表 6:透過性および拡散性の値 . . . . . . . . . . . . . . . . . . . . . . . 12 図 4:アルゴフロン® PFA M シリーズの UV および 可視領域における透過率 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 表 7:代表的なMシリーズおよびPシリーズの . ワイヤー/ケーブルの押出成形の温度プロファイル . . . 15 図 5:代表的な PFA のひずみ-応力曲線 . . . . . . . . . . . . . . . 8 表 8:アルゴフロン® PFA M640 の代表的な . ワイヤー/ケーブルにおける押出成形の条件 . . . . . . . . . 15 図 7:アルゴフロン® PFA の降伏時応力と温度の関係 . . 9 図 6:アルゴフロン® PFA の弾性率と温度の関係 . . . . . . . 9 表 9:アルゴフロン® PFA M640 の代表的な . ワイヤー/ケーブルの被覆押出成形条件 . . . . . . . . . . . . . 16 図 8:アルゴフロン® PFA の破断時応力と温度の関係 . . 9 表 10:ワイヤー/ケーブルの押出成形–代表的な DDR 値 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 図 10:200 °C における引張クリープ曲線、 . アルゴフロン® PFA M620 . . . . . . . . . . . . . . . . . . . . . 9 表 11:アルゴフロン® PFA M640 およびアルゴフロ ン® PFA P450 の代表的な成形条件 . . . . . . . . . . . . . . . . . 16 図 11:200 °C における引張クリープ曲線、 . アルゴフロン® PFA M420 . . . . . . . . . . . . . . . . . . . . . 9 表 12:アルゴフロン® PFA M640 および P450 の 代表的な体積収縮率 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 図 12:クリープ時間 2,000 時間、200 °C における 等時応力-ひずみ曲線 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 表 13:アルゴフロン® PFA の代表的なトランス . ファー成形加工条件 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 図 13:23 °C における曲げ寿命とメルトフローイン デックスの関係 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 表 14:アルゴフロン® PFA の高温ガス溶接温度 . . . . . . . 18 図 14:アルゴフロン® PFA のさまざまな薬品の透過 性と温度の関係 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 図 9:アルゴフロン® PFA の破断時伸びと温度の関係 . . 9 図 15:アルゴフロン® M シリーズの 250 °C および 270 °C における降伏時応力保持率と曝露時間の関係 13 図 16:アルゴフロン® M シリーズの 250 °C および 270 °C における破断時応力保持率と曝露時間の関係 13 / アルゴフロン® PFA デザインおよび加工ガイド 3 概要 アルゴフロン® PFA は、高い温度範囲で事実上すべての薬 品に対する耐性を持つように特別に設計された、ソルベイス ペシャルティポリマーズの溶融可能なパーフルオロアルコキ シフルオロカーボン樹脂の製品群です。傑出した価値と高 い性能特性を組み合わせた半結晶性樹脂です。 アルゴフロン® PFA 製品群は、P シリーズと M シリーズの二 つの製品シリーズで構成されています。どちらも、チューブ、 継手、タンクライニング、タワーパッキング、ライニング(継手 およびバルブ)、フィルム、高純度、ファイバー、ヒートトレー スワイヤー、航空電子工学、特殊ケーブルなど、幅広い用途 に使用できます。 過酷な環境や熱応力割れへの優れた耐性を備えているた め、アルゴフロン® PFA は、薬品の輸送分野やオイル産業の パイプおよびチューブに特に適しています。トランスファー 成形技術を使用した加工が容易なため、アルゴフロン® PFA 樹脂は、耐熱性および耐薬品性の厳しい要求に応えるバル ブ、チューブ、継手のライニングに使用できます。これらの樹 脂は、射出成形によって樹脂のみで形状保持可能な継手や バルブを製造できます。 4 \ アルゴフロン® PFA デザインおよび加工ガイド 電気産業では、アルゴフロン® PFA 製品は高温回路用電 線の一次絶縁として使用されます。アルゴフロン® PFA は、250 ~ 260 °C までの温度で連続使用が可能です。卓越 した耐熱性により、これらの製品は加熱ケーブルの絶縁に も適しています。優れた誘電特性により、アルゴフロン® PFA 樹脂は通信ケーブルや電子機器のコンポーネントの絶縁な ど、非常に高い周波数(数 GHz まで)で低損失が必要な用 途に適しています。 このデザインガイドにはアルゴフロン® PFA 製品に固有の情 報が含まれており、この製品の使用時に必要な固有の情報 を設計者に提供します。本書では、標準の溶融性グレード に重点を置いて説明します。お客様のニーズを満たす特殊 設計グレードも用意しています。特殊グレードやアルゴフロ ン® PFA 樹脂の更に詳細な情報については、ソルベイスペシ ャルティポリマーズの担当者までお問い合わせください。 化学 PFA はテトラフルオロエチレン(TFE)とパーフルオロアルキ ルビニルエーテルのコポリマーで、次の化学式で表されま す。 F F F F C C C C F F O F n m (CF2)p F p = 1、2、3 側鎖の種類と頻度によってポリマーの熱機械特性が決まりま す。一般的に、側鎖の数が多ければ、次の特長があります。 • 低い耐熱性(低い融点および低い耐クリープ性) • 高強度(高い応力/破断時ひずみ) • 優れた曲げ寿命 また、側鎖のサイズは重要な役割を果たします。メチルビニ ルエーテル(MVE)側鎖はエチルビニルエーテル(EVE)より も小さく、EVE はプロピルビニルエーテル(PVE)よりも小さ くなります。側鎖が大きくなると、分子構造の変性度を下げ るためにコモノマーの量を少なくする必要があります。この 結果、側鎖が大きい場合でも耐熱性の高い樹脂を設計する ことができます。 表1:パーフルオロアルコキシコモノマー MVE CF2 = CF – O – CF3 EVE CF2 = CF – O – CF2 – CF3 PVE CF2 = CF – O – CF2 – CF2 – CF3 ポリマーの分子量は、同じ分子構造の機械特性に影響を与 えるもう一つの重要なパラメーターです。通常は、メルトフロ ーインデックス MFI(372 °C、重量 5 kg で測定)は分子量の 指標となります。分子量が高いと溶融粘度が高くなり、MFI が低い樹脂になります。一般的に、MFI が低い樹脂には次 の特長があります。 • 高強度 • 優れた曲げ寿命 PFAのコモノマーであるパーフルオロビニルエーテルの側鎖 を大きくすることにより、高いMFIでも優れた屈曲寿命を持 つ材料を設計することができます。高いMFIすなわち低分子 量の材料でも側鎖の大きさにより、物性を向上させることが できます。 / アルゴフロン® PFA デザインおよび加工ガイド 5 物理特性 表面特性 表面の品質は加工条件に大きく左右されますが、アルゴフ ロン® PFA M シリーズは、他の完全フッ素化製品よりも表面 特性に優れています。 比較試験により、アルゴフロン® PFA M シリーズ樹脂は、他 社製 PFA より 2 ~ 10 倍低い Ra 値を示しました(Ra:平均 粗さ。ある断面の中心線に沿って測定した山と谷の距離の 平均)。 図 1:原子間力顕微鏡による PFA 製パイプ表面の写真 他社製 PFA 1.0 0.9 ミクロン µm 1.2 0.8 0.4 0.8 0.7 0.0 0.6 0 20 40 µm 60 10 0 80 20 30 40 50 ミクロン 60 70 80 アルゴフロン® PFA P シリーズ 0.3 ミクロン 0.2 µm 0.2 0.1 0.1 0.0 –0.1 0.0 0 20 40 µm 60 80 0 10 20 30 40 50 ミクロン 60 70 80 0 10 20 30 40 50 ミクロン 60 70 80 アルゴフロン® PFA M シリーズ 0.2 0.2 ミクロン µm 0.1 0.1 0.0 –0.1 0.0 –0.2 0 6 20 40 µm 60 \ アルゴフロン® PFA デザインおよび加工ガイド 80 図 3 および 4 に、さまざまな厚みのアルゴフロン® PFA M および P シリーズの透過率と入射光の波長との関係を示し ます。UV 領域の透過率が低いのは、球晶や層板などの結晶 構造で光が受ける散乱によるものです。 アルゴフロン® PFA M シリーズグレードは、結晶構造が少な いことを特長とする独特な構成により優れた透過性を示し ます。アルゴフロン® PFA の屈折率値は約 1.35 です。 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 25.0 20.0 ヘイズ [%] 図 2 に、ASTM D1003 に従って測定したヘイズ値と試験片 の厚みの関係を示します。表面の粗さや欠陥が測定値に大 きい影響を与えるため、厚みが小さいものについてはヘイズ 値を算出できないことに注意してください。 30.0 15.0 10.0 5.0 0.0 0.0 0.5 1.0 1.5 厚み [mm] 2.0 2.5 3.0 図 3:アルゴフロン® PFA の UV および可視領域にお ける透過率(フィルムの厚み = 500 μ) 100 90 80 70 60 透過率 [%] 特徴的な結晶形態により、アルゴフロン® PFA 樹脂は、非 常に低いヘイズ値と、紫外、可視、および赤外領域における 卓越した光透過性を示します。透過率は入射光と透過光の 比として定義されています。ヘイズは、試験片を通過する間 に散乱によって入射光からずれる光として定義されています (> 2.5°)。 図 2:アルゴフロン® PFA のヘイズと試験片の厚みの 関係 50 40 30 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 20 10 0 100 200 300 400 500 600 波長 [nm] 700 800 900 図 4:アルゴフロン® PFA M シリーズの UV および可視 領域における透過率 100 90 80 70 透過率 [%] 光学特性 60 アルゴフロン® PFA M シリーズ – 500 µ 50 40 アルゴフロン® PFA M シリーズ – 250 µ 30 20 アルゴフロン® PFA M シリーズ – 100 µ 10 0 100 200 300 400 500 600 波長 [nm] 700 800 900 / アルゴフロン® PFA デザインおよび加工ガイド 7 機械特性 図 5:代表的な PFA のひずみ-応力曲線 引張特性は、ASTM D1708 に従って試験片を試験機にクラ ンプにて固定し、クランプを指定の速度で引き離して測定し ます。クランプを引き離すために必要な力を最小断面積で 割った値が引張応力と定義されています。応力によって試 験片が伸びます。この伸びの大きさを元の長さで割った値 がひずみです。 応力をひずみに対してプロットすると、図 5 に示すような曲 線が PFA 樹脂について得られます。降伏、冷間延伸および ひずみ硬化により特長付けられます。 25 最初の降伏 20 応力 [MPa] 引張特性 PFA(23 °C) PFA(250 °C) 2 回目の降伏 15 ひずみ硬化 冷間延伸 10 5 0 0 100 200 アルゴフロン® PFA は、超低温から 250 ~ 260 °C の広い範 囲で良好な機械特性を示します。もちろん、温度が上昇する と機械特性は低下します。アルゴフロン® PFA の代表的な引 張特性を次の表と図に示します。 300 ひずみ [%] 400 500 600 表 2:アルゴフロン® PFA の代表的な引張特性 アルゴフロン® PFA 特性 単位 M シリーズ P シリーズ ヤング率 ASTM D1708、1 mm/min 23 °C MPa 500 ~ 600 500 ~ 600 200 °C MPa 17 ~ 23 44 ~ 48 250 °C MPa 16 ~ 22 30 ~ 40 ASTM D1708 降伏時応力 23 °C MPa 12 ~ 15 14 ~ 15 200 °C MPa 3 ~ 4 4 ~ 5 250 °C MPa 2 ~ 3 3 ~ 4 ASTM D1708 破断時応力 23 °C MPa 21 ~ 32 21 ~ 32 200 °C MPa 8 ~ 12 13 ~ 15 250 °C MPa 5 ~ 8 10 ~ 12 23 °C % 275 ~ 360 275 ~ 360 200 °C % 360 ~ 400 450 ~ 500 250 °C % 400 ~ 450 500 ~ 550 破断時伸び 8 \ アルゴフロン® PFA デザインおよび加工ガイド 試験方法 クリープ特性 図 6:アルゴフロン® PFA の弾性率と温度の関係 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 100 10 0 50 100 150 温度 [°C] 200 250 300 図 7:アルゴフロン® PFA の降伏時応力と温度の関係 降伏時応力 [MPa] 15 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 10 ポリマー材料によって作成された棒材に一定の応力を連続 して加えると、その寸法は応力に応じて変化します。この現 象は一般に「クリープ」と呼ばれます。最も単純な場合の引 張モードでは、応力を加えた時間の関数として試験片が伸 びます。 「ひずみ」という用語は、増えた長さ、つまり伸びを 最初の長さで割った値に使用します。 クリープは曲げモードまたは圧縮モードにおいても観察さ れ、測定されます。本書で説明するクリープ情報は引張モー ドで得られたものです。クリープは降伏点以下で発生し、形 状保持可能なチューブ、ホース、ガスケット、シーリングなど の用途で非常に重要です。 アルゴフロン® PFA は高温で徐々に脆化することはありませ ん。つまり、250 ~ 260 °C までは熱応力割れによる破壊の 影響は受けません。 図 10:200 °C における引張クリープ曲線、 . アルゴフロン® PFA M620 30 5 25 0 0 50 100 150 温度 [°C] 200 250 300 ひずみ [%] ヤング率 [MPa] 1,000 図 8:アルゴフロン® PFA の破断時応力と温度の関係 破断時応力 [MPa] 1.75 MPa 2.50 MPa 20 15 10 5 30 0 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 1,E+00 1,E+01 1,E+02 1,E+03 1,E+04 1,E+05 1,E+06 1,E+07 時間 [s] 20 図 11:200 °C における引張クリープ曲線、 . アルゴフロン® PFA M420 10 30 0 50 100 150 温度 [°C] 200 250 25 300 図 9:アルゴフロン® PFA の破断時伸びと温度の関係 550 ひずみ [%] 0 1.00 MPa 2.50 MPa 2.00 MPa 3.00 MPa 20 15 10 5 500 破断時伸び [MPa] 1.50 MPa 2.00 MPa 0 450 1,E+00 1,E+01 1,E+02 1,E+03 1,E+04 1,E+05 1,E+06 1,E+07 時間 [s] 400 350 300 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 250 200 0 50 100 150 温度 [°C] 200 250 300 / アルゴフロン® PFA デザインおよび加工ガイド 9 図 12:クリープ時間 2,000 時間、200 °C における等時 応力-ひずみ曲線 表 3:分子量とMFIの変化の影響 メルトフローインデッ 分子量の増加による クスの上昇による特性 特性の変化: の変化: 50 45 特性 耐応力割れ性 上昇 低下 30 耐疲労性 上昇 低下 25 曲げ寿命 上昇 低下 35 20 15 10 アルゴフロン PFA – P シリーズ アルゴフロン® PFA – M シリーズ ® 5 0 1.00 1.50 2.00 2.50 3.00 応力 [Mpa] 3.50 4.00 耐折強度および耐応力割れ性 応力割れおよび疲労は、プラスチックで見られる最も一般 的な破壊です。破壊は応力集中点に現れ、荷重、温度変動、 薬品の存在などの多くの環境条件に依存します。 応力割れと耐疲労性の指標を提供する一つの試験とし て、MIT 耐折強度試験(ASTM D2176)があります。この試 験では、薄いフィルムを事前に設定した速度で曲げながら 固定のひずみをフィルムに適用します。破損に至る曲げサイ クル数は曲げ寿命または耐折強度と呼ばれます。分子量と MFI の変化が物理特性に与える影響を表3に示します。 図13に、アルゴフロン® PFA 樹脂と 0.3 mm フィルムのメルト フローインデックスの関係を示します(フィルムが薄いほど 曲げ寿命が延びる)。曲げ寿命データは参照データとしてご 使用ください。使用寿命の計算にはすべての環境条件を含 めなければなりません。 図 13:23 °C における曲げ寿命とメルトフローインデッ クスの関係 . (ASTM D2176、厚さ = 0.3 mm) 1,E+06 アルゴフロン® PFA – P シリーズ アルゴフロン® PFA – M シリーズ 1,E+05 サイクル ひずみ [%] 40 1,E+04 1,E+03 0 10 \ アルゴフロン® PFA デザインおよび加工ガイド 2 4 6 8 10 12 14 16 18 メルトフローインデックス [g/10 min] 20 電気特性 熱可塑性樹脂の多くの用途は、電気絶縁体として機能する かどうかに左右されます。特定の樹脂の電気絶縁体として の機能を設計者に提供するために、いくつかの試験が開発 されています。 体積抵抗率は、材料の単位立方体の抵抗として定義されて います。この試験は、材料に 500 V の電圧を1分間かけ、電 流を測定して行います。体積抵抗率が大きいほど、その材料 は電気絶縁部品として効果的です。 材料の誘電率は、試験材料を絶縁体として使用しているコ ンデンサーと、絶縁体ではなく真空を使用した同じコンデ ンサーの電気容量の比と定義されています。 絶縁材料は、次の非常に異なる二つの目的で使用されます。 (1)部品を支えて互いに絶縁する目的、 (2)誘電体として 機能させる目的。最初の目的では誘電率が低い方が好まれ ます。2 つ目の目的では、高い誘電率によってキャパシター を物理的に小さくすることができます。 誘電正接(損失正接または∆Dとも呼ばれる)は、交流電流 から熱への誘電損失(散逸エネルギー)の尺度です。一般に 低い誘電正接が好まれます。 アルゴフロン® PFA の電気特性は、温度による変化が小さ い非常に高い体積抵抗率と表面抵抗率を示します。M シリ ーズは、幅広い温度および周波数範囲で P シリーズよりも わずかに低い誘電率を示します。50 Hz ~ 100 kHz の周波 数範囲で誘電正接の変化はわずかです。 表 4:アルゴフロン® PFA の代表的な電気特性 アルゴフロン® PFA 特性 単位 M シリーズ P シリーズ 試験方法 体積抵抗率 Ω · cm > 10 > 10 ASTM D257 表面抵抗率 Ω · cm > 1017 > 1017 ASTM D257 耐アーク性 s > 200 > 200 ASTM D495 (50 Hz) 2.10 2.10 ASTM D150 (100 kHz) 1.95 2.05 ASTM D150 (50 Hz) < 5 · 10-4 < 5 · 10-4 ASTM D149 (100 kHz) < 5 · 10 < 5 · 10 -4 ASTM D149 17 17 誘電率 誘電正接 -4 絶縁耐力(50 Hz) 厚み 0.254 mm kV/mm 90 ~ 100 90 ~ 100 ASTM D149 厚み 1 mm kV/mm 35 ~ 40 35 ~ 40 ASTM D149 / アルゴフロン® PFA デザインおよび加工ガイド 11 耐環境性 耐薬品性 アルゴフロン® PFA は、幅広い温度および圧力範囲で優れ た耐薬品性を示します。化学および加工産業で一般に使用 される無機塩基、強無機酸、無機酸化試薬、またほとんど の有機化合物の影響を受けません。 アルゴフロン® PFA はフッ素および溶融アルカリと反応しま す。アルカリ金属単体(ナトリウムなど)でポリマー内のフッ 素を置換できます。この特性は、接着可能にするための PFA 表面のエッチングに広く使用されています。 アルゴフロン® PFA 樹脂の耐薬品性データは、ソルベイスペ シャルティポリマーズの技術サービスから、または . www.SolvaySpecialtyPolymers.com で製品の耐薬品性チ ャートをダウンロードできます。 23 °C におけるその他薬品の透過性および拡散性(D)デー タを次の表に示します。 表 6:透過性および拡散性の値 薬品 T [° C] P [g·mm/m2/day] D [m2/s] HCl(37% 溶液) 23 0.20 9.0 · 10 – 11 HNO3(65% 溶液) 23 0.01 1.5 · 10 – 11 SO3(発煙硫酸 20%) 23 2.9 · 10 – 4 2.0 · 10 – 12 H2SO4(96% 溶液) 23 < 10 – 4 < 10 – 11 図 14:アルゴフロン® PFA のさまざまな薬品の透過性 と温度の関係 1,E+04 PFAの水および溶媒透過性は一般的に非常に低いもので す。これらの樹脂は溶融加工されているため空隙がなく、総 合的な透過性は、PTFE よりもきわめて低くなっています。ソ ルベイスペシャルティポリマーズ独自の重合技術により、ア ルゴフロン® PFA ポリマーの耐透過性が他社製製品よりも 優れていることが独自の試験によって判明しました。 P [cm3 · mm/m2 · atm · d] 透過性 図 14 に、さまざまな物質でのアルゴフロン® PFA の透過性 (P)と温度の関係を示します。温度への依存性は、次のよ うな指数関数となります。 0 P0 cm3 · mm . [ ] m2 · atm · day EP [kJ/mol] 温度 範囲 [°C] O2 7.3 · 106 25.1 23 ~ 80 N2 3.1 · 106 25.6 20 ~ 80 CO2 1.2 · 106 17.7 20 ~ 80 H2O 4.7 · 106 20.5 20 ~ 80 He 1.0 · 10 6 14.5 20 ~ 100 CH4 2.6 · 107 31.8 20 ~ 100 SO2 3.7 · 106 24.5 5 ~ 100 Cl2 2.3 · 10 24.3 20 ~ 100 HCl 1.1 · 10 27.0 20 ~ 80 12 \ アルゴフロン® PFA デザインおよび加工ガイド P [cm3 ·mm/m2 ·atm · d] 表 5:P0 および Ep の値 7 H2O O2 CO2 N2 20 40 60 温度 [°C] 80 100 120 1,E+04 ここで、P0は透過性定数、Epは活性化エネルギー、R は気体 定数、T は絶対温度です。 6 1,E+02 1,E+01 P = P0 · e Ep /RT 薬品 1,E+03 1,E+03 1,E+02 He Cl2 HCl SO2 CH4 1,E+01 0 20 40 60 温度 [°C] 80 100 120 加工、付加応力および環境条件は、他の製品と同様に PFA 樹脂の耐熱性に影響を与えることがあり、設計者は、特定の 使用条件下でプラスチック製品を評価するための試験方法 を開発してきました。 たとえば、ワイヤー/ケーブル産業の UL 1581(Reference Standard for Electrical Wires, Cables and Flexible Cords、 以前の UL 758)では、アルゴフロン® PFA M シリーズと P シリーズ(250 °C)の両方が頻繁に参照され、評価されて います。一方、NEMA 27500(Standard for Aerospace and Industrial Electrical Cable、以前の Mil 27500)では、アルゴ フロン® PFA P シリーズ(260 °C)が評価されています。 設計者が常に最も適切な試験方法を選択し、すべての環境 条件を使用寿命の計算に含めることが重要です。 耐侯性 PFA は、非常に長期間の曝露後も影響を受けず、ほとん どすべての物理特性と分子特性を元通り維持します。特 に、PFA は紫外線(UV)の影響を受けません。 高エネルギー照射に対する耐性 ポリテトラフルオロエチレン(PTFE)と同様に、パーフルオロ アルコキシ樹脂には、高エネルギー電離放射線への耐性に 限界があります。曝露を続けると、PFA の破断時引張り強さ および引張り伸び率が低下します。たとえば、5 MRad では 樹脂の破断時伸びは 95 % 低下します。50 MRad の照射に よってポリマーは完全に分解します。 150 降伏時応力保持率 [%] アルゴフロン® PFA 樹脂は、超低温から 250 ~ 260 °C の広 い範囲で良好な特性を維持するように設計されています。 図 15 および 16 に、高温の空気だけに長時間曝したアルゴ フロン® PFA M シリーズ試験片の降伏時応力および破断時 応力に熱が与える影響を示します。 図 15:アルゴフロン® M シリーズの 250 °C および 270 °C における降伏時応力保持率と曝露時間の関係 100 50 250 °C 270 °C 0 0 5 10 15 20 曝露時間 [月] 25 30 図 16:アルゴフロン® M シリーズの 250 °C および 270 °C における破断時応力保持率と曝露時間の関係 150 降伏時応力保持率 [%] 熱老化 100 50 250 °C 270 °C 0 0 5 10 15 20 曝露時間 [月] 25 30 耐火性 PFA 樹脂は、その高い限界酸素指数(LOI)により自己消火 性を有します。 ASTM D2863 では、酸素指数は室温(開始時)における材 料の発炎燃焼を維持できる酸素と窒素の混合物中におけ る酸素の最小濃度(体積パーセント)として定義されていま す。通常の空気には約 21 % の酸素が含まれるため、酸素指 数が 21 よりも明らかに大きい材料は難燃性と見なされま す。このような樹脂は、酸素含有量が高い大気中でのみ燃 焼するからです。 PFA 樹脂の LOI は 95 % を超えています。 / アルゴフロン® PFA デザインおよび加工ガイド 13 安全性 安全な取扱いと使用のために推奨される手順の詳細につい ては、アルゴフロン® PFA 安全データシート(SDS)を参照し てください。データシートについては、ソルベイスペシャルテ ィポリマーズの担当者にお問い合わせください。 高温に曝されるすべてのポリマーと同様に、安全な作業のた めにアルゴフロン® PFA の加工時には適切に換気してくだ さい。発生する可能性のある煙やガスへの曝露を防止する ために、換気を行う必要があります。過剰な加熱によって刺 激または毒性のある煙やガスが発生することがあります。 加工の基本情報 一般的な検討事項 アルゴフロン® PFA は、熱可塑性樹脂です。これらは半結晶 性ポリマーです。融点を超えて加熱すると、架橋することな く、溶融粘度が一定の割合で低下します。その結果、ポリエ チレンや PVC などの一般的なプラスチックで使用される標 準の技術を使用して加工できます。アルゴフロン® PFA の卓 越した耐熱安定性により、分解や特性が低下することなく 溶融状態での長い滞留時間が可能になります。 取り扱い アルゴフロン® PFA ベースのカラーマスターバッチだけを使 用することを推奨します。その他のフッ素系樹脂ベースのマ スターバッチは、アルゴフロン® PFA 樹脂の優れた加工およ び電気性能にマイナスの影響を与えます。サプライヤーにつ いては、ソルベイスペシャルティポリマーズの担当者までお 問い合わせください。 特別な処理は必要ありません。この樹脂は水を吸収しない ため、乾燥は不要です。この低い吸水率により、静電気が帯 電しやすくなります。ペレットへのコンタミネーションを防ぐ ために、この樹脂の容器は常に覆っておく必要があります。 この樹脂を寒い部屋から持ち運んだ場合は、加工する部屋 の温度に達するまではドラムは開封しないでください。これ により、大気中の水分がペレット上に結露することを回避で きます。作業エリアには適切な換気と十分な吸引装置を用 意してください。 レオロジー特性 構造部材 カラーマスターバッチ アルゴフロン® PFA の流動挙動は、線形粘弾性領域の動 的粘弾性(10 – 2 ~ 102 rad/s)とキャピラリーレオメトリー (1 ~ 104 1/s)によって測定します。 14 低いせん断速度では、せん断粘度値にかかわらず、流動挙 動はニュートン流体の挙動に従います。臨界せん断速度値 に達すると溶融不安定性が発生します。これらの値はせん 断粘度に反比例します。加工は臨界せん断速度よりも低い 速度で行ってください。 \ アルゴフロン® PFA デザインおよび加工ガイド 溶融したアルゴフロン® PFA 樹脂と長時間接するすべての 部品には、耐食性の材料を使用してください。短時間の加 工試験の場合、通常はクロムまたはニッケルメッキを表面の 保護に使用します。 押出成形 押出機に耐食性合金が使用されている場合は、アルゴフロ ン® PFA ポリマーは、他の熱可塑性樹脂に対応した一般的 な技術にて押出成形が可能です。L/D 比が20:1 ~ 30:1 の 押出機を推奨します。押出機は、450 °C までの精密な温度 制御が可能な独立制御型のヒーターを備えていなければな りません。 さまざまなスクリュー設計を使用できます。シングルフライ トスクリューは推奨しますが、バリアフライトは推奨しませ ん。一般的なスクリュー設計は、長い供給部(12 フライト以 上)、2 ~ 6 フライトの圧縮部、5 ~ 7 フライトの計量部で構 成されています。カラーマスターバッチの使用時でも、通常 はブレーカープレートおよびスクリーンパックは使用されま せん。 ワイヤー/ケーブルの押出成形 ケーブルの押出成形の温度、金型および装置の要件の概要 を表7に示します。温度設定は、押出機のサイズと最大フロ ーレイトに応じて選択する必要があります。一般に、流動性 が高くなるほど温度プロファイルを上げる必要があり、押出 機の長さが短くなるほど温度プロファイルが高くなります。 計量部の温度は、樹脂の溶融温度(すなわちダイの圧力と ライン速度)を左右する最も効果的な温度であることを留 意ください。 アルゴフロン® PFA 樹脂で到達可能な実際の最大ライン速 度は、メルトフラクチャーまたはドローレゾナンス(チューブ 押出成形では、一般的に最初のメルトフラクチャーはコーン の内側表面に現れる)の発生によって制限されます。この 現象は、膨れまたは熱分解が発生するまでダイの温度を上 げることで軽減できます。内部チップを加熱することでもメ ルトフラクチャーをわずかに減少させることができます。ポ リマーの臨界せん断速度は、最大押出速度を予測するため の良好なパラメーターと見なすことができます。この値が高 くなるほど、達成可能なライン速度が高くなります。たとえ ば、372 °C では、アルゴフロン® PFA M640 の臨界せん断速 度は 50 ~ 70 sec-1ですが、アルゴフロン® PFA M620 の値 は 10 ~ 15 sec-1の範囲になります。 表 7:代表的なMシリーズおよびPシリーズのワイヤー/ ケーブルの押出成形の温度プロファイル M シリーズ P シリーズ Z1(後部シリンダー) 250 270 Z2 320 340 Z3 355 375 Z4 360 380 Z5(前部シリンダー) 380 400 フランジ 380 400 アダプター 380 400 クロスヘッド 380 400 ダイ 400 420 390 ~ 400 410 ~ 420 [°C] 溶融温度 [°C] 表 8:アルゴフロン® PFA M640 の代表的なワイヤー/ ケーブルにおける押出成形の条件 特性 値 1.5 mm ケーブルの直径 0.25 mm 肉厚 110 ドローダウン比 1 ドロー比のバランス ワイヤーの予熱 180 °C スクリュー速度 20 rpm 21 bar 圧力 ダイから冷却水の距離 200 ~ 400 mm 61 m/min ライン速度 スクリュー直径 = 38 mm、L/D = 30 DDR = DRB = D2die – D2tip d2wire – d2copper Ddie / Dtip dwire / dcopper / アルゴフロン® PFA デザインおよび加工ガイド 15 表 9:アルゴフロン® PFA M640 の代表的なワイヤー/ ケーブルの被覆押出成形条件 特性 値 ケーブルの直径 6 mm 肉厚 0.25 mm ドローダウン比 25 ドロー比のバランス 1 ワイヤーの予熱 – スクリュー速度 5 rpm 圧力 40 bar ダイから冷却水の距離 200 ~ 400 mm ライン速度 5 m/min スクリュー直径 = 38 mm、L/D = 30 表 10:ワイヤー/ケーブルの押出成形–代表的な . DDR 値 肉厚 DDR 0.80 ~ 1.20 mm 50 ~ 25 1.20 ~ 2.00 mm 25 ~ 5 0.10 ~ 0.25 mm 250 ~ 100 0.25 ~ 0.45 mm 100 ~ 50 グレード アルゴフロン® PFA M620 一方、遅すぎる射出速度は充填段階に影響を及ぼすため、 避ける必要があります。適度に低い背圧によって非溶融ペレ ットのない均質な状態が得られる場合でも、一般に低い回 転速度が必要です。溶融温度が上がらないように、背圧の上 昇を慎重に確認しなければなりません。 射出シリンダーに沿った温度設定は、熱分解を避けるため に、後述のように供給部からノズルの順に上げる必要があ ります。溶融温度は 400 °C を超えてはならず、非常に高い 温度で加工する場合は、保持および滞留時間を短縮する必 要があります。 表 11:アルゴフロン® PFA M640 およびアルゴフロン® PFA P450 の代表的な成形条件 単位 M640 P450 Z1(シリンダー供給部) °C 300 320 Z2 °C 325 345 Z3 °C 335 355 Z4 °C 340 360 射出成形 ノズル °C 360 380 アルゴフロン® PFA は、通常の熱可塑性樹脂と同じ加工方 法で射出成形できます。低粘度グレードは、複雑な形状の 射出成形に特別に設計されたものです。 溶融温度 °C 380 380 金型温度 °C 200 ~ 240 200 ~ 240 射出圧 kg/cm2 270 345 シリンダーには3つの個別に制御可能な加熱ゾーンがあり、 アダプターには1つのヒーターを使用することを推奨します。 ヒーターコントローラは、450 °C までの精密な温度制御が できなければなりません。 充填圧 kg/cm2 270 345 cm/s 0.2 0.2 rpm 21 21 適切な可塑化とポリマーの滞留および熱分解を軽減するた めに、往復スクリュー装置を推奨します。スクリューは短い 圧縮部と一定のピッチを持ち、供給部から計量部までのフ ライト深度の比は約 3:1でなければなりません。 サイクル時間 s 100 100 アルゴフロン® PFA M640 DRB は 1 に近い値に維持する必要がある 従来型の逆テーパーノズルを推奨します。吐出孔はできる限 り大きくなければならず、デッドスポットや樹脂速度の急激 な変化を防ぐためにテーパーになっていなければなりませ ん。逆流防止弁が、射出加工時にスクリューのフライトに沿 って溶融樹脂が逆方向に流れることを防止します。 金型温度は、部品の剥離を軽減するために 180 °C 未満に 設定しないでください。金型温度の最適化には、収縮を最 小限に抑えるための部品の厚み、表面の外観、トータルサイ クルタイムを考慮しなければなりません。 16 射出圧は成形する製品に応じて、できる限り低い温度に設 定しなければなりません。一般に、低い射出圧によってそり が抑えられるため、寸法安定性が向上します。射出圧は、成 形品、厚みとウェルドの有無を考慮して設定する必要があ ります。ほとんどの場合、収縮とボイドを軽減するために保 圧する必要があります。粗さのない良好な表面外観が得ら れるように、射出速度は適度に遅い速度に設定する必要が あります。 \ アルゴフロン® PFA デザインおよび加工ガイド スクリュー速度 スクリュー回転数 金型の寸法:102 mm ディスク、厚さ 3 mm 射出成形収縮率および後収縮率 代表的な収縮率の概要を表12に示します。ディスク状のキャ ビティを持つ金型にて得られた射出成形試験片の収縮を測 定し寸法解析をしました。キャビティの直径は 102 mm、深 さは 3 mmでした。スクリューは30 mm、射出圧は100tの成 形機を使用しました。成形条件は、最も優れた色と表面外 観が得られるものを使用しました。 最小限の統計データを得るため、すべての条件で少なくと も 5 つのサンプルを成形して測定しました。収縮率は、流れ 方向および垂直方向を考慮して、成形ディスクの寸法と金型 の収縮率を算出しました。後収縮の測定は、3 つの異なる温 度レベル(150、200、250 °C)でサンプルを 2.5 時間コンデ ィショニングした後に行いました。 表 12:アルゴフロン® PFA M640 および P450 の代表 的な体積収縮率 射出/充填圧[kg/cm2] 259 344 431 M640 4.83 4.63 4.39 P450 – 4.66 4.43 M640 4.90 4.63 4.39 P450 – 4.70 4.50 M640 4.91 4.70 4.46 P450 – 4.73 4.53 M640 5.19 4.96 4.80 P450 – 5.07 4.92 成形後[%] 150 °C で2.5 時間後 [%] 200 °C で 2.5 時間後 [%] 250 °C で 2.5 時間後 [%] 圧縮成形 アルゴフロン® PFA は圧縮により成形し、シート、ロッド、 フィルムなどの半製品を得ることができます。特定の加工 と完成品の形状に応じて、最も適切な成形条件を選択す る必要があります。いずれの場合でも、成形温度範囲は 340 ~ 380 °C です。 トランスファー成形 アルゴフロン® PFA を使用して、トランスファー成形によりラ イニング製品を製造できます。この技術は基本的に次の手 順で構成されます。 • 溶融および可塑 • 高温金型への射出 • 充填および冷却 代表的なトランスファー成形樹脂は、アルゴフロン® PFA P420 やアルゴフロン® PFA M620 など、低 MFI グレードの ものです。 金型温度は、金型を非常に低い温度に維持する射出成形と は異なり、一般的に樹脂の融点よりも高い温度に設定しま す。低速で射出し、冷却前に一定の保圧時間をおくと最適な 結果が得られます(表 13参照)。次にすばやく冷却すること を推奨します。 いずれの用途でも使用条件を最適化する必要があります。 たとえば、大きい成形品や樹脂をオーブン内で溶融させる場 合には、低い溶融温度を推奨します。高い溶融温度は、薄い 成形品や、溶融と可塑を押出機で行う場合に推奨します。 表 13:アルゴフロン® PFA の代表的なトランスファー 成形加工条件 溶融/金型温度 [°C] 充填面圧 [bar] アルゴフロン® . PFA P420 320 ~ 400 °C 150 ~ 300 bar アルゴフロン® . PFA M620 300 ~ 380 °C 150 ~ 300 bar グレード / アルゴフロン® PFA デザインおよび加工ガイド 17 高温ガス溶接 アルゴフロン® PFA は、PE や PVC などの一般的なプラスチ ックで知られた、標準的な技術を使用して溶接できる熱可 塑性材料です。特に、高温ガス溶接は、アルゴフロン® PFA ライナーの熱溶接で一般的に使用されます。溶接した継目 で実施した引張試験にて、溶接による強度低下はなく、元の 製品と100 %同様の強度を示すことが証明されています。ア ルゴフロン® PFA ライナーの高温ガス溶接を行う場合は、次 の一般的な推奨事項が適用されます。 装置 650 °C までの良好な温度制御が可能な900 ~ 1,000 W 以 上の加熱力を持つ溶接ガンを使用します。安定した溶接を 行うには適切な温度測定が非常に重要です。ノズル内部の ガスの温度を出口から 5 ~ 7 mmの位置で測定することを 推奨します。 溶接に空気を使用する場合は、クリーンで乾燥していること を確認します。 さまざまな溶接チップが用意されています。一次溶接には高 速溶接チップを使用しますが、ライナーのさまざまな部分を 所定位置に固定するためにはタックチップを使用できます。 環境保全 高温に曝されるすべてのポリマーと同様に、安全な作業のた めに、アルゴフロン® PFA の加工時には適切に換気してくだ さい。過剰な加熱によって刺激または毒性のある煙やガス が発生することがあります。発生する可能性のある煙やガス への曝露を防止するために、換気または適切なガスマスク を用意してください。安全な取扱いと使用のための推奨手 順の詳細については、アルゴフロン® PFA 安全データシート を参照してください。データシートについては、ソルベイスペ シャルティポリマーズの担当者にお問い合わせください。 溶接 溶接する異形品と同じアルゴフロン® PFA グレードの丸形 溶接ロッドを使用します。警告:異なるグレードの異形品の 溶接は推奨しません。このような溶接が避けられない場合 は、ソルベイスペシャルティポリマーズのテクニカルサービス の担当者にお問い合わせください。 溶接する表面の付着物を慎重に削り取ります。布で裏打ち されたシートを使用する場合は、ファイバーが含まれない ように、ウェルドに沿って布を取り除きます(シートごとに 2 ~ 3 mm)。溶接する2枚のシートを揃え、間隔を0.5 ~ 1 mm以下で維持します。 18 \ アルゴフロン® PFA デザインおよび加工ガイド 適切なスクレーパーを使用して、2 枚のシート間にV字状の 溝を生成します。不規則な溶接ビードが生成されることがあ るため、専用工具を使用してください。溶接領域と溶接ロッ ドを完全にクリーニングします。警告:クリーニング溶剤を使 用すると、ガンからの熱で火災が発生することがあります。 溶接ガンのノズルを真鍮製ブラシでクリーニングし、エアフ ローを標準の 50 ~ 60 L/min に調整し、溶接ガンの温度を 次の表に従って設定します。 表 14:アルゴフロン® PFA の高温ガス溶接温度 グレード 溶接ガンの温度 [°C] アルゴフロン® PFA M620 500 ~ 590 アルゴフロン® PFA P420 560 ~ 620 注:本書で推奨する温度は、ノズル内部での測定温度です。 溶接ガンに温度計が付いている場合は、溶接操作を開始す る前に熱電対を使用して温度を確認してください。 ガンを45 ~ 60 ° の角度に維持して溶接し、溶接ロッドとシ ートが同時に溶融するように溶接圧と速度を調整します。通 常は、5 ~ 30 cm/minの範囲の溶接速度が適しています。 速度が遅すぎると、溶接ロッドが過熱して破損する場合が あります。一方、速度が速すぎると、溶接ロッドが適切に溶 融せず、2 枚のシート間の溝が溶融した材料で正しく充填さ れないことがあります。同様に、溶融圧が低すぎると2 枚の シート間の溝が完全に埋まらず、応力集中点として機能する 凹みが溶接ビードに沿って生じることがあります。 スペシャルティポリマーズ 本社 SpecialtyPolymers.EMEA@solvay.com Viale Lombardia, 20 20021 Bollate (MI), Italy 米州本部 SpecialtyPolymers.Americas@solvay.com 4500 McGinnis Ferry Road Alpharetta, GA 30005, USA アジア本部 SpecialtyPolymers.Asia@solvay.com No.3966 Jindu Road Shanghai, China 201108 日本事務所 ソルベイスペシャルティポリマーズジャパン株式 会社 Solvay Specialty Polymers Japan K.K. 〒105-6207 東京都港区愛宕二丁目 5 番 1 号 愛宕グリーンヒルズ MORI タワー 7 階 Tel 03-5425-4320(大代表) 03-5425-4300/03-5425-4330(営業代表) Fax03-5425-4321 www.solvay.com SDS(安全データシート)をご希望のお客様は電子メールでご請求いただくか、または弊社の営業担当者へご連絡ください。弊社製品をご使用になられる場合は必ず事前に該当の SDS をお取り寄せの上、ご 検討ください。 弊社または関係会社は本製品および関連情報につき、明示または黙示を問わず、いかなる権利を許諾するものでもなく、またそれらの市場適応性および使用適合性を含め、いかなる責任も負いかねます。ソル ベイグループの製品が、食用、水処理、医療用、薬用および介護等の用途に用いられる場合、かかる使用が関係法令もしくは国内外の基準またはソルベイグループの推奨に基づいて制限または禁止される可 能性があることにご留意ください。埋め込み型医療機器としてお使いいただけるのは、Solviva® の生体材料群として指定された製品だけです。本情報および製品の使用につきましては、あくまでもお客様ご自 身の判断と責任において、かかる情報および製品が特定の用途に適しており、関係法令に適合していることをご確認頂き、使用方法や知的財産権の侵害のリスクなどをご検討のうえ、ご使用くださるようお願 い申し上げます。本情報および製品は専門家の慎重な判断および責任において利用すべきものであり、他の製品や工程と組み合わせて利用することを想定しておりません。本文書は特許権その他の財産権に 基づく実施権をお客様に付与するものではありません。本情報はあくまでも標準的な特性を説明したものであり、仕様を述べるものではありません。 すべての商標および登録商標は、ソルベイグループまたは他の該当する所有権者に帰属します。 © 2015, Solvay Specialty Polymers.All rights reserved. R 04/2015 | Version 2.2 Brochure design by ahlersheinel.com
© Copyright 2025 Paperzz