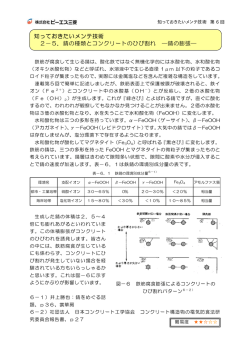
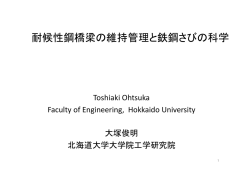
“新世紀の塗料” 現場塗装に於いて、完全な素地調整を行う ことは極めて困難なことです。トリック 1000は、錆面防食プライマーとしてサビ 層へ強力に浸透し、固着化させ、素地と塗 料をより密着させたサビ面塗料です。 特 1. 長 サビ層に容易に浸透して、サビ層を固着化させま す。次いで、腐食環境下で特殊添加剤の作用によ り、サビ層をマグネタイト(Fe3O4)、並びに非晶 質錆に変換します。この塗料は、サビ面塗料の3 つの機能〈浸透包被型、サビ反応型、サビ安定 型〉を兼ね揃えた複合型錆面塗料です。 2. 鉄筋の腐食を防止し、鉄筋とコンクリートとの密 着性を強化させ、新設、補修に使用することがで きます。 3. 素地調整が簡単で、SIS05-5900C-St2~3 、 3種ケレン程度に行います。浮きサビ、層状サビ は除去することにより、防食効果を発揮します。 4. サビ層に浸透し、素地との密着性を向上させます。 5. 旧塗膜との相性がよく、活膜であれば各種の塗料 に使用できます。ただし予め確認を要し、旧塗膜 がフタル酸系(油性塗料)等の場合は事前に確認が 必要です。 6. トリック1000の塗り重ねは、各種の塗料に適合 します。 1 コストメリット トリック1000はエポキシ樹脂を主成分としたサビ面塗料で、防食性、コンクリート付着 性を重視して塩害地、およびコンクリートの鉄筋・鉄骨向けに開発したサビ面塗料です。 一液性エキポシ塗料ですので、作業性に優れています。 1種ケレンまで たいへんだなぁ 3種ケレンだけで OKって助かるね! キレイに塗れる! らくちん !! 塗りにくいなぁ・・・ ■トータルコストイメージ 塗 料 [注] ケレン ケレン工数 防食性能 トータルコスト 1種 ☓☓ ◯ ☓~△ 3種 ◯ ☓ △~◯ 3種 ◯ ◯ ◎ 一般プライマー トリック1000 サビ面 (ケレンなし) (優) ◎ > ◯ > △ > ☓ (劣) 3種ケレン (厚膜等必要) 1種ケレン (清浄な金属面) 2 性 能 トリック1000について、曝露後の外観状態と化学分析によって、サビ面塗料として性能を立証 したデータの一例をご紹介します。 ■試験板作成 工 程 塗料名 膜厚 (μ) 備 考 1 サビ板作成 6ヶ月屋外曝露(SS41、ショット板) 2 素地調整 SIS 05-5900CSt3 3 下 塗 トリック1000 30×2回 一液性エポキシ樹脂 サビ面塗料A 60 ウレタン樹脂 サビ面塗料B 30×2回 二液性エポキシ樹脂 4 中 塗 パーペインE 50 二液性エポキシ樹脂 5 上 塗 パーペインU 30 二液性ウレタン変性アクリル樹脂 屋外曝露外観状態(沖縄県那覇市、5年間曝露) ▲トリック1000 △サビ面塗料A △サビ面塗料B 2 (参考)海塩飛来粒子量:那覇市 0.5mg・NaCl/m /day (平均) ■X線回折法によるサビ分析 ▲トリック1000 △ サビ面塗料B △ サビ面塗料A 塗膜下のサビ組成をX線回折法によって測定したところ、トリック1000は、他の サビ面塗料と比較して、安定で防食効果のあるマグネタイト(Fe3O4)サビの割合が 多い事がわかります。 3 屋外曝露後の塗膜断面写真 α‐FeOOH γ‐FeOOH Fe3O4 基材鉄 △サビ面塗料A ▲トリック1000 トリック1000は、塗膜下のサビ量が少な く、 マグネタイトが地鉄に密着しています。 比較したサビ面塗料は、塗膜下に新たにサ ビが発生し、サビ量が多くなっています。 △サビ面塗料B ■マグネタイトの生成 トリック1000を塗装したサビ板は、屋外等の腐食環境下で、塗膜下にマグネタイトが 生成し防食性を発揮します。 通常サビα-FeOOH (赤サビ)、γ-FeOOH (黄サビ) 等 マグネタイト(Fe3O4) トリック1000 塗料成分の浸透・固着 腐食環境下 Fe2+ 基材鉄 [塗布直後(初期)] 通常サビ⇒ 経時変化の際に体積膨張する。 またサ ビ層中に水分、塩分等を含有し腐食を促進する。 [マグネタイトの生成] マグネタイト(黒サビ)⇒ 一種の安定サビで、 塗膜下で変化し難く、防食的に作用する。 ■防食機構 基材鉄の腐食が進行する(反応①)際に、トリック1000の特殊添加剤による脱酸素作用および 還元作用により、黄サビ、赤サビのマグネタイト化(反応②)が始まる。さらに特殊添加剤により マグネタイトの再酸化(反応③)が抑制されるためマグネタイトが維持され防食能が高まる。 鉄サビ層内の電気化学的酸化還元サイクル (Evansモデルによるマグネタイトの生成機構) γ-FeOOH 還元反応 Fe → Fe2+ + 2e- ‥‥‥‥① 腐食による鉄イオンの生成 8 γ-FeOOH + Fe2+ + 2e- → 3 Fe3O4 + 4H2O ‥‥② マグネタイトの生成 マグネタイトの再酸化反応 3 Fe3O4 + 3/4O2 + 9/2H2O → 9 FeOOH(またはγ-Fe2O3) ‥③ Fe3O4 : Fe2+、Fe3+で構成される γ-FeOOH: Fe3+のみ γ-Fe2O3 : Fe3+のみ 4 素 地 調 整 素地調整前 素地調整後 3種ケレン 塗装前の鋼材表面処置に関する各種基準 SSPC *① WHITE METAL SP‐5 BLAST CLEANING NEAR‐METAL SP‐10 BLAST CLEANING (95%以上) COMMERCIAL SP‐6 BLAST CLEANING BRUSH‐OFF SP‐7 BLAST CLEANING PAWER TOOL SP‐3 CLEANING HAND TOOL SP‐2 CLEANING ( 除錆率 ) SIS*② BS 4232*③ NACE*④ JSRA SPSS*⑤ Sa3 1 Sa2 /2 Sa2 FIRST ( NIL ) No.1 SECOND No.2 ( 95%以上 ) THIRD No.3 ( 80%以上 ) Sa1 Sh 3 Sd 3 Sh 2 Sd 2 Sh 1 Sd 1 No.4 St3 Pt 3 St2 ( 除錆率 ) *①STEEL STRUCTURES PAINTING COUN *②SVENSK STNDARD SIS 05 5900-1967 *③BRITISH STANDARD *④NATIONAL ASSOCIATION OF CORROSION ENGINEERS *⑤日本造船研究協会 「塗装前鋼材表面処理基準」 STANDARD FOR THE PREPARATION OF STEEL SURFACE PRIOR TO PAINTING 素地調整程度 清浄度1種 (1種ケレン) 黒皮・サビ・旧塗膜を十分に除去し、 清浄な金属面とする。 作業方法 関連規格 プラスト法 SSPC-SP5 SSPC-SP10 SSPC-SP6 酸 洗 SSPC-SP3 清浄度2種 (2種ケレン) サビ・旧塗膜を除去し、鋼面を露出 させる。ただし、くぼみ部分や供給部 分には、さびや旧塗膜が残存する。 ディスクサンダー・ワイヤ ホイルなどの動力工具と 手工具の併用 SSPC-SP3 清浄度3種 (3種ケレン) サビ・旧塗膜を除去し、鋼面を露出 させる。ただし、劣化していない 塗膜(活膜)は残す。 同 上 SSPC-SP2 清浄度4種 (4種ケレン) 粉化物および付着物を落とし、 活膜を残す。 同 上 - 5 標準塗装仕様 ■対象構造物/コンクリート(鉄筋・鉄骨)、煙突内面、集塵装置 工 程 素地調整 塗料名 塗布量 (㎏/㎡回) 膜厚 (㎛/回) 溶剤希釈率 (重量比) 塗装間隔 (20℃) 塗装方法 電動工具、手動工具等で劣化した旧塗膜を除去。錆部は SIS-05-5900C-St3(sspc-sp3)まで除去 プライマー トリック1000 0.17 - 20~40 2H~7D ハケ・浸漬 上 塗 トリック1000 0.17 40 0~10 - ハケ・浸漬 溶剤希釈率 (重量比) 塗装間隔 (20℃) 塗装方法 ■対象物/青果市場、工場建物、サイロ、フェンス、歩道橋、一般橋梁 工 程 素地調整 塗料名 塗布量 (㎏/㎡回) 膜厚 (㎛/回) 電動工具、手動工具等で劣化した旧塗膜を除去。錆部は SIS-05-5900C-St3(sspc-sp3)まで除去 プライマー トリック1000 0.14 - 20~40 2H~7D ハケ 下 塗 トリック1000 0.14 40 0~10 2H~7D ハケ 中 塗 パーペインE ハケ・ローラー 使用塗料条件に準じる 上 塗 ハケ・ローラー エアスプレー パーペインU ■対象物/石油基地、魚市場、高層煙突、タンカー、食品工業、海側橋梁 工 程 素地調整 塗料名 塗布量 (㎏/㎡回) 膜厚 (㎛/回) 溶剤希釈率 (重量比) 塗装間隔 (20℃) 塗装方法 電動工具、手動工具等で劣化した旧塗膜を除去。錆部は SIS-05-5900C-St3(sspc-sp3)まで除去 プライマー トリック1000 0.17 - 20~40 2H~7D ハケ 下 塗 トリック1000 0.17 40 0~10 2H~7D ハケ 中 塗 パーペインE ハケ・ローラー 使用塗料条件に準じる 上 塗 パーペインU ハケ・ローラー ■対象物/送電鉄塔、屋根、パイプライン 工 程 素地調整 塗料名 塗布量 (㎏/㎡回) 膜厚 (㎛/回) 溶剤希釈率 (重量比) 塗装間隔 (20℃) 塗装方法 電動工具、手動工具等で劣化した旧塗膜を除去。錆部は SIS-05-5900C-St3(sspc-sp3)まで除去 プライマー トリック1000 0.17 - 20~40 2H~7D ハケ 下 塗 トリック1000 0.17 40 0~10 2H~7D ハケ 上 塗 アスファルト系塗料 0.5 250 0~10 - ハケ ・トリック1000(1液性エポキシ樹脂) ・パーペインE(2液性エポキシ樹脂) ・パーペインU(2液性ウレタン樹脂) ※ 塩分付着量・・・100mg/m2以下にし、多い場合は水洗にて除去 ※ 塗装作業は湿度70%以下、温度5℃以上 トリック1000の特徴 ・用 途 :錆面、サビなし一般面の反応型重防食塗料 ・性 状 :1液塗料(専用シンナーで希釈) ・色 調 :赤茶色、灰色(グレー)、クリアー ・荷 姿 :4Kg缶、16Kg缶、スプレー缶 ・消防法分類:危険物4類 第1石油類(非水溶性) 危険等級Ⅱ 6 加工事業本部 営業開発部 東京都中央区日本橋1-15-1 Tel 03-3278-4466 e-mail : kakou@parker.co.jp 仙台工場 宮城県岩沼市 Tel 0223-24-2683 勝田工場 茨城県ひたちなか市 Tel 029-272-5435 古河工場 茨城県古河市 Tel 0280-98-1240 新潟工場 新潟県燕市 Tel 0256-64-4621 平塚第二工場 神奈川県平塚市 Tel 0463-55-4840 伊丹工場 兵庫県伊丹市 Tel 072-782-0999 福山工場 広島県福山市 Tel 0849-41-7605 宇都宮工場 栃木県宇都宮市 Tel 028-663-1621 前橋工場 群馬県前橋市 Tel 027-251-1891 愛知工場 愛知県半田市 Tel 0569-29-2481 九州第二工場 福岡県遠賀郡水巻町 Tel 093-202-1451 製造元 ㈱佑光社 埼玉県久喜市 Tel 0480-23-1711
© Copyright 2025 Paperzz