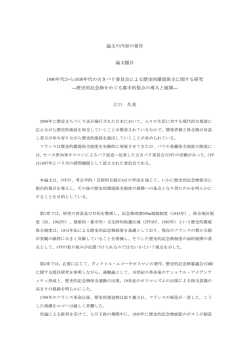
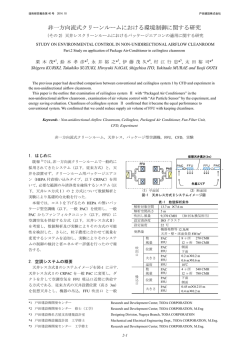
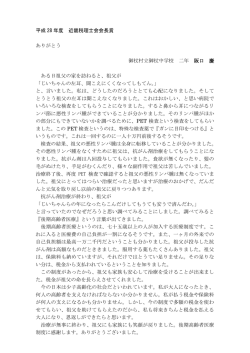
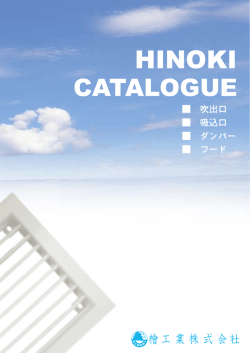
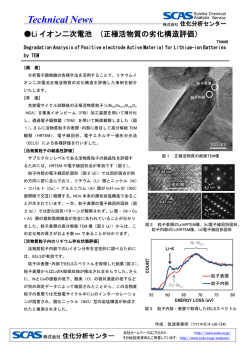
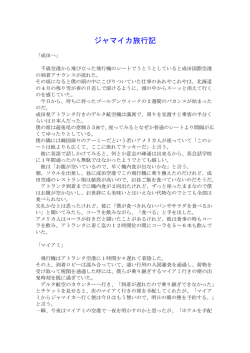
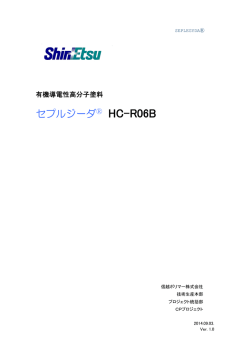
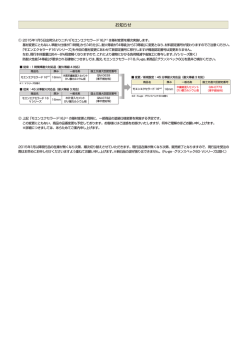
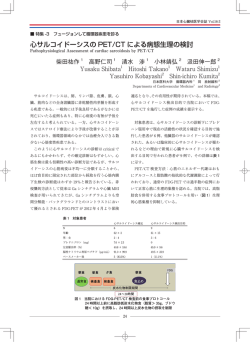
1. はじめに プラスチックの成形加工法は種々あるが、射出成形及び押出成形が代表的なものとされ、これら にはスクリュが使用されている。スクリュに要求される機能としては、輸送(運ぶ)、溶融(溶かす)、 混練(分散する)の能力が要求され、押出機においては使用するプラスチックを対象として設計製作 した専用的なスクリュが使用される。 一方、射出成形機では従来「可塑化装置」と言われるように、溶融(可塑化)を主体に設計された 汎用的なスクリュが使用されているのが実状である。しかし近年プラスチックの用途多様化に伴い、 ポリマーブレンド、充填材の添加による複合化など物性改良を図った用途が増大しており、高品質 化・低コスト化・リサイクル材の利用など、スクリュに対する要求も「可塑化」から「混練」に変 化している。 当社ではこの要求に対応するために、高分散スクリュ(以下「ハイパーメルトスクリュ」と言う) を開発し、顧客のご要求に対応している。本稿では、ハイパーメルトスクリュの構造と混練・混合 機構を説明し、実用例について報告するものである。 2. 構造の概要と混練・混合機構 ハイパーメルトスクリュの混練機構部分を図 1 に示す。ハイパーメルトスクリュは多条で位相の 漸増・漸減を反復する偏心サブフライトにより構成される事を特長とした混練機構(当社商標「ファ インメルトスクリュ」)と、CMH(キャビティ・ミキシング・ヘッド)リングと呼ばれる混合機構によ り構成される。 図 2 はファインメルトスクリュにおけるプラスチック(以下「樹脂」と言う)の混練状況を示すも ので、スクリュの回転につれて偏心サブフライトの高さが増減する様子を示している。未溶融樹脂 を含む樹脂は偏心サブフライ トを超える時に局部剪断を受 け、未溶融樹脂の溶融が促進 される。そして、局部剪断に よる発生熱を溝内の樹脂に吸 収させつつ、樹脂流れの乱れ による攪拌効果により溶融樹 脂内の低温均質化を促進する。 また、ファインメルトスク (CMH) 図1 ハイパーメルトスクリュ外形図 リュより送られた溶融樹脂は スクリュの先端部に取り付けられた CMH リング を通過することで、分配配合がさらに促進される。 CMH リングは半円球形状のキャビティを持つ ロータと、円筒形状のキャビティを持つリングよ り構成され、リングは射出時の樹脂の逆流を防止 するチェックリングの機能を併せ持つものである。 図 3 に CMH リ ン グ で の 樹脂 の 挙 動 を 示 す 。 CMH 部を通過する樹脂は、ロータの回転による 剪断・キャビティ間を移動する際の流れの分割と 配向が組み合わされた複雑な運動をし、樹脂の界 面の面積が増加する。 図 4 は流体が剪断によって界面の面積が増加し、 層厚さ(縞厚さ)が減少する状態を示す。界面の面 積 A、層厚さ t、体積 V、剪断歪み S、キャビテ ィ数 n の間には次の関係がある。 log(Af/A0)= log(t0/tf)= nlogS’= k・n すなわち、界面の増加(縞厚さの減少)は流体の混 合度を示し、この値はキャビティの列数に対して 図2 ファインメルトスクリュの樹脂挙動 指数関数的に増加する事がわかる。 図 5 は、CMH でのキャビティ の列数(n)と縞厚さ(t)の減少を測 定した結果を示すもので、CMH の部分で優れた分配混合が行われ る事を示してしている。なお、 CMH はキャビティの径が比較的 大きいために大きな剪断力が生じ 図3 ミキシングヘッド部の樹脂挙動 ないのでフィラー等の凝集体での (1:Rotor, 2:Ring, 3:Barrel, 4,5:Vortices) 図4 粘性流体の剪断による界面の増加 (A0,Af:変形前後の界面, t0,tf:変形前後の層厚さ, S:剪断ひずみ) 図5 CMH の列数と縞厚さの変化 剪断による分散混合は期待できないが、剪断を伴わない分配配合に優れた効果を発揮する。 このように、ファインメルトスクリュでの高混練と CMH での剪断を伴わない分配配合の特長を うまく使う事によって、樹脂の均質化、成形品質の向上等が可能となるものである。 3. 適応事例 3.1 PET ボトルのパリソン成形 低剪断高分散・混合機能による樹脂温度の低温化・均質化の適用事例として、PET ボトルのパ リソン成形での効果例を紹介する。 PET 樹脂のパリソン射出成形においては、成形温度が低く未溶融樹脂が残留していると、パリ ソンにくもりが生じ、透明度が低下する。成形温度が高すぎると樹脂の分解を引き起こし IV 値 の著しい低下を招くことによりボトル強度の低下となり、また樹脂の分解によりアセトアルデヒ ドが生成され、ボトルに充填される飲料の味覚を損なうことになる。 図 6 は、32 個取りブロックを複数組み合わせた多数個取り成形における、標準スクリュ(フル フライト)とハイパーメルトスクリュで各ボトルに抽出されたアセトアルデヒドを測定したもの である (測定は Airspace 法にて実施) 。本結果より、ハイパーメルトスクリュでは平均樹脂温度 を 20∼25℃低下させて成形が可能となり、アセトアルデヒド抽出量が大幅に低下し、それととも に 1 ショット内のミクロ的な樹脂温度の均一化により、キャビティ間のばらつきも大幅に向上し た。また IV 値の保持率も従来の 85∼90%から 93∼95%に向上した。 以上のことから、ハイパーメルトスクリュによる低温・高分散成形が可能である事がわかる。 3.2 自動車用バンパ材成形 ポリマーブレンド樹脂のミクロ構造 改質効果の適用事例として、乗用車バン パ材である PP/タルク/EPR 系ポリマー ブレンド樹脂での実験例を紹介する。 本実験では、フルフライトスクリュと ハイパーメルトスクリュを使用して各種 試験片を成形し、機械的特性を比較検討 した。 図6 アセトアルデヒド濃度測定結果 図 7 は引っ張り試験における破断伸び を比較したもので、ハイパーメルトスク リュではフルフライトスクリュに対して 20∼50%の向上が判明した。 図 8 は同様に面衝撃テストによる破壊 形態の比較を実施したもので、フルフラ イトスクリュでは脆性破壊的形態であっ たが、ハイパーメルトスクリュでは延性 的破壊形態であった。 図 9 はミクロ構造より観察するために 透過型電子顕微鏡(TEM)を用いて撮影し たもので、ハイパーメルトスクリュでは 図7 TSOP の破断伸び比較 図8 SOP の面衝撃試験結果比較(-30℃) EPR の分散が明らかに細かく均一化されている事が判明した。 以上のことより、ポリマーブレンド樹脂でのミクロ分散を向上させる事によって、物性の向上 が図られる事がわかる。(なお、ハイパーメルトスクリュでは成形品の輝度の向上も判明してい る) 。 3.3 チョップドガラス繊維の直接成形 CMH の分配配合効果を利用した成形例として、チョップドガラス繊維の直接成形を紹介する。 本方法はホッパより、樹脂(今回は PP)とチョップドガラス繊維 (GF 繊維:16mm)をドライブレン 2μm 黒:EPR 白:PP 0.1μm 図9 TEM 写真(上段:マクロ分散、下段:ミクロ構造) 図 10 GF 直接成形スクリュ外観図 ドして、長繊維 GF 成形を実施したものである。 図 10 に GF 直接成形のスクリュの外観を示す。本成形では、スクリュは GF の折損を押さえる ために、低圧縮のフルフライトスクリュを開発し、先端部に CMH を取り付けた。 GF 繊維成形においては、スクリュでの繊維の折損を押さえる事によって、繊維長を保持する 事が必要であるが、このままでは GF 繊維の束が成形品に入るために強度のばらつきと低下が発 生する。この問題を解決するためには、GF 繊維を折損させず(剪断力を作用させず)に GF 繊維を 解繊させる(分配分散させる)事が必要であり、その目的で CMH リングを採用した。 16mm のチョップド GF 繊維を約 30%ドライブレンドした状態でホッパより材料を投入した成 形では、4mm の GF 繊維長で解繊状態が良好な成形品を得る事が出来た。 3.4 その他の例 ハイパーメルトスクリュでの成形例としては、(財)プラスチック技術振興センターにて実施さ れた籾殻と PP 樹脂の直接成形や、樹脂の共重合化(詳細は省略)等が研究開発されている。 4. おわりに 本稿ではハイパーメルトスクリュの持つ低剪断高分散混合機構の説明と、その適用事例を紹介し た。このようなミキシング機構を採用する事によって、以下の効果が期待できる。 1) マスターバッチの高希釈成形によるコストダウン 2) 低温均質成形による熱劣化の防止と成形サイクルの短縮 3) ドライブレンドによる近似ポリマーブレンドの直接成形 4) リサイクル材料の有効活用成形、相溶化剤等の均質分散による成形品質の向上 なお、本スクリュは(財)プラスチック技術振興センターに納入されており、実機による確認比較 テストが出来る体制となっているので、今後活用される事を期待するものである。 以上 (2002.7.19 (社)西日本プラスチック製品工業協会での講演内容) お問い合わせ先(株式会社 神戸製鋼所 樹脂機械部技術室 長岡 機械カンパニー 猛 氏(技術士、化学部門)、 電話番号: 03-5739-6740 (代表)、FAX 番号: 03-5739-6987 (代表)、 メールアドレス: tsuto-nagaoka@topics.kobelco.co.jp)
© Copyright 2025 Paperzz