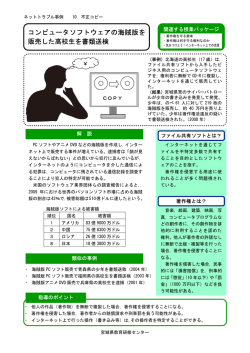
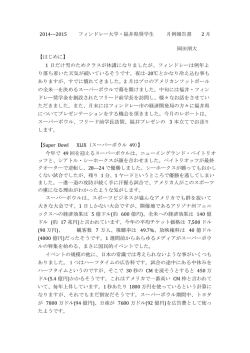
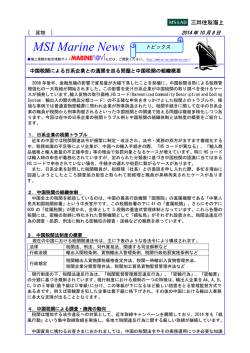
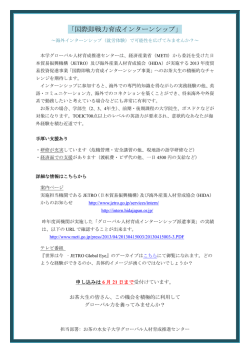
ِ̦࣭ಎܑު͈࣭षജ͈́ٳ ଼ম႕༭࣬ ಎܑު࣭षജٳ൝اڲଔૺমު ȪυȜσܑުૂ༭൝औȆރমުȫ ͼϋΡΥΏͺ༎ ଼29ා 3 ़౬༹૽!٬ٸཟօٳอފٛ 序 財団法人 文 海外貿易開発協会(JODC)は、平成 16 年度より経済産業省の補助事業とし て、我が国の中小企業の国際展開円滑化に資することを目的に、中小企業が海外において ビジネス活動を行う上での環境整備強化事業に取り組んでおります。その一環として、過 去に JODC 派遣専門家により技術指導を受けた現地日系企業から、具体的な課題への取組 みと解決策を含めた成功事例の聴き取り調査の実施、及び当該国で事業活動を行っている 現地日系企業を対象としたアンケート調査の実施、並びに JETRO 海外事務所、現地日本人 商工会議所等より現地企業情報等について情報収集し、 「成功事例報告書」として取り纏め、 我が国中小企業へ提供する「ローカル企業情報等調査・提供事業」を実施しております。 昨年度は、タイ及びマレーシアを対象に調査を実施し、それぞれの結果を「成功事例報 告書」として取りまとめ、当協会の事業説明会等の場を通じてご報告申し上げると共に、 当協会ホームページにも報告書の全文を掲載し、広く皆様へ供覧しております。平成 17 年 度は、インドネシア、ベトナム、フィリピンの 3 ヵ国を調査対象に選定いたしました。 本報告書は、インドネシアにおける製造業を対象に、2005 年 12 月 4 日~12 月 17 日の 間、現地調査を実施して、現地の投資環境の現状、並びに事業活動において直面する諸種 の課題とその解決策を含む成功事例を取りまとめたものです。 本報告書が既にインドネシアで事業を展開されている、あるいは今後インドネシアへの 進出を計画されている我が国中小企業にとりお役に立つことを願っております。 末尾ながら、本調査に際しアンケートおよび聴き取りにご協力を賜りました、成功事例 対象を始めとする現地日系企業及び本社各位、現地日本商工会、JETRO、その他関係者各 位には心からの感謝を申し上げます。 2006 年 2 月 財団法人 理事長 海外貿易開発協会 小 林 惇 目 次 第I章 調査の概要 ··············································································· 1 第Ⅱ章 インドネシアの概要 1.一般情報 ······················································································ 2 2.政治動向 ······················································································ 2 3.経済動向 ······················································································ 3 4.直接投資の動向 ············································································· 6 5.インドネシアの投資環境································································10 6.有望な事業展開策としての問題と対策の現状·····································14 第Ⅲ章 インドネシア進出日系中小製造業の現状と課題 1.日系中小製造業が抱える経営課題····················································20 2.日系製造業の経営実態と経営課題の特徴···········································20 3.日系中小製造業を対象とした JODC アンケート調査の結果··················26 4.現地聞き取りによる中小企業の経営課題と対応状況····························36 第Ⅳ章 インドネシア進出日系中小製造業の取組み 1.経営管理上の課題への対応事例·······················································46 2.販売管理上の課題への対応事例·······················································47 3.人事・労務管理上の課題への対応事例··············································48 4.生産管理上の課題への対応事例·······················································50 第Ⅴ章 インドネシアにおける成功企業事例 1.A 社の会社概要、進出経緯および経営状況········································54 2.A 社の経営機能の分析 ···································································57 3.成功内容と成功要因 ······································································67 参考資料 ······························································································77 第I章 調査の概要 1.調査の目的 本調査は、我が国製造業の中小企業がインドネシアにおいてビジネス活動を展開する上 で直面する各種の個別具体的課題、およびこれらを克服して事業に成功した事例を調査す るとともに、現地日系民間団体等の協力を得てインドネシアにおけるビジネス・投資環境 についての情報を収集し、海外現地法人並びにインドネシアへの進出を計画する我が国中 小企業等に提供してその事業展開を支援することを目的とする。 2.調査の手法 (1)調査対象企業等への訪問とインタビューによる聴き取り調査 (2)国内および現地公開資料の分析 (3)現地日系法人(製造業者)へのアンケート調査 3.聞き取り調査の対象 (1)インドネシアにおける我が国製造業現地法人 11 社(うち 2 社は大企業) (2)日系工業団地開発会社1社 (3)コンサルタント(含む、会計事務所)会社 3 社 (4)在インドネシア日本大使館、インドネシア投資調整庁(JICA アドバイザー)、在イ ンドネシア中小企業基盤整備機構アドバイザー、JETRO ジャカルタ・センター、ジ ャカルタ・ジャパン・クラブ、海外技術者研修協会ジャカルタ事務所 4.調査場所 ジャカルタ周辺の工業団地 5.現地調査日程 2005 年 12 月 4 日~12 月 17 日 6.現地調査メンバー(順不同・敬称略) 待井 民男 JODC 次長 村上 光伸 JODC 主任調査役 西村 哲 JODC 調査員(株式会社 野田 晃 JODC 調査員(A&T コンサルティング) 黒川 智水 JODC 調査員(自営コンサルタント) アジア産業研究所) -1- 第Ⅱ章 インドネシアの概要 1.一般情報 独立:1945 年 8 月 17 日独立宣言(正式に独立が認められたのは 1949 年 11 月) 正式国名:インドネシア共和国 国土面積:190 万 5,000 平方キロメートル(日本の約5倍) 地勢:インド洋、南シナ海、太平洋に囲まれた海域に分布する世界最大の島嶼国(約 13,500 の島から成る) 人口:2 億 1,700 万人(2004 年、世界第 4 位) 首都:ジャカルタ(876 万人、2003 年推計) 言語:インドネシア語(国内各地ではジャワ語、バリ語など独自の言葉が使用されてい る) 政体:共和国(国民直接選挙による大統領、議会は国民協議会として二院制がある) 元首:スシロ・バンバン・ユドヨノ大統領(2004 年 10 月 20 日就任、任期:5 年) 人種:大半がマレー系(ジャワ、スンダ等 27 種に大別) 宗教:イスラム教 87%、キリスト教 10%、ヒンズー教 2% 気候:高温多湿の熱帯性気候、季節風による乾季(4~9 月)と雨季(10~3 月)がある。 一年を通してあまり気温差がなく 16~35℃。 日本との時差:インドネシアには三つの時間帯がある。東部(パプア州)は日本と同じ、 中央部(バリ島、カリマンタン島、スラウェシ島)は日本時間マイナス 1 時間、 西部(ジャワ島、スマトラ島)は日本時間マイナス 2 時間 現地通貨:ルピア (東京三菱銀行 換算:2005 年 12 月 15 日現在 1 ドル:9,440 ルピア) 2.政治動向 (1)2004 年 10 月、極めて民主的・平和的直接国民総選挙により選ばれたユドヨノ大統 領は就任後間もなく汚職・腐敗の撲滅を最大のスローガンに掲げ、政府および関連機関 の汚職・腐敗摘発に全力を傾注している。最近、一般国民は、大統領の果敢で執拗な汚 職追放の姿勢によって、従来とは違う、新たな「ほのかな期待」へ意識を変換させてい る。 一方、外交は大統領就任後、間もなく近隣友好国との絆を強化すべく、オーストラ リアとマレーシアを訪問し、首脳会談を行なっている。2005 年 3 月には最重要国アメ リカと日本を訪問し、米国とはテロ、防衛、経済関係の強化、日本とは経済連携の深耕 (特に FTA 二国間協定の協議開始)について合意している。10 月には中国を訪問し、 -2- 経済協力(特にエネルギー資源、電力インフラへの投資)の約束を取り付けている。 (2)他方、国内の懸案となっていたアチェ独立運動(GAM)とようやく 8 月和平協定締 結に成功した。和平協定によって不要になった国軍(合計 6,500 兵士)の一部を一連の 爆破行為や暴動に結びつくテロ行為の警戒対策に回すという賢策に取り掛っている。こ のように、汚職の撲滅(国民の願望) 、アチェ独立運動の終焉、積極的友好経済外交等で 目覚しい働きがある。ただ災難的な事件として、2004 年 12 月のアチェ地震・津波災害、 2005 年8月のテロ爆弾事件、同年 10 月の石油燃料価格値上げ、物価高騰と連鎖的に起 こる難題に直面しその処理に悪戦苦闘している。 3.経済動向 (1)経済概況 1997 年のインドネシアに深刻な打撃を与えた通貨危機後、IMF と進められた経済改 革プログラムを 2003 年に完了した。その後、物価・為替レート・金利が比較的に安定 して推移し、マクロ経済も概ね安定基調に入っている。 図表Ⅱ-3-1 インドネシアの主要経済指標 年 GDP成長率(%) 一人当GDP(US$) CPI上昇率(%) 為替レート(IDR/$) 1997 1998 1999 2000 2001 2002 2003 2004 2005 4.9 -3.2 0.3 4.9 3.8 4.4 4.9 5.1 1,062 463 670 709 788 948 1,116 1,191 11.1 77.6 2.0 9.4 12.6 10.0 5.1 6.4 見通し17.1 4,650 8,025 7,100 9,595 10,400 8,940 8,465 9,290 9,810 48.4 22.8 12.4 16.5 15.1 10.1 7.5 12.75 SBI金利(%) 5.6 国内投資(兆IDR) 119.3 57.9 53.9 95.4 59.8 25.9 54.0 44.1 50.6 外国投資(10億$) 33.6 13.6 10.8 16.0 15.2 9.9 14.1 10.3 13.6 5.4 1.3 0.6 2.0 0.8 0.5 1.3 1.7 1.2 うち日本(10億$) (資料: JETRO ジャカルタ・センター、インドネシア投資調整庁 BKPM 統計 一人当 GDP:アセアンセンター,IMF,ADB 為替レート: 期末値 SBI 金利: 中央銀行債(1ヵ月)の利回り。短期金利の指標。 投資額: 投資調整庁認可ベース IDR:インドネシア・ルピー ) 諸問題を抱えているものの経済成長率は 2004 年の 5.1%から 2005 年 5.4%(予想) と微増を達成。失業率を悪化させないために必要な経済成長率、つまり毎年労働市場に 新たに参入する 250 万人の労働者を吸収できる経済成長率 6%以上が目前に見える。一 -3- 人当りの GDP は、通貨危機の 1998 年に底を打ち、2003 年から US$1,000 超えとなり、 耐久消費財の購買の拡大に期待がもたれている。 国内投資額は、2004 年 44.1 兆 IDR(インドネシア・ルピア)から 2005 年 45.7 兆 IDR と微増、外国投資額も、2004 年 10.3 兆 IDR から 2005 年 11.6 兆 IDR と微増を達成し ている。(図表Ⅱ-3-1) しかし、2005 年後半、原油価格の高騰に起因した諸問題が顕在化してきており、2006 年は政府の適切な対処が強く求められている。消費者側では物価の高騰、消費意欲の減 退であり、一方、企業側では、資材・原料コストの高騰、電気代・人件費等経費の高騰 (注*)といった問題への適切な対応が迫られる。 注*)電気代経費の高騰:産業界の一部大手企業に対して海外原油価格の変動から石油燃料価格を抑制するた めに、補助金を提供してきた。一方では、同国財政圧迫の要因のひとつとして海外からは指摘されていた 経緯がある。しかし、今回の原油価格高騰に際して、2005 年 8 月、石油燃料価格の値上げと共に、政府 は、一部産業界の石油燃料費を支援していた同補助金の削減を実施、これにより企業側の電気代経費の負 担が増加している。 (2)輸出入動向 ~史上最高の貿易額を記録~ インドネシア中央統計局によると、 2004 年の輸出額は前年比 17.2%増の 715 億 8,460 万ドル、輸入額も 42.9%増の 465 億 2450 万ドルと、輸入額の伸び率が大きく史上最高 を記録した。輸出額のうち、構成比率 25.9%の鉱物性燃料の伸びは 18.1%増、構成比率 6.3%の動植物性油の伸びは 49.2%増と天然資源が豊富な同国の特徴を示しているが、 輸入の伸びが大きい。これは国内市場の拡大に合わせて輸入品が多くなったことが原因 と思われる。同様に、原料別工業製品、機械・輸送機器、その他の工業品の輸入におい ても輸出伸び率よりも輸入伸び率のほうが大きくなっている。日本の製造業は、日本を はじめ中国からも現地生産向けの原材料、部品、機械を主に輸出しており、二輪・自動 車産業をはじめとする内需拡大に呼応する輸入の拡大を示している。 (単位:100 万ドル、%) 図表Ⅱ-3-2 インドネシアの商品分類別輸出入 輸 2003年 金額 出 輸 2004年 金額 構成比 2003年 伸び率 金額 入 2004年 金額 構成比 伸び率 3,665 3,968 5.5 8.3 3,121 3,786 8.1 21.3 223 280 0.4 25.5 168 195 0.4 15.9 5,318 6,433 9.0 21.0 2,596 3,507 7.5 35.1 鉱物性燃料 15,710 18,561 25.9 18.1 7,664 11,797 25.4 53.9 動植物性油 3,012 4,493 6.3 49.2 51 71 0.2 38.6 食料品 飲料・たばこ 原料品 -4- 3,386 4,016 5.6 18.6 5,317 7,613 16.4 43.2 原料別工業製品 11,177 12,866 18.0 15.1 4,159 6,204 13.3 49.2 機械・輸送機器 9,772 11,523 16.1 17.9 8,567 12,175 26.2 42.1 その他工業品 8,485 9,196 12.8 8.4 899 1,176 2.5 30.8 310 249 0.3 -19.8 9 0 0 -98.8 61,058 71,585 100 17.2 32,551 46,525 100 42.9 化学製品 特殊扱品 総額 (資料:インドネシア中央統計局) 主要国・地域別輸出額では、日本が米国と入れ替わり 159 億 6 千 2 百万ドルと首位とな り、2 位米国 87 億 6 千 7 百万ドル、以下シンガポール、韓国、中国と続いている。これら 上位 5 ヵ国の中でも輸出額 46 億 5 百万ドルで 21.1%増となっているのは、 2005 年に ASEAN との FTA を締結した中国であり、2004 年の同統計で既に存在感を高めている。一方、輸 入額では、化学製品で大幅に伸びたシンガポールが 60 億 8 千 3 百万ドルで首位となり、以 下日本、中国、米国と続いた。 図表Ⅱ-3-3 インドネシアの主要国・地域別輸出入 輸 2003年 金額 13,603 15,962 日本 アジアNIES *1 ASEAN *2 出 輸 2004年 金額 (単位:100 万ドル、%) 2003年 構成比 伸び率 金額 入 2004年 金額 構成比 伸び率 22.3 17.3 4,228 6,082 13.1 43.8 9,072 12.7 17.2 2,627 3,450 7.4 31.3 10,726 12,997 18.2 21.2 8,030 11,494 24.7 43.1 7,740 シンガポール 5,400 6,001 8.4 11.1 4,155 6,083 13.1 46.4 韓国 4,324 4,830 6.7 11.7 1,528 1,943 4.2 27.1 中国 3,803 4,605 6.4 21.1 2,957 4,101 8.8 38.7 中東 1,998 2,342 3.3 17.2 2,598 3,720 8.0 43.2 米国 7,374 8,767 12.2 18.9 2,695 3,225 6.9 19.7 607 828 1.2 36.4 533 985 2.1 84.8 7,957 8,713 12.2 9.5 3,554 5,252 11.3 47.8 599 643 0.9 7.4 424 959 2.1 126.2 1,250 1,358 1.9 8.6 1,587 2,339 5.0 47.4 合計(その他を含む) 61,058 71,585 100 17.2 32,551 46,525 100 42.9 中南米 EU ロシア・東欧 アフリカ *1 シンガポールを除く *2 インドネシアを除く ASEAN 加盟 9 ヶ国 資料:(出所)2005 年版ジェトロ貿易投資白書 ) (注: -5- 4.直接投資の動向 (1)インドネシア向け外国直接投資実績の推移 ~2004 年の概況~ 投資調整庁(BKPM)によると、2004 年の外国直接投資受入れ額(認可ベース)は前 年比 27.2%減の 104 億 1,560 万ドル(1,226 件)にとどまったが、2005 年には 135 億 7,920 万ドル(1,648 件)と投資額が増加している。二輪・自動車関連産業の設備拡張が影響し て底堅く上向きになったと思われる。(図表Ⅱ-4-1) 図表Ⅱ-4-1 インドネシアの業種別国内向け外国直接投資(認可ベース) (単位:件、100 万ドル、%) 2003年 2004年 金額 金額 2005年 金額 構成比% 伸び率% 農 業 129.6 169.3 434.0 3.2 156 畜 産 13.9 39 27.8 0.2 -29 林 業 95.2 0.2 128.6 0.9 64200 水産業 26.8 133.9 15.3 0.1 -89 鉱 業 18.4 67.8 775.9 5.7 1044 食 品 516.0 740.4 642.6 4.7 -13 繊 維 129.7 412.6 139.5 1.0 -66 37.2 20.0 80.9 0.6 305 材 245.9 15.5 108.3 0.8 599 紙・製紙 1299.9 60.4 227.7 1.7 277 化学・医薬品 3,038.2 3,416.7 2879.0 21.2 -16 ゴム・プラスチック 77.6 182 164.4 1.2 -10 非金属鉱物 714.8 47.2 368.2 2.7 680 金属・機械・電機 324.3 1,019.9 694.9 5.1 -32 医療機具・光学械 4.8 2.9 16.1 0.1 455 二輪・自動車等輸送機 159.7 427.9 629.1 4.6 47 その他 92.7 51.6 77.3 0.6 50 第二次産業:製造業合計: 6640.8 6397.1 6028.0 44.4 71 電気・ガス・水道 362.9 275.5 22.5 0.2 -92 皮革・製靴 木 建 設 903.6 964.2 1777.2 13.1 84 貿 易 490.5 620.4 645.5 4.8 4 613.5 616.4 259.2 1.9 -58 ホテル・レストラン -6- 4,592.1 579.1 3107.3 22.9 437 不動産・工業団地・オフイス 52.6 339.6 124.7 0.9 -63 その他サービス 338.2 213.1 233.2 1.7 9 14,278.1 10,415.6 13,579.2 100 30.0 運輸・通信・倉庫業 外国投資計 資料:(出所)BKPM 投資調整庁 一方、外国直接投資の国別状況を見ると、2005 年は、シンガポールが特出した投資を 行い、直接投資額における順位を第1番目に上げているものの、日本の同国への直接投資 額における順位は世界の投資国の中で 3 番目に位置している。直接投資額順位における日 本の位置は、2002 年 4 番目、2003 年 2 番目、2004 年 2 番目と常に、3 位以内の位置にあ り、同国での重要な投資国としての役割を担っている。2005 年の投資額は、年初の同国国 内景気の活況と二輪・自動車関連企業の生産増強に伴う設備拡張がそれなりに影響してい ると思われる。ヒアリング調査においても、この二つの要素は多くの関連企業に好影響を 与えているという声が聞かれた。しかし、2005 年後半、石油価格高騰、金利高、人件費高 騰をはじめとするコストアップ要因と前年からの投資もほぼ完了の状況により、2005 年初 で目立った投資の勢いが落ち着いているように思われる。 図表Ⅱ-4-2 インドネシアの国・地域別国内向け外国直接投資(認可ベース) (単位件、100 万ドル、%) 2003年 2004年 金額 金額 2005年 金額 構成比% 伸び率 日本 1,251.5 1,688.9 1,176.4 8.7 -30.3% 米国 211.7 133.3 91.2 0.7 -31.6% 欧州合計 1,615.6 1,964.6 2,125.0 15.6 8.2% (英国) 999.4 1,318.5 1,529.0 11.3 16.0% (オランダ) 353.6 258.7 472.3 3.5 82.6% (フランス) 65.6 9.1 9.7 0.1 6.6% (ドイツ) 172.2 34.7 42.0 0.3 21.0% その他 248.0 343.0 72.0 0.5 -79.0% オーストラリア 129.1 481.2 513.6 3.8 6.7% 韓国 166.2 419.0 417.3 3.1 -0.4% 台湾 116.7 68.6 133.4 1.0 94.5% 香港 257.7 20.2 125.4 0.9 520.8% シンガポール 801.4 617.5 3,933.2 29.0 537.0% タイ 10.1 99.0 20.0 0.1 -79.8% -7- 336.5 483.0 587.3 4.3 21.6% インド 7.1 66.8 30.8 0.2 -53.9% 中国 264.0 24.6 205.0 1.5 733.3% 0.9 3,018.0 1.4 0 -100.0% (他) 4,904.1 557.5 725.0 5.3 29.9% コンソーシアム 4,205.5 773.4 3,494.2 25.7 351.8% 外国投資 計 14,278.1 10,415.6 13,579.2 100.0 30.4% マレーシア サウジアラビア 資料:①投資実行件数・額は BKPM 発行の恒久的創業許可に基づく ②欧州はロシア、ウズベキスタン、トルコなども含む ③出所:BKPM 投資調整庁 (2)日系企業の投資動向 ~日系二輪・自動車メーカーによる増資計画相次ぐ~ 2004 年度の日本からの投資額は前年度比 35.0%増の 16 億 8,890 万ドルに達し、投資額全 体の 16.2%を占めた。2005 年は 30.4%減の 1 億 7,640 万ドル、投資全体の 8.7%となって いる(図表Ⅱ-4-2 参照) 。 自動車、二輪車、家電といった耐久消費財を筆頭に化学・薬品など内需関連製造業の生 産・出荷が好調(図表Ⅱ-4-1 および 3 参照)。また建設関連も上向いている。これに応じて、 各種部品、金属、化学原料、住宅部材などの素材系も生産が拡大している。今後とも大型 の投資と雇用を伴う組立産業の核となる自動車産業においては、2004 年でその販売台数は 48 万台となっている(図表Ⅱ-4-4 参照)。 図表Ⅱ-4-3 自動二輪車の生産推移 (単位:万台) 国別 2002年 2003年 2004年 インドネシア 232 281 390 タイ 196 238 299 23 25 37 日本 211 183 185 中国 1,292 1,429 1,691 台湾 112 134 160 インド 494 541 621 マレーシア (資料:アジア二輪車産業連盟、JETROアジア経済研究所資料より) -8- 2004 年アセアンの自動車生産・販売 「3 ヵ国とも史上最高記録」 図表Ⅱ-4-4 (単位:台) 2004年 生産台数 販売台数 インドネシア 422,099 483,148 タイ 928,081 625,345 マレーシア 440,682 487,605 (資料:工業調査研究所) このように内需関連製造業の二輪・自動車、家電、重機・建機、日用品の販売増加が見 込まれる。しかし、人件費や電力、石油をはじめとする原材料費の上昇の影響から、繊維 (川下産業) 、化学などの業種は、今後影響が及ぶことにより、業績悪化が懸念される。2005 年後半のガソリンの大幅値上げおよび金利上昇によって、2005 年後半は二輪車、自動車の 売り上げは伸びが鈍るといわれているが、ジャカルタ・ジャパン・クラブや企業での聴き 取り調査によれば、2005 年度販売は二輪車で 460~470 万台、自動車で 53 万台が予想され ている。(注*) 注*)インドネシアの二輪車市場拡大の要因を二輪車の購買者市場の視点から端的に捉えた事例を巻末資料 1 にて紹介している。 この二輪車内需の急速な拡大に対し、生産能力に逼迫感が生じていることから大手二輪 車メーカーは増産計画を推進しており、取引企業が相次ぎ拡張投資を実施している。自動 車メーカーでは 2004 年にトヨタ、ダイハツ、スズキといった日系各社が相次ぎ新型の戦略 車種を投入し、インドネシアからの輸出を開始するために生産規模を大幅に拡張する活発 な投資が続いた。また各社の生産増強に対応するため、自動車用ガラス、タイヤなど関連 分野の産業でも投資拡張が検討されている。加えて ASEAN 域内における部品・部材の相 互補完体制の推進やインドネシアでミニバンや多目的車(MPV : Multi Purpose Vehicle) 等商用系乗用車を集中生産し、一方、タイなど近隣諸国からは、セダンなど乗用車系車種 を相互供給する動きが進展していることも増産体制構築の要因となっている。相互供給体 制下では、国内市場で販売増加が見込めるものは引き続き国内生産を継続し、販売量が限 られている高付加価値製品や、コストや品質の点で見合わないものはタイ、フィリピン、 マレーシアからの輸入に切り替えている。 日本のインドネシア投資の内訳を見てみる。2004 年まで主体であった電機・機械・金属 への設備投資額の構成比率 36.3%が 2005 年上半期には 20.1%と下がり、逆に、二輪車・自 動車生産設備への投資が 15.6%から 35.6%へと急上昇しており、投資対象が大きく変化し ているのが判る(表図Ⅱ-4-5 参照) 。 -9- 図表Ⅱ-4-5 インドネシア産業別設備投資のうちの日本の設備投資の比率 日本のインドネシア産業別設備投資比率 40.00% 35.00% 30.00% 25.00% 20.00% 15.00% 10.00% 5.00% 0.00% 36.30% 35.60% 電機・機械・金属 20.10% 2輪車・自動車 15.60% 2004年 2005年 資料:(出所)BKPM インドネシア投資調整庁 5.インドネシアの投資環境 (1)投資の魅力 ~投資家にとってのインドネシアの魅力~ インドネシア周辺諸国では、外資導入による経済強化手法が着実に効果を上げている。 それらの国で活躍する日本の現地法人企業が捉える、当事国の投資の魅力について見てみ る。インドネシアにおいては、国別投資額順位で常に上位に位置し、貢献している日本企 業が、今後事業をする上で有望な事業展開先として何が魅力と映り、何を問題と捉えてい るかを知ることができる。 図表Ⅱ-5-1 アジア各国「中長期的有望事業展開先として有望」と回答した企業の理由 インドネシア(8位) ベトナム(4位) 44社中 比率% 126社中 比率% 145社中 比率% 393社中 比率% 「安価な労働力」 31 68.9 103 81.7 73 50.3 247 62.8 「現地市場の成長性」 24 53.3 45 35.7 67 46.2 315 80.2 「第三国輸出拠点として」 15 33.3 22 17.5 49 33.8 95 24.2 「現地市場の現状規模」 13 28.9 5 4.0 30 20.7 106 27.0 「組立メーカーへの供給拠点」 11 24.4 20 15.9 44 30.3 108 27.5 「対日輸出拠点として」 7 15.6 20 15.9 28 19.3 73 18.6 「優秀な人材」 7 15.6 48 38.1 22 15.2 69 17.6 「他国リスク分散の受け皿として」 6 13.3 49 38.9 32 22.1 12 3.1 「安価な部材・原材料」 5 11.1 7 5.6 11 7.6 93 23.7 -10- タ イ(3位) 中国(1位) 「産業集積がある」 3 6.7 5 4.0 27 18.6 65 16.5 「現地向け商品開発の拠点」 1 2.2 1 0.8 7 0.8 15 3.8 「投資にかかる優遇税制」 1 2.2 23 18.3 31 21.4 52 13.2 「政治・社会情勢が安定」 1 2.2 19 15.1 63 43.4 8 2.0 「インフラが整備」 0 0.0 3 2.4 39 26.9 23 5.9 「物流サービスが発達」 0 0.0 2 1.6 12 8.3 8 2.0 「外資誘致政策が安定」 0 0.0 2 2.1 23 15.9 5 1.3 (資料:(出所)「我が国製造業企業の海外事業展開に関する調査報告、2005 年度 17 回」 国際協力銀行 開発金融研究所 インドネシア在住の日系企業では、インドネシアが事業展開先として有望な理由として 「安価な労働力」を 68.9%と一番多くの企業が挙げている。しかし、ベトナム在住の日系 企業は 81.7%と、インドネシアの 68.9%より多くの企業がベトナムの労働力を安価だと して有望な理由として挙げている。インドネシアでは「現地市場の成長性」 (53.3%)、 「現 地市場の現状規模」(28.9%)を有望な理由に挙げている。ベトナム、タイの日系企業以 上に、インドネシアの日系企業は、二輪・自動車産業で活況を呈し、十分な消費人口を抱 え、豊富な天然資源を持つ「国内市場の現在」と「今後の成長性」に有望性を見出してい ると思われる。また、インドネシアでは「第三国輸出拠点として」(33.3%)、「組立メー カーへの供給拠点」(24.4%)を有望な理由に挙げている。この数値は、自動車産業で好 調なタイの数値とほぼ同じであり、インドネシアの二輪・自動車産業で好調な国内市場の 中で、日系製造業企業が現地日系組立メーカーとの取引の展開を今後も有望と見ていると 推測される。 一方、 「優秀な人材」 (38.1%)を有望な理由として挙げているベトナムの日系企業と比 べてインドネシアでは 15.6%と低い。これは、インドネシアでの人材育成の必要性を示し ていると思われる。技術移転を仲介し、管理する優秀な現地キーパーソンの不足とその人 材育成は、今回の聴き取り調査の中でも重要な課題となっていると聞かれた。 インドネシアの「投資にかかる優遇税制」 (2.2%)は、ベトナム 18.3%、タイ 21.4%、 中国 13.2%と比較して低い。インドネシアの優遇税制の整備不足が指摘されていると思わ れる。同様に、「政治社会情勢が安定」「インフラが整備」「外資誘致政策が安定」にいた っては、インドネシアはそれぞれ 2.2%、0.0%、0.0%であり、タイの 43.4%、26.9%、 15.9%にはかなり引き離されている。「政治社会情勢の安定」、「インフラの整備」、「外資 誘致政策が安定」については有望事業展開先として改善が期待されるところである。特に インフラ整備については、今回の調査でも、現在の交通事情に対して道路網の未整備、輸 出輸入通関・関税徴収の事情の改善の必要性が課題となっていた。 日本企業の投資先としてのインドネシアの魅力をまとめると、以下のとおりである; -11- ① 石油、ガス、石炭などの貴重なエネルギー資源があり輸出に繋がっている。液化天然 ガス(LNG)においては、世界最大の輸出国であり、2006 年には、2、200 万トンの LNG を輸出予定している。石油においては、2004 年 OPEC 生産枠 142.5 万バーレ ル/日を持っている。石炭においては、世界で第三番目の輸出国である(2002 年ベー ス)。木材、水産源、プランテーション、農産品など豊富な天然資源がある。その他 銅、ニッケル、金など鉱業資源が広大な土地に埋蔵されている。膨大な埋蔵量の基本 的な天然資源を総合的に有する国は、世界でもインドネシアとブラジルのみといわれ、 世界的に始まっている資源争奪戦の渦中において、インドネシアは確実に勝ち組にな るのでは、といわれている。従って、5~10 年後、インドネシアは、この資源供給力 を背景にして、同国の市場経済を発展させる可能性は大きい。 ② 競争力の高い労働力に富み、しかも市場としての巨大な可能性を秘めた 2 億 1,500 万 人を超える膨大な人口を有する。アセアンの中でも飛びぬけて多い(図表Ⅱ-5-2 参照)。 労働人口は約 95 百万人であり、労働賃金は先進アセアン諸国の中でも比較的安い(図 表Ⅱ-5-3 参照)。労働者供給力はたいへん大きく、毎年 250 万人が新規に労働市場に 参入する状況である。 ③ 民主的で安定した国家を維持発展させている。2004 年、国民総選挙で選出されたユ ドヨノ政権は汚職撲滅、平和友好外交に徹し一般民衆の支持と期待が強い。また経済 改革に向かって民の意見、諸外国の意見に耳を傾ける姿勢が評価されている。従って、 将来の経済発展の基盤が整備されつつある。 ④ 非常に親日的な国である。古くは、第二次世界大戦後の同国独立闘争において日本人 の活躍した経緯もあり、また、同国独立後も、日本の政・官・財ともに強い結び付き をもち、継続的経済支援のもと、日本企業の進出も比較的多く、同国とは官民供に揺 るぎのない関係が築かれている。また、同国一般国民も日本には非常に親近感を抱い ている。 図表Ⅱ-5-2 アセアン各国の人口 アセアン各国の人口(総人口5億4千290万人、単位:百万人、2003年) インドネシア 215.0 フィリピン 81.1 ベトナム 80.9 1 資料:(出所)日本アセアンセンター -12- タイ 64.0 ミヤンマー 53.2 マレーシア 25.1 カンボジア 13.3 ラオス 5.7 シンガポール 4.2 ブルネイ 0.4 アセアン諸国の賃金比較(2004 年 11 月) 図表Ⅱ-5-3 一般工(ワーカー)月間賃金の比較 (実額ベース、単位:US ドル) 国 中国 シンガポール タイ マレーシア インドネシア フィリピン ベトナム インド 都市 上海 シンガポール バンコク クアラルンプル ジャカルタ マニラ ホーチミン デリー 246 469~622 179 122~135 124~146 218 130 119 資料:JETRO ホームページ海外情報ファイル 2004 年 11 月より (2)その他投資に関連する一般状況(注*) ① 外国為替管理・金融 外国為替手続きに制限はない。ルピア以外のいかなる通貨、いかなる金額であろう と、外貨の持ち込み、持ち出しは自由。但し、ルピアの持ち込み、持ち出しについて は制限がある。 ② 駐在員、ダイレクターの就労許可と滞在査証取得に関する一般的な手続き(概略) (現状については関係機関への確認を要する。 ) 対象:外国・内国株主出資の企業で適当なインドネシア人がいない場合に雇用される 外国人。あるいは、外国出資企業の外国人役員、マネージャー、技術者、専 門家そして特殊技能者。(但し、輸出割合 65%以上を持つ企業は適用外。) 手続所要期間:外国人雇用枠無の場合、約 4 ヵ月以上 外国人雇用枠有の場合、約 2、3 ヵ月 (但し、どの場合も現地での所轄官庁機関等へのフォローアップは必須) 手順:(駐在員等外国人雇用枠の確保から始まり、入国後の滞在許可証取得まで) a) 現地法人の駐在員雇用計画書を BKPM へ申請し、承認取得後、推薦状を 申請し、取得 b)現地法人による就労許可の取得 c)移民局に滞在査証申請、承認取得 d)在日インドネシア大使館で、滞在査証取得 e)インドネシア入国後、入国管理事務所で滞在許可証申請、取得 f)本部警察署で届出、警察登録証明書の発給後、所轄警察への報告届け 注*)JETRO ウェブサイト、国別・地域情報、インドネシア、外国人就業規制・在留許可、現地人の 雇用・・・・・・・・・・・・・・・・http://www.JETRO.go.jp/biz/world/asia/idn/invest_05/ 日本アセアンセンター・ウェブサイト・・・・・・・・・・・・・・http://www.ASEAN.or.jp/ -13- 6.有望な事業展開先としての問題と対策の現状 (1) 投資有望先順位が下がった理由 これまで記述した魅力ある投資環境「安価な労働力」、 「世界第 4 位の人口」、 「将来の市 場性」、「膨大な保有天然資源」にもかかわらず、2005 年調査では投資有望先としてイン ドネシアは第 8 位となっている(図表Ⅱ-6-1 参照)。因みに、1997 年の通貨危機まではイン ドネシアは有望先として第 3 位であった。何故 2005 年には第 8 位まで順位を下げたのか? インドネシアの投資魅力を引き下げてきたのは、「投資誘致政策のなさ」に拠るものと思 われる。また、この政策のなさをもたらしたのは、1998 年の通貨危機が他のアセアン各 国では経済危機のみであったのに比べ、インドネシアでは、経済のみならず政変を巻き込 み、政治と経済に一大変動をもたらしたためと推測される。事実、被害が経済だけに留ま った他アセアン諸国は早急に立ち直り外国直接投資誘致にのりだしたが、インドネシアは 経済への打撃が余りにも大きく、政権も替わり、外国投資を促す投資環境改善策も手付か ずのままとなっていた。この間に、投資有望先順位を第 8 位まで下げてしまったと思われ る。 図表Ⅱ-6-1 有望事業展開先国・地域 1位 2位 中国 インド 3位 4位 5位 6位 7位 タイ ベトナム 米国 ロシア 韓国 8位 9位 インドネシア ブラジル 10位 台湾 資料:(出所)「我が国製造業企業の海外事業展開に関する調査報告、2005 年度 17 回」 国際協力銀行 開発金融研究所 (2) 問題点と改善の動き 現在、インドネシア政府は日本、米国、カナダ、EU 等先進諸国のアドバイスと支援 を得て投資環境の改善に取り組んでおり、数々の阻害要因を早急に払拭しようと努力し ている。具体的には、直接外国投資を促進するため日本との官民合同投資フォーラム(注 *)によるアドバイス・支援を受け本格的に投資環境改善に取り組んでいる。改善策は 現在取りまとめ中であるが大枠で下記 4 分類である。 注*)第Ⅱ章 6‐(2)‐④‐c) を参照。 ① 投資法 新投資法の骨子は、内外企業および新旧企業の平等、閉鎖された分野の資本進出開放、 外国企業の操業期限の無制限化、外国資本への一層の自由化、直接外国投資に対するイ ンセンティブ、投資許認可の手続きの簡素化、迅速化などを目指したものである。調査 で訪問した BKPM(投資調整庁)からは、外国企業にとって活用が期待できる誘致策、 -14- インセンティブ政策について、前向きな姿勢を見せて頂いた。 同庁では、「新投資法は 2006 年の国会での成立を目指しているが、タックス・ホリデ ー等のインセンティブ政策に関しては、政府、民間とさまざまな意見を頂いている。賛 成意見ばかりではない。政府内各管轄省庁側においても内外企業や新旧企業との間の平 等性に欠けているなどの意見もある。同様に、日本と異なり、製造業に進出していない 欧米先進国側では、無駄な支出を抑制し、透明性、公平性、効率性、市場規則に沿った 小さな政府を目指す観点から、一部の外国企業のみのインセンティブとなってしまい偏 向的な政策ではないかとの指摘もある。主に政府からの請負形式の大型プロジェクトに 参加している欧米側の考え方、主に製造業に進出している日本側の考え方とそれぞれ異 なった方向性からアドバイスを頂いている。BKPM としては最大限努力をしているが、 それを新法にどう盛り込むか、大統領令等による対処手法によるかなど難儀な作業とな っている。とりあえずは反対意見が少ない減税処置(上限法人税 30%→25%、個人所 得税 35%→30%)によるタックス・メリットを享受してもらいたい。」としている。 ② 税法 進出企業が不満を表明する点は、「税制が不透明である」「検査官の裁量で決定され ることが多い」「所得税、付加価値税の予納の還付が不払い・減額還付になる、あるい は還付時期が遅れる」という実態に対してである。その国の税制は遵守すべきところで はあるが、不透明さ、無理難題の提示に対してはそれなりに取り上げていかねばならな い。既に、インドネシア・日本の官民合同投資フォーラムを通じて、インドネシア側に 是正の申し込みをしているところである。2006 年には新税制法案が国会に出され上述 の通り所得税、法人税が減税される方向である。 一般的に企業が負担する税の徴収において、課税額算定は、調査官の裁量判断に任さ れることが多い。税法の文面上の定義の曖昧さ、法改正の周知徹底の欠如をはじめとす る不透明な基準が不満の種となっている。 これら税務問題は、法人税と付加価値税(VAT:Value Added Tax)の還付、さらに 個人所得税について次のような課題が残っている。 a)法人税 法人税上限は 30%だが、問題は当該期 4 月より前年度実績の 1/12 ずつ毎月収めて いく予納制度にある。当該期の実績が前年と比べ悪かったり、損失となれば、課税 金額が予納した額よりも小さくなり、納め過ぎた分の還付請求ができる。還付請求 した場合、税務当局は還付したくない姿勢をあらわにして還付請求額の評価査定の ために必ず税務調査が入る。同国の税収は、一旦入ればその時点で国庫収入となる ので還付は非常に難しい処置となる。その場合、調査官とのやり取りとなるが、多 くの場合還付はするが追徴という形で取られ(不透明な理由による取立てが多い)、 -15- 結局は還付が実現しない場合が多い。たとえうまくいっても還付実現に相当時間が かかるのが現状である。一方、今回の税制改革で法人税は上限を 25%までに下げる 取組みとなっているのは明るい話題である。 b)付加価値税(VAT) 輸入品、国内生産品およびサービスには 10%の付加価値税がかかる。 納税者は、毎月の仮払いから仮受けを差し引いた VAT 額を翌月 15 日までに納税 しなければならない。仮払いの VAT 超過分は還付請求ができる。 この還付に関しても法人税と同様であり、税務当局は一旦入った国庫収入から払 おうとしなくなる。支払う場合でも減額か、あるいは時期が相当遅れる可能性があ る。 c)個人所得税 一般的に、給与水準は企業により異なっているためか、さまざまなケースがある。 しかしいずれの企業も税務当局への対応には、なかなか苦労する場合が多いといわ れる。 この税率についても今回の税制改正で上限を 35%から 30%へ引き下げる意向を示 しており、日本人社員にとっては明るい材料である。 ③ 労働法 労務問題は、退職規定、最低賃金規定、雇用規定があるが、いずれもインドネシア 独特の文化、習慣に裏打ちされた非公式の要因が多く、先進国の法遵守の精神だけでは 対処し難く、簡単に解決とは行かない。現在有効の 2003 年制定の労働法 13 号は前政 権の労働者寄りの労働大臣が制定した労働者保護的法律である。多くの日系企業は、中 国も含めアセアン各国と国際価格競争にしのぎを削っている現状において、より競争力 を高めるために、労働者過保護から脱却する新しい法律の制定を強く望んでいる。この 点に関しては、2006 年に向けて労働法の改定が政府部内で進められているといわれて いるので、官民投資合同フォーラムを通じインドネシア政府に是正の申し込みをしてい る最中である。 労務問題として多く取り上げられる雇用契約、労使関係、賃金問題についてふれる。 a)雇用契約 退職規定は雇用問題の発生の要因としてひとつの大きな課題となっている。比較 的多くの日系現地法人において、社内規定、雇用契約書等雇用に関する公式書類の 内容作成が不完全なために余計な雇用問題を発生させているといわれている。社内 -16- 規定がインドネシア労働法に準拠したものではなく、日本のものを流用しているな どのケースは多い。また年ごとの登録が必要なものを最初の登録後に再登録を忘れ ているなど枚挙に暇がない。それらについては、現地法人に日本から赴任する経営 者の勉強不足が指摘されるが、2003 年に出来た労働法 13 号(第 1 条~193 条)にも 原因がある。この法律は前政権の労働大臣が制定したものであるが、内容は、労働 者寄りの条件となっている。特に退職規定(156 条~172 条)は細目にわたり規定さ れ、従業員の退職時に多額の退職金の支払いが発生する。例えば 24 年以上勤務の 場合、自主退職は固定給の1ヵ月分でよいが、会社都合での解雇は退職金、功労金、 損失保証金を入れて約 30 ヵ月分払わなければならない。 (巻末資料「退職金額算定 方法」を参照。) 解雇の際には、必ず所定の手続きに従い警告書を 3 回出し、労働省の許可を得て 初めて解雇ができる。かかる解雇が難しい規定に対して、日系の進出会社は出来 るだけ正社員数を抑え、3 ヵ月~1年の短期契約社員の雇用を増やすことで対処し ている。ただし契約社員交替が集中する時期の生産効率の低下は避けられない。 b)労使関係(注*) 1998 年 5 月スハルト大統領の退陣直後にハビビ大統領令第 83 号により、従業員 による結社の自由および団結権が認められ、政府による組合運動への抑制と介入 も禁止された。それ以来、労働組合が雨後の竹の子の様に出現し、全国組織も造 られた。活動的かどうかは別にして、日系進出企業のほとんどに組合が存在する のが現状である。 2000 年前後は組合活動も盛んであったが、徐々に落ち着いてきているといわれ ている。つまり、一時は戦闘的外部組合組織の活動が活発化していた時期があっ たが、結果、労働条件の改善が思ったほど獲得されていない、あるいは少ない給 与から組合費を天引きされるだけで組合の活動がみられない、あるいは経営者側 ににらまれるといった背景もあり下火となっている。しかし、組合を無視する行 為は、たとえ法律内であっても良い結果を有無とは予想されない。成功している 企業ほど、日頃から組合幹部との間で十分な意思疎通を心懸けていると思われた。 (注*)労使関係については労働法 13 号第 50 条~66 条に詳細にわたり規定されている。 c)賃金問題 最低賃金に関しては労働法 13 号第 89 条~90 条に記載されている。各年の最低 賃金設定は、全国一律ではなく、その地域の食料品等の基礎的生活経費から算定 し、各地域の州知事が定めるものとすると規定されている。 2003 年以降の 3 年間、 最低賃金は前年比 6%の値上げで安定的に推移していたが(図表Ⅱ-6-2 参照)、2005 年の燃料高騰により 2006 年にかけてインフレ率が 15~17%に上がっている。こ -17- れにより、一般的な見解として、今後の賃金上昇率はそれ以上のレベルとなると 懸念されている。 図表Ⅱ-6 -2 ジャカルタ特別区内の月間最低賃金(各地方区で異なる) 実額(ルピア) 2003 2004 前年比賃金上昇率(%) 2005 631,554 671,550 711,843 2003 2004 2005 6.8% 6.3% 6% US ドル相当換算 2003 2004 2005 74 75 78 資料:(出所)UFJ 銀行シンガポール支店 インドネシアの人件費はアセアン諸国の中でも比較的に安いが、今回の賃金上昇 は企業側のコスト競争力に悪い影響を及ぼすと思われる。しかし、石油燃料価格 の高騰はアセアン各国に及んでいるので、やがて他国も物価上昇に結びつくのは 必至と思われる。 これら労務問題に関しては国際競争力に係わる重大事ゆえ官民合同投資フォー ラムで強く改善を要求しており、2006 年の労働法改定に反映されることが望まれ ている。 ④ インフラストラクチャー(注*) 海外直接投資の促進により経済成長を向上させ、雇用機会の創出を促進しようと するときに、インフラ未整備問題は投資阻害要因となっている。ハード面の港湾、 道路等物流インフラを整備し、ソフト面の通関システム、関連関税・手数料等徴収 の透明性などの投資阻害要因の改善が必要とされている。つまり、これらは、他ア セアン諸国と比較して高い物流コストの要因に直結しているといわれているから である(注*)。特に、二輪・自動車産業のような部品組立産業、同様に高頻度の納 入を要する家電・電子機械産業、食品加工産業の場合、上記インフラ未整備問題は 輸入調達と国内調達をする上でコスト上昇の要因となっている。 (注*)参照資料「ロジスティックスの観点から見たインドネシア産業の輸出競争力」2005 年 11 月 国際協力銀行,開発金融研究所。 a)港湾: 当面の輸出入貨物量に対しては、何とか処理可能なレベルにはあるが、将来増大 する貨物量に対しては懸念される。港湾当局も港湾利用税を下げ、貨物の取り扱い 手数料を民間業者に強制的に下げさせるような対応も見せている。しかし、輸出入 時に要求される他の港湾内付随サービス料金を引き上げてしまい、当局の徴収手数 料の金額レベルは維持され、民間物流関連業者の手数料を無理やり引き下げるとい う事態にクレームが持ち上がっている。貨物処理能力については、現在の港湾イン -18- フラはひと通り整備されているが、外資製造業に魅力と捉えられるためには更なる 港湾整備が必要となり、政府は今後 5 ヵ年間に総額 1,500 億ドルのインフラ建設を 計画している。 b)道路: インドネシアへ進出している日系企業の多くはジャカルタより東 30~60km の内 にある日系工業団地内で操業している。ここに位置する日系企業が輸送時に利用でき る道路は、一本の高速道路(ジャカルタ―チカンペック線)のみである。調達、出荷、 納入配送のための生命線となっている。港湾に向けての輸送には、この高速道路から ジャカルタ市を取り巻く環状線を乗り継いでタンジュンプリオク港へアクセスする。 しかし、この道路は既に飽和状態に近く、慢性渋滞となって搬送時間がかかる。各企 業では対応策として、夜間でのトラック、トレーラー輸送を強化している。政府の対 策は、この道路と港をつなぐ外環状線の早期開通であるが、前政権による工事停止が あったり再開したりと、開通までまだ時間を要する。 c)官民合同フォーラム: 2004 年 12 月中川経産相が現地訪問時に立ち上げ会合が開催され、2005 年 6 月小 泉首相―ユドヨノ大統領の間で取り交わされたインドネシアへの外国直接投資(特 に日本からの投資)促進計画。従来の Jakarta Japan Club(JJC:ジャカルタ日本 人商工会議所)の提言活動を引き継ぎ、インドネシア側と日本側の官民が合同で投 資環境改善案を出し、その実行をモニターし、改善計画を中断も後戻りをさせず、 実践させてゆく画期的な戦略的投資行動計画。通関・関税、労務、インフラ、産業 競争力強化といった四部門のワーキンググループを日本企業現地法人、JETRO、 SME 連合会(中小企業連合会)、Jakarta Japan Club が編成し、上述した問題点を 具体的に指摘、実行可能な具体的改善案を作成、インドネシア政府に向けてそれを 提示、協働して討議、行動計画の実践を開始したところである。日本のみならず、 他の先進諸国も今後の成果に期待を寄せている。 -19- 第Ⅲ章 インドネシア進出日系中小製造業の現状と課題 インドネシアに進出している日系中小製造業が直面している課題について、第 1 節で全 般の要点を、第 2 節で JETRO アセアン比較調査資料、第 3 節で JODC(海外貿易開発協会) のインドネシア個別企業のアンケート調査、第 4 節で JODC 現地訪問聞き取り調査、の結 果に基づき述べてゆく。 1.日系中小製造業が抱える経営課題 (1) 現在、直面している経営課題 インドネシア進出企業の多くは進出後 10 年前後を経ているが、その間、アジア通貨危 機による経済危機を乗り越えて多くの企業は業績を回復し増収増益基調にある。第Ⅱ章 で見られたように、特に最近はインドネシア国内の四輪車、二輪車市場の拡大で日系メ ーカーが増産体制に入り、機械・金属系、電気・電子系中小企業にも大きな波及効果を もたらしている。また、プリンター、薄型テレビなどの電子機器関連部品メーカーも活 気付いている。供給側では、原材料、物流、人件費等コストが上昇する環境下、本章第 4 節に見られるように量産体制確立のための設備拡張、SMT(表面実装技術)などの自動 機械導入など設備増強に踏み出している。さらに、量産体制における品質と生産性を維 持、管理するための管理職、ワーカー等人材の確保と育成に取り組んでいる。 こうした状況の中で企業が力点を置いて取組んでいる経営課題は以下のとおりである。 ①原材料コスト、物流コスト高騰に対応したコストダウン ②高付加価値製品への移行 ③労働法令、税制に伴うトラブルの回避 ④中間管理職、熟練工の育成 ⑤大量の契約社員交代に対応した品質、生産性の維持 ⑥受注拡大、取引先開拓による販売の拡大 2.日系製造業の経営実態と経営課題の特徴 進出企業の経営課題を近隣諸国と比較するために、JETRO(日本貿易振興機構)の 2004 年度調査結果を参照し、述べてゆく。 JETRO の 2004 年度の調査は、ASEAN6ヵ国及びインドに進出している日系製造業(大 手、中小共)約 2,000 社を対象として、経営の実態、問題点、今後の展開について調査を -20- 実施した。回答数は 954 社、そのうちインドネシア進出企業は 225 社である。中小企業 のみを対象としたものではないが、同国での経営課題を近隣諸国と対比し、特徴を知るの に役立つ資料となっている。 (1) 経営の実態 ① 営業利益で見た業績は良好である。 2004 年の営業利益が黒字と回答した企業は 78.9%でタイに次いで高く、ASEAN 平均 77.3%を上回っている。2004 年に営業利益が伸びたとする企業は全体の 66.2% を占めてベトナムに次ぐ水準であり、ASEAN 平均 57.0%より、かなり比率が高い。 2005 年の営業利益の伸びに関する見通しも同様に明るい見通しである企業が多い。 JETRO「在アジア日系製造業の経営実態 -ASEAN・インド編-」2004 年度調 査(P3~4)によると、2005 年の見通しを DI 値(「改善」回答%-「悪化」回答%) で見ると 35.5%でインド 48.4%、ベトナム 44.8%、タイ 39.3%より低いが ASEAN 平均の 28.6%は上回っている。 2005 年の営業利益が改善するとした理由を見ると、需要要因よりも供給要因が比重 を高めつつあることがわかる。インドネシアの場合、特に高付加価値製品へのシフト、 生産効率改善を深めることで収益性を向上させようとしている。 一方、20.7%の企業は営業利益が悪化するとの見通しを持っているが、それらの理 由として調達コスト、人件費の上昇に加え輸出低迷、価格低下という需給両面からの 影響を懸念している。これらは限界的な競争を行っている企業と考えられる。 図表Ⅲ-2-1 営 業 利 益 改 善 の 見 通 し 2004 年の黒字 企業比率 2004 年の営業利益 改善企業比率 単位:% 2005 年の営業利益 改善見通し企業比率 数 77.2 58.0 49.9 ASEAN 計 77.3 57.0 48.6 イ 87.0 61.0 51.9 ア 74.2 44.9 41.0 シ ン ガ ポ ー ル 72.6 54.8 27.8 イ ン ド ネ シ ア 78.9 66.2 56.2 フ ン 75.0 47.4 45.6 ム 67.4 67.5 60.9 ド 75.4 72.3 67.2 対象国 総 タ マ ベ イ レ ィ ー リ ト シ ピ ナ ン 資料:JETRO「在アジア日系製造業の経営実態」2004 年度調査より作成 -21- 図表Ⅲ-2-2 営業利益改善見通しの理由 単位:% 65 ベトナム 凡例: 60 ベトナム 2005 フィリピン 2004 ASEAN フィリピン タイ インドネシア 50 ASEAN 40 タイ 30 インドネシア 20 10 輸出売上 増 加 国内売上 増 加 価格上昇 売 上 増 調達コスト 削 減 高付加価値 製 品 生産効率 改 善 資料:JETRO「在アジア日系製造業の経営実態」2004 年度調査より作成 ② 内需型企業も比較的多い。 売上高輸出比率は平均 48.6%と低く、70%以上を輸出している企業比率も 40.3%と タイに次いで低い。一方、輸出比率が 30%未満の企業比率は 42.2%を占め、内需型 企業も多いことを示している。 ③ 原材料・部品の現地調達比率は ASEAN 平均と同水準で、コスト面で中国との競 争が厳しい。 現地調達比率は平均 38.3%でタイ、マレーシアより低く、フィリピン、ベトナム より高い中間位置にある。日系の内需型進出企業も多いことから、樹脂、コイル、 プラスチック成形部品、機械加工部品など、ある程度の現地調達が可能である。 インドネシア、中国の両国に製造拠点がある企業の回答として、中国とのコスト 競争が厳しいとする企業が 80%近くあり、今後、現地調達比率の向上が課題となる。 このため、現地サプライヤーの品質向上、コスト削減、納期厳守を強く要請してい る。 -22- 図表Ⅲ-1-3 中 国 で の 製 造 原 価 (国 、地 域 別 )比 較 図表Ⅲ-2-3 (当該国を100として) インド 20.0 ベトナム 18.0 フィリピン 14.0 31.4 12.8 4.7 5.1 17.1 22.9 15.4 8.6 48.7 25.0 46.9 9.4 n=507 社 インドネシア 13.0 13.0 33.3 33.4 シンガポール マレーシア 19.5 24.4 26.3 タイ 19.5 ASEAN計 19.9 17.5 11.5 13.8 21.1 15.6 22.8 21.8 19.9 17.8 26.3 8.9 70%未満 70~80%未満 80~90%未満 90~100%未満 100%以上 7.0 29.9 17.2 29.9 16.5 (%) 資料:JETRO「在アジア日系製造業の経営実態」2004 年度調査 ④ 今後の規模拡大には慎重である。 今後1~2 年の事業展開について、規模を拡大する企業と現状維持とする企業比率 が拮抗しており、タイ、ベトナムに比べて慎重さが目立つ。これは自動車、二輪車の生 産拡大などによって、ようやく市場環境が好転してきたものの、投資法、労働法、税法 などの改革、原油・原材料価格、人件費などコスト要因の動向を見極めようとする意図 が働いているものと推測することができる。 依然として税務・通関などの手続きの煩雑さ、不透明な政策運営、インフラの未整備、 法制度の未整備と恣意的な運用などについての進出企業の不満は続いており、ユドヨノ 政権による改革の取組みに期待が持たれている。 -23- 図表Ⅲ-2-4 図表Ⅲ-1-4 今 後 1~ 2年 の 事 業 展 開 の 方 向 (規模拡大回答比率) 単位:% 53.6 56.5 ASEAN 67.8 71.6 タイ 41.1 44.9 マレーシア 38.9 39.7 シンガポール 49.7 54.3 インドネシア 52.4 49.1 フィリピン 69.4 ベトナム 80.5 86.6 90.5 インド 0.0 10.0 20.0 30.0 40.0 2004年度 50.0 60.0 70.0 80.0 90.0 100.0 2003年度 資料:JETRO「在アジア日経製造業の経営実態」2004 年度調査より作成 (2) 経営上の課題 ① 販売・営業面では他国と同様、市場競争の激化が問題化しており、競争力の強化 が課題である。 各国とも「値下げ要請」、「競争相手の台頭」、「供給過剰で価格下落」、「販売市場 の低迷」、 「新規顧客開拓難」が上位にあり、大差はない。ただし、インドネシアの場 合は、ベトナム、フィリピンと同様、「値下げ要請」の回答比率がその他の国より、 10%低く、それほど強くない。 競争力強化のためには、「人材育成・スタッフの強化」、「高付加価値製品」、「現地 調達率引上げ」、 「マーケティングの強化」が挙げられている。これらの要因は他国と の間で著しい差はないが「マーケティングの強化」が比較的高い回答を得ている点に 特徴があり、内需型企業が比較的多いためではないかと考えられる。 ② 生産面では原材料・部品調達と品質管理問題が重要だが解決は容易でない。 最近の原材料価格、輸送費の上昇は、製造コストの上昇を招いており、コスト面 からも現地調達比率を高めたいところであるが、品質面で限界があり、一朝一夕には 解決しがたい。内製化できるものは、かなり取り入れているとすれば、今後は厳しく -24- 生産性を追及していくことが課題となる。 ③ 労務面では賃金上昇、労働法規への対応が問題視されている。 インドネシアでは高いインフレ率にスライドして 2006 年には 17~19%の大幅な 賃上げが計画されており、日系企業で深い関心を持たれている。 図表Ⅲ-2-5 図表Ⅲ-1-5 雇用・労働面の問題 (複数回答) 単位:% 80.0 インドネシア ベトナム タイ フィリピン ASEAN 70.0 インドネシア 60.0 54.1 50.0 48.2 52.9 44.7 44.7 40.0 30.0 20.0 10.0 0.0 ①従業員 の賃金 上昇 ②技術者 の採用 難 ③中間管 理職の 採用難 ④マネージャー の現地 化 ⑤日本人 出向者 のコス ト ⑥解雇等 の規制 ⑦労働者 の定着 率 ⑧労働習 慣の違 い 資料:JETRO「在アジア日経製造業の経営実態」2004 年度調査より作成 また、労働法規については、特に社員の解雇についての手続きや高額の退職金が 義務付けられている点が雇用、人材育成、生産計画などに多面的に波及しており、 対応が迫られている。 -25- 3.日系中小製造業を対象にした JODC アンケート調査の結果 JODC は、インドネシアに進出している日系中小製造業企業を主な対象として、2005 年 11 月に、経営課題と対応策に関する「日系中小企業アンケート調査」を行った。日本 の中小企業の在インドネシア現地法人 131 社に発送し、有効回答数 38 社、回収率 29%で あった。業種別構成は機械・金属 が 55%、電気・電子 21%、木製品・繊維などの軽工業 が 21%を占めた。次に「アンケート結果の概要」を記し、各質問事項についての集計と コメントを述べる。 (1)アンケート結果の概要 今回のアンケート回答企業は、機械・金属が 55%と過半数を占め、電気・電子及び 木製品・繊維などの軽工業が各々21%を占める構成である。機械・金属は一品生産型 と量産型が混在し、電気・電子はアセンブリー型が多いものと考えられる。製品の多 くは間接輸出を含めて輸出型が多いが、四輪車、二輪車関連は内需型である。このよ うに業種、業態が異なる企業の諸問題を集約することは無理があるが、共通的な問題 意識を中心にまとめると以下のように示される。 ① 95%(38 社中 36 社が「利益増加企業」と回答)の企業が増収増益基調にある一 方、経営の現状について不満とする企業比率が 68%(38 社中 26 社が「満足して いない」 「期待したほど満足していない」と回答)にもなっている。この不満足の 理由は企業外部要因として「原料資材のコスト高騰」と「労働者過保護政策」が 挙げられ、企業内部要因としては「人材育成」と「物流コスト上昇」が上位を占 めている。市場が活況となり、ビジネス機会が増している環境で、企業はヒトと コストの管理への対応策を重要視しているが、結果的にうまくいっていない企業 の状況が見てとれる。 ② 資金調達は日本本社への依存度が高いが、進出後は現地民間企業からの借入れリ ースの活用、自己資金など資金調達ルートの多様化が見られる。現地金融サービ スが充実し始めている状況では、借入れ、あるいはリースの申込みの際に、返済 の確実性を評価してもらう外部向けの事業計画作成能力が重要になってくると推 測される。現地資金調達環境を充分に活用するため、専門コンサルティングサー ビスの必要性は増加し、今後重要な役割を担ってくると思われる。 ③ 今後は、特に、人件費の上昇、原料資材コストの上昇というコスト要因が喫緊の 問題として認識される一方、労働法令上、税制上の問題がこれまで同様に存在す る。従って、一般的に、調達部門、生産部門、管理部門でのコスト削減が課題と -26- なり、それら各部門で取り上げられる労務上、税務上の適正な処置が課題となっ ている。企業によってその適切な解決手法・対策はさまざまであり、積極的に自 社独自の考案をすることが重要となる一方、労務・税務に関しては、法律が企業 に求めるところを捉え、適切な解決策を着実に経営活動の中で積み上げてゆくこ とが重要になると思われる。 (2)事業経営及び業績の現状 「満足していない」企業が 66%を占め、「期待したほど満足していない」企業を含め ると 68%に達している。どの業種もこの傾向は同じで不満が多いことがわかる。業績 的には黒字企業が圧倒的に多く、概ね増収増益傾向であり、不満の要因は業績以外にあ るものと考えられる。 図表Ⅲ-3-1 現状に対する満足度 (単一回答) とても満足して やや満足してい 期待したほど満 満足していない いる る 足していない n 製 造 品 目 分 野 1 12 全体 25 38社 機械・金属 8 13 21 電気・電子 3 5 8 化学・窯業 木製品・その他軽工業 売上高はかな り下がった, 2 1 1 8 6 前年度比較売上 前年度比較利益 かなり減った, 5 売上高はかな り上がった, 7 売上高は下 がった, 2 売上高はほぼ 維持, 11 1 1 かなり増えた, 5 減った, 1 N=38 N=36 ほぼ維持, 9 増えた, 16 売上高は上 がった, 16 利益企業、損失企業 前年度比較損失 損失となって いる企業, 2 損失は減った, 1 損失はかなり 減った, 1 利益が出てい る企業, 36 N=38 N=2 -27- (3)満足している企業外部要因 ~国内外の需要旺盛で満足~ 満足している企業の場合は、「当国内需要」、「海外需要」という需要要因が好調であ ることを指摘しており、特に回答企業では国内需要が旺盛であるとする回答が多いのが 特徴となっている。また、競争激化の中で競合他社の市場の退出も見られる。 (複数回答) 図表Ⅲ-3-2 満足している企業外部要因 0 5 10 9 当国内需要 5 海外需要 市場シェア拡大 4 競合他社減少 4 単位:社 3 為替レート変動 輸出販売価格上昇 N=12 2 当国内販売価格上昇 1 原料資材価格低下 1 電気・ガス・水の供給 1 2 その他 (4) 満足している企業内部要因 ~顧客増加、人材育成、生産能力向上で対応~ 満足している企業の企業内部要因は多様である。「日系の顧客増加」、「人材育成」 の他、 「設備改善」、 「生産能力向上」 、 「設備稼働率向上」といった市場での需要開拓、 企業内部の生産性向上を目的とした組織と生産体制への対応策が成功している様子 が伺える。同国では二輪・自動車関連や電気・電子関連の生産増強で新たなビジネス 機会を見つけている企業が増えている。 (複数回答) 図表Ⅲ-3-3 満足している企業内部要因 0 5 10 5 現地日系顧客増加 人材育成 4 設備改善・更新 4 生産能力増強 4 設備稼働率向上 4 生産技術力 3 品質管理 3 N=12 3 労使関係 2 財務管理 ISO認定 1 現地人化 1 人事管理 1 現地非日系顧客増加 1 対日輸出増加 1 協力会社拡大 1 単位:社 -28- (5)満足していない企業外部要因 ~コスト高騰、独特な労働法、競争激化で不満足~ 満足していない企業の外部要因は「原料・資材価格高騰」、 「労働者過保護政策」、 「競 争激化」が上位を占めている。競争激化する状況下、原料資材価格の高騰はこれら企業 にとっては、コスト圧縮が重要な対応策であったが、良い成果を得ることができなかっ たことが推測される。ここで注目されるのは「労働者過保護政策」という不満要因が指 摘されている点である。同国の労働法は労働者保護主義的との評価もあり、困難を伴う 労務管理を強いられている企業が多く、ユドヨノ政権による改善の取組みが期待されて いるように思われる。 (複数回答) 図表Ⅲ-3-4 満足していない企業外部要因 0 5 10 15 15 原料・資材価格高騰 11 労働者過保護政策 9 競争激化 工場周辺インフラ未整備 6 為替レート変動 6 6 ガス・原油価格高騰 製品価格低下圧力 5 前払税金還付遅延 5 恣意的税務等調査介入 5 市況の落込み 4 過度な税徴収問題 4 N=26 3 不透明な費用支出増加 原材料・部品輸入規制 2 他国製品の市場参入 2 有能な人材不足 2 市場シェア縮小 1 海外需要減少 1 通関手続処理遅延 1 電力・水不足 1 その他 1 単位:社 -29- 20 (6)満足していない企業内部要因 ~人材・労務の社内対応に不満足~ 満足していない企業の企業内部の要因は「人材育成問題」、「労使問題」、「品質低下 問題」が上位に位置している。特に事務系、技術系の中間管理職育成と不足問題は、 国、業種、企業規模を問わず、普遍的な問題であり、同国での人事・労務管理の難しさ がうかがえる。「物流コスト高」の指摘が比較的多いのは、増加する交通量に対する不 十分なインフラ状況下、輸送遅延時間を含む輸送コストの上昇が指摘されている。 (複数回答) 図表Ⅲ-3-5 満足していない企業内部要因 0 5 10 15 10 人材育成問題 6 物流コスト高 労使問題 5 品質低下問題 5 4 人事管理問題 自社技術力不足 3 開発・設計者不足 3 生産管理者不足 3 設備管理力不足 3 品質管理者不足 3 販売管理者不足 3 自社ブランド力問題 2 資材調達先不足 2 工程管理者不足 2 原価管理力不足 2 新規顧客開拓不足 2 納期問題 1 資金不足 1 新製品不足 1 売掛金回収難 1 財務管理者不足 1 ISO未取得 1 製品出荷物流網未整備 1 情報システム化不足 1 その他 1 単位:社 N=26 -30- (7)満足していない企業の問題解決方法 ~現地独自と本社支援で解決を~ 「現地独自の解決」と「本社の支援による解決」が上位にあり、現地と本社が協力 して問題解決に取組んでいくとする回答が大半を占めた。人材育成問題や生産管理、 業務管理など(5)で指摘された企業内部要因の解決が課題の中心であろうと考えら れる。 (複数回答) 図表Ⅲ-3-6 満足して いない企業の問題解決方法 0 5 10 15 20 16 現地法人独自による解決 16 本社からの指導支援による解決 5 日本国政府関係機関の支援制度活用 4 現地人材派遣会社の人材利用で解決 現地技術コンサルタントの指導による解決 3 単位:社 現地税理士・会計士による解決 3 N=26 現地ソフトウエア会社による解決 1 その他 1 (8)良い成果があった問題解決等 ~品質・技術向上策、意識向上策に注力~ 前記(5)、(6)の設問と関連して、成果を挙げている問題の解決内容は「品質・ 技術の向上策」、「従業員の意識向上策」が上位を占めている。企業は、顧客の求める 品質、価格、納期を提供するために、日本で築き上げた固有技術と管理技術を現地工 場に移転し成果を上げていると思われる。さらに、生産効率向上させるため、従業員 の品質意識、チームワーク、会社帰属意識などの人的要素に重点を置いて全体的な成 果を上げている姿がうかがえる。 (複数回答) 図表Ⅲ-3-7 良 い 成 果 が あ っ た 問 題 解 決 等 0 5 10 15 20 20 品質・技術の向上策 17 従業員の意識向上策 機械設備の更新 10 教育・訓練 10 9 販売取引先を拡大 資材調達先を拡大 6 組織づくり 6 5 現地法人規模を拡大 5 JODC等の専門家派遣制度の活用 4 生産情報管理システム改善 独自ブランドの開発 3 現地技術者の採用 3 資材調達先を絞る 2 設計・技術による新製品開発 2 2 事務処理業務システム改善 弁護士会計士等の外部専門家の活用 1 -31- 単位:社 N=38 25 (9)海外進出時の資金調達先 ~進出時は、日本本社に依存~ 海外進出時の資金は「日本本社」手当てが主流である。「民間金融機関」からの直接 借入れや「リースを活用」は補完的な地位に留まっていると見ることができる。この資 金は出資金、古い設備の現物出資もあるが、貸付金の形態をとっているケースも少なく ないようである。 (複数回答) 図表Ⅲ-3-8 海外進出時の資金調達先 0 10 20 30 40 34 日本本社 8 日本の民間金融機関 現地の民間金融機関 5 リースを活用 5 単位:社 N=38 3 日本の政府金融機関 現地法人自己資金 2 現地法人株式発行 2 (10)海外進出後の運転資金等の資金調達先 ~現地金融とリース活用も視野に~ 進出後の資金調達は、 「日本本社」への依存度が依然として高いが、 「現地の民間金融 機関」や「リースを活用」の比重が高まっている。「現地法人自己資金」もあり、業績 向上による資金調達ルートの多様化が見られる。 (複数回答) 図表Ⅲ-3-9 海外進出後の資金調達先 0 10 20 40 30 日本本社 11 現地の民間金融機関 8 リースを活用 単位:社 6 日本の民間金融機関 N=38 5 現地法人自己資金 3 日本の政府金融機関 現地法人株式発行 30 1 -32- (11)利益の処分方法 ~次年度留保と再投資で現地で還流~ 利益は「次年度に留保」、「再投資」に重きを置く企業が多い。また、32%の企業か ら「株主への配当」を考えているとの回答があった。多くの企業は借入金の返済、累損 の一掃を終え、資金面の余裕が出ているようである。 (複数回答) 図表Ⅲ-3-10 利益の処分方法 0 10 20 30 25 次年度に留保 20 設備等事業拡大のための再投資 単位:社 12 株主への配当金 N=38 6 その他 (12)今後の事業運営に影響を与える環境変化 ~コストアップに懸念~ 今後の不安要因は「人件費上昇」、 「原資材コスト高」を中心とするコスト要因が高い 比重を占めた。インドネシア政府は最低賃金レベルを 2006 年度より、インフレスライ ドによって 17~19%の引上げを計画していることが大きな話題となっており、輸入原 資材の高騰も高止まりの様相である。コスト要因に次いで関心が高い要因は「労働法令」、 「税制」などの制度面に関する不合理、不透明さで、この面でもユドヨノ政権による現 (複数回答) 下の改善取組みに対する期待が大きい。 図表Ⅲ‐3‐11 経営に影響する環境変化 0 5 10 15 20 25 賃金等人件費上昇 28 原料・資材等コスト高 22 17 為替レートの変動 原油価格高騰 13 労働法令の改定 12 不透明な税金の取立て 9 前払い税金等還付遅延 7 恣意的な税務等調査介入 7 販売取引先の注文拡大 5 課税所得額への恣意的介入指導 4 労働組合活動の活発化 4 取引先の他国への移転の動き 2 通関手続き処理遅延 1 購買取引先の供給減少 1 その他 30 2 -33- 単位:社 N=38 (13)JODC 専門家により解決したい問題 ~品質・技術・生産性向上を解決したい~ JODC 専門家に対する期待は「品質向上」、「技術向上」、「生産性向上」及び「コス トダウン」に集約されている。インドネシア進出の日系中小企業はすでに 10 年前後を 経過し、業績も概ね好調であるのは品質、生産性において一定の成果を挙げている結果 であるが、製品ライフサイクルの変化、高付加価値製品への移行、競争の激化、人件費 の上昇などの問題が持続的に発生することが予見されており、これらの面に対する公的 支援に高いニーズがあることを示している。 (複数回答) 図表Ⅲ‐3‐12 専門家により解決したい問題 0 5 10 15 品質向上 14 技術向上 13 生産性向上 13 コストダウン 9 人事・労務管理 単位: 単位:社 4 税務 N=38 2 経理・財務 1 その他 1 -34- ■付記:自由回答■ (アンケートの設問に対し「その他」を選択した回答における自由記述。) 設 問 回 答 満足している企業外部要因 ・豊富な労働力 満足している企業内部要因 - 満足していない企業外部要因 ・銀行の過度な返済要請 満足していない企業内部要因 ・内部的にはISOも取得し、まだ未整備な部分は多いが 発展途上にあり 満足していない企業内部要因解決方法 ・人材育成については、現地での教育・セミナー等に参加 満足していない企業の項目選択理由 ・インドネシアの会社との取引縮小。日系企業との取引 拡大。 ・専門知識が豊富 ・業種の性質上、現法独自或いは親会社からの支援により 解決 ・資金不足なので、国の補助を活用したい ・技術者の人材不足 ・現在JODC海外技術者支援専門家派遣事業で専門家の 支援をいただいている ・日本からの支援は知識と経験が豊富な為、ローカルは 育成が困難、有能な人材の活用が早道か? ・知識が豊富 ・知識が豊富、専門家の採用 ・ローカルスタッフの更なる育成及び教育の徹底 ・特殊な技術のため。人員、人材不足による問題である ため。 ・今、情報の一元化を進め、ローカルスタッフによる、 精度、スピードの向上を図る、 ・今まで独自に解決した ・製品の特殊性のため外部よりの援助困難 ・人材をローカル化してコスト競争に勝てる体制づくり 良い成果があった問題解決等 ・目で見る管理の推進により、現地スタッフの意識向上が 見られたこと 利益の処分方法 ・利益が出ていない ・本社への借金返済 ・借入金返済 ・借金の返済 ・日本本社よりの借入に対して返済 当該国の市場傾向等 ・木材の不法伐採の取り締まり強化策(不当な) もちろん、税についての不満(回答が3に制限がある ため) JODCを利用したい問題 ・生産管理システムの導入とその立ち上げ人材教育 -35- 4.現地聞き取り調査による中小企業の経営課題と対応状況 ジャカルタ市内にある JETRO、ジャパンクラブ、BKPM(投資調整庁) 、JICA 投資アド バイザー、AOTS(海外技術者研修協会)、工業団地管理会社、監査法人、税務・労務コン サルタント並びに近郊工業団地にある中小企業を中心とした日系製造業への聞き取り調査 によって得た各種経営課題と対応の実態、状況を、区分、分析、要約して示す。 但し、ここで取り上げる経営課題は現地の法律、制度、習慣、インフラストラクチャー、 SI(Supporting Industries:裾野産業)等外部要因は与件として把えるに止め、企業が独自に 対応しうる範囲に限定している。また、網羅的な聞き取りではなく、特に指摘された事項 を中心にまとめた。対応状況の中には企業により、相反する対応があるが、それらはその まま示した。 (1) 経営管理上の課題と対応 インドネシア進出企業は、進出後 10 年前後経過した企業が多く、その間、アジア通貨 危機に端を発する経済危機を潜り抜けてきた逞しさが備わっているように見受けられる。 進出の形態は、顧客随伴型が多いが、現地市場(特に現地日系企業向け)を開拓するとい う積極的な意思決定を行った企業も多く、また、随伴型企業でも主たる顧客の事業の縮小 や製品ライフサイクルの変化、二輪車、四輪車の生産拡大に伴う新規受注などの社内外に 向けての対応をこなしてきた企業が多いためである。環境変化に対応する新規顧客・市場 開拓以外に、社内に向けての積極的な収益性の向上策も行なわれている。 したがって、経営管理上の大きな課題は、主としてインドネシア特有の税法、労働法 に起因する税務、労務上の対応が最大の関心事となっている。第Ⅱ章に詳述されているが、 近隣諸国の諸法に比べて徴税者、労働者側に有利な制度である上、恣意的な裁量が入り込 む余地があり、法外な金銭的解決を強いられる恐れも多分にある。このため、日系監査法 人、コンサルタントを活用して、トラブルの発生を事前に予防することが効果的対応とな っている。 図表Ⅲ-4-1 経営管理上の課題と対応状況 課 ・進出の決定 ・収益性向上 ・利益の処分 題 対応状況 問題・留意点 ・3K 業種のため、将来の人手不足を予想 して先行的に用地確保 ・顧客随伴進出(ファミリー企業がセッ トで進出した例もあり) ・競争相手が少ないうちに出る ・設備稼働率向上へ 2~3 シフト導入 ・設備増強による能力拡大 ・ロイヤリティ ・現地市場の有望性 ・為替差損あり、営業利益で管 理したい ・累損あるうちは法人税免税 -36- 課 題 ・データ一元管理 ・税務、労務対策 ・経理 ・マネジメントの交代 対応状況 ・ロイヤリティ→配当 ・社内留保再投資 ・定期預金 ・地域貢献-学校建設、寄付、伝統工芸デ ザイン保存等 ・MRP システム導入(資材所要量計画: Materials Requirement Planning) ・ ERP シ ス テ ム の 導 入 (Enterprise Resource Planning) ・日系監査法人、コンサルタントの活用 ・予防コンサルティング ・労働協約、社内規定を固め規律を正す ・金銭の出し入れは社長 ・日本から確認にくる ・プレッシャーがかからないように手渡 す 問題・留意点 ・日系 8%、ローカル 13% ・多品種少量生産ではカスタ マイズ困難 ・納期管理困難 ・2001 年よりドル決算認可 (2)販売管理上の課題と対応 今回の訪問企業は、間接輸出型を含めて現地市場への依存度が高い企業が多数を占め た。これらの企業は顧客随伴型と共に現地日系企業向け市場開拓型が多いことは前述した 通りであるが、いずれの企業の場合も進出直後にアジア経済危機による影響に見舞われた 企業が多く、初期段階での仕事量の確保が大きな課題であったとしている。このため、本 社や近隣諸国に進出している関連会社からの仕事の融通、金型や機械の修理・保守の請負 いを行う企業がある一方で、需要ありと見て思い切った生産能力の増強を行い需要の取込 みに成功した企業もあった。 最近では新たな成長産業として台頭してきた四輪車、二輪車向けの受注強化、量産体制 の確立が進行中の課題となっている。2005 年後半のガソリン価格引上げにより、関連受 注は 20~40%落ち込んでいるが、中長期的には回復が見込まれ、また、電子機器分野で も DVD、コンピュータ周辺機器、携帯電話機、デジタルカメラ、液晶テレビなどの生産 移転が期待されることから、受注拡大の営業活動が課題となる。同時に今後は競争相手の 進出に備えて製品競争力の強化が迫られてくる。 図表Ⅲ-4-2 販売管理上の課題と対応状況 課 題 ・初期段階の仕事量確 保 対応状況 ・本社、関連会社より加工容易な仕事を まわす ・修理、保守を請け負う ・成長産業(自動車、二輪車)からの受注 -37- 問題・留意点 ・日常の営業目標設定 活動 ・競争相手の進出に備 えて、競争力強化 体制整備-量産、N/C 機導入 ・思い切った生産能力増強による需要 の取り込み ・受注残を上限受注額と対比して営業 強化 ・インターネットによる既存顧客への 営業システム構築 ・短納期は受注しない(金型) ・値引き上限以内で受注すれば個人に 還元(受注生産品) ・高技術製品への挑戦 ・顧客輸入部品の加工 ・大形、複雑金型へのシフト (3)人事・労務管理上の課題と対応 ここでは企業が独自に対応可能な人事・労務管理上の課題について述べるが、直接対 応不能な外部要因として、労働者過保護主義的性格の労働法、それにより規定された高 額な退職金の支払と解雇の困難性が実際には大きな問題となっている話を聞き取り調 査で多く聞かれた。この詳細については与件にて述べるとする。 ① 対応可能なケースとして人事・労務を考えると、人事・労務管理上の重要な課題は、 中間管理職の育成・確保、人事・査定、最長 2 年で入れ代わる契約社員対策に集約され るものと考えられる。一般採用、離職率については失業率が高いため、あまり問題視さ れておらず、労使関係、宗教的な慣習への対応も特に深刻な問題とはなっていない。労 使関係は話し合い重視が基本であることは、いずこも同じであろう。宗教問題について は、最近スカーフを着用したワーカーが増えたという話が聞かれたが、過激な指導者の 影響を受けないよう日常的に注視する必要があろう。また、ラマダン期間前後の作業能 率低下、休暇を前提とした生産計画が必要である。 ③ 中間管理職(マネージャー、スーパーバイザークラス)の育成・確保については、事 務系では人事担当が板ばさみ的立場でやめていくこと、現地採用の日本人が即戦力とな っていること、本社で受け入れた研修生派遣会社からの技術系研修生が軸となって育っ ていることなどの例が特徴的である。製造現場の技術系中間管理職は 10 年間の指導を 経てかなり定着してきている例があり、今後は生産設計、工程設計、原価管理・コスト ダウンなどの専門家育成が課題となる。日系企業向けの営業、経理の現地化などは容易 でなく、課題として残る。 ④ 人の配置については、華人、宗教などに配慮しないと混乱を招きかねないので注意 -38- が必要である。前者は、特に製造現場では、仲間はずれにされ易いので営業、購買など の間接部門が適していると言われる。査定は目標管理がベースとなり、会社への貢献度、 勤務態度なども評価してボーナスに反映させている。 ⑤ 多くの企業は正社員の 1~4 倍に達する大量の契約社員を雇用している。諸手当、退 職金が不要であること、仕事量の繁閑に対応し易い利点があるが、3 ヵ月の試用期間の 後、1、6、9 ヵ月の延長、更にもう一回の延長で最長 2 年間雇用した後は、正社員とす るか契約を打ち切るしかない。再雇用も不可である。これは、2 年間で習熟度がピーク に上がった段階で新人(当該社にとっての)と交代することになることを意味している 訳で、企業は常に大量の人員交代に備えて教育・研修プログラム作成、ラインの単純化、 ポカ除けの多用などで対応しなければならない。 図表Ⅲ-4-3 人事・労務管理上の課題と対応状況 課 題 ・人材の採用 -一般ワーカー 対応状況 ・貼り紙などで 10~20 倍集まる ・人材派遣会社に依頼 ・特定の学校から定期採用(技能工) 問題・留意点 ・通常、契約社員、派遣社員の 区別あり。契約社員は更新し て 2 年間迄。派遣社員は生産 ラインに入れない。3 ヵ月以 内に止めると礼金の 20%返 金 ・日本への研修生派遣会社の 研修生を大量に雇うと日本 と比較するので紛争のタネ となる。 ・中軸となっている日本研修 受講生も多い -中間管理職 (事務系、技術系) ・新聞募集 ・日本人の現地採用-生産管理、品質管 理、機械工場指導等(インドネシア語 話せる人がいる) ・日本研修受講生を継続採用 ・進出前に受け入れた研修生を活用 ・教育、研修、人材育 成 ・教育より OJT 重視 ・契約社員が入れ代わるので習熟を求 めないことを前提にして職能教科書、 導入教育を行う(SMT 操作なども) ・叱る時は全員を叱る。個人を叱った時 はフォローが必要、管理職は呼んで話 をする ・“6 つのあ”で指導、 “あきらめるな” が最重要(Ⅴ章参照) ・技術力あり、センスの良い者は学歴に 関係なく引き上げる ・華人クリスチャンは製造現場からは じかれがちなので、営業部門等特性を 生かして配置 ・正社員、契約社員、派遣社員を仕事量 ・安易に正社員にすると労働 者保護規定により安住する の繁閑、技能向上の必要性等を勘案し ・人事、査定 -39- 課 題 対応状況 問題・留意点 て配置 ・年 3 回、4 ヵ月毎に 2 人以上で部下を 採点し平均点を採る。(貢献度、技術 力、勤務態度、将来性) ・仕事のスピード、品質(不良率)、勤務態 度によって A~D 等級にランク付け し、ボーナスに反映させる ・社員のサブリーダークラスまで目標 管理を行い、リーダー、スーパーバイ ザー、マネージャー、工場長が順次査 察 ・離職率の低下 中間管理職(候補) ・日本研修後 2 年間はやめない約束 ・人事のマネージャーは、荷が重くてよ くやめるので、慎重に選ぶ ・安定した所得で諸手当 一般ワーカー ・労使関係 賃上げ ・イスラム教の宗教的 慣習を受け入れる ・家族的経営、社長は父親的にパーテ ィ、ピクニック、観光、日本人がインド ネシア語勉強 ・社長が 2 シフトの 8 時まで居て、一人 一人に声をかける。(ニコポン方式) ・労働法、慣行を反映した労働協約、就 業規則を作成し届け出る。 労働協約では医療保険、昼食・夜食支 給、交通費・通勤バス、作業服支給、技 術手当、日本研修手当、礼拝部屋設置 等について定め、就業規則では無断欠 勤に警告カード 3 回を出した後、解雇 等の罰則も定める。慣行としては女性 を汚れる仕事や力の要る仕事をさせ ない (夜勤は 2 週間交代等) ・基本は対話、月 1 回の話し合いなど ・苦情連絡ルート、相談ルート、Q&A 等 のフローチャートを作成して流れを 理解させる ・総額、アップ率を決めて査定により配 分 ・工業団地内は日系企業で賃上げ情報 交換 ・交渉好きなので一発回答はしない ・礼拝の制限や、宗教的休日の出勤を求 めない ・ラマダン明けに 7~9 日の休暇 ・ラマダン 2 週間前に 1 ヵ月分のボーナ ス支給 ・朝、昼、夕の礼拝は時間をずらしたり、 -40- ・日本人は表に出たくない、注 意したくない ・ストライキ、デモ多いが深刻 な問題はない ・組合参加率 40~60% ・政府 4~5 日要求 課 題 対応状況 問題・留意点 交代するなどして調整、人員に余裕も たせる 朝、夕は勤務時間内として認める。 ・社内に礼拝部屋を設ける ・重大変更に判断できる工場長(社長)が 必要なため残す ・日本人が居ると、納期、品質上安心し て発注してくるため、現場に 1 人は必 要 ・経理はローカルに任せにくい ・業種、業態により、最終的には工場長 又は営業等に 1 人残して運営 ・文句を言ったり、引き締める人が必要 ・人脈作りを財産とする ・日本人 (4)外注、購買上の課題と対応 高品質の原材料、半製品は、輸入に依存しているが、輸入原材料を加工したプレス部 品、プラスチック部品、機械加工部品などは、かなりベンダーが増えている。 大手企業を中心としたファミリー企業がセットで進出しているケースでは必要部品は ほとんど周辺工業団地内で調達可能としている。 また、サビ止め、板金、溶接、塗装などもグレードによっては外注可能だが、内製化 しているメーカーもある。大形金型のクロムメッキを行う日系企業も進出している。 自動車、二輪車向けアルミダイキャスト用金型メーカー、アルミグラビティ鋳造メーカ ーも根付いている。汎用的な電子部品及び材料は CEPT(共通実効特恵関税:Common Effective Preferential Tariff)スキームによって、マレーシア、シンガポールなどから低関 税で容易に輸入できるため、当面は輸入依存型が続くが四輪車、二輪車向け機械部品の現 地生産は日系企業を中心として拡大していくものと考えられる。問題は輸入通関に係わる 日常的な遅延、便宜供与への不透明な見返り要求への対応で、日系の乙仲業者へ任せる、 優良輸入企業指定を取得するなど現実的な対応のようである。 図表Ⅲ-4-4 外注、購買上の課題と対応状況 課 題 ・原材料・部品の現地 調達 対応状況 ・鋼材はローカルから購入 ・日系コイルセンター、プラスチックコ ンパウンド配合メーカーからの購入 ・サビ止め、クロムメッキ、板金、塗装な ど一部外注可能 ・工業団地内の日系部品メーカーからの 調達(ロットによる) -41- 問題・留意点 ・不良の原因となること多い ・原料は輸入 ・自動車向けは、指定あり 輸入 課 題 ・通関の円滑化 対応状況 ・韓国、台湾からの金型輸入、シンガポー ル、マレーシアからの電子部品輸入、中 国からアルミ材輸入 ・板金、プレス、塗装、金属製品(棚、台な ど)の内製化 ・優良輸入企業の指定を取得する ・日系乙仲に任せる ・Web で通関に関する Notice 注視 問題・留意点 ・賄賂要求が常態化 ・特急料金請求 ・税関土日休み、残業しない (5)資金調達上の課題と対応 最も大きな問題は初期投資資金の調達であるが、殆どの場合、日本の本社に依存してい る。ただ、資金回収を重視して、出資を少なく、貸付を多くしている例も少なくなく、円 高時の借入れで返済に追われている場合もある。 進出後の投資にはリース、自己資金の利用や運転資金の現地民間企業からの借入れなど、 資金調達ルートが多様化しており、業績の好調な企業では特に大きな問題はない。 図表Ⅲ-4-5 資金調達上の課題と対応状況 課 題 ・投資、運転資金調達 対応状況 ・本社からの借入(年 1 回、業績に応じて 返済) ・資本金少なく、借入を多くしてスター トしたが過小資本の指摘あり、借入を 資本金に組み入れ ・3 年以上、自由に設定できる設備リー スの利用 ・自己資金で再投資 問題・留意点 ・円高時の借入、返済苦しい 6)生産管理上の課題と対応 一般的に、現地への技術移転を進める際に、本社派遣の日本人技術者による OJT 指導 を充分な派遣人数によって一気に短期間で行なうことが理想である。しかし、中小企業に おいては、本社の予算不足、技術者人員不足により、現地法人への派遣人員がままならず、 現地法人の派遣要望が取り入れられないまま、固有技術の移転がなかなか進まないケース も多く見られる。JODC の専門家派遣事業を活用し、できる限りこの問題を解決しようと する企業は少なくない。 <固有技術について> 生産システムは生産設計、製造システム、生産管理から構成され、製品が一品生産型か -42- 量産品か、量産品の中でも部品加工型かアセンブリー型かによって、技術移転の重点、難 易が異なってくる。 ① 一品生産型製品の場合は生産設計のノウハウが重要で、その移転は容易ではないが 図面に基づいた加工データの作成、入力においては CAD/CAM システムの果たす役割 は大きい。 この場合、素質のある人材を選び、日本での研修を含めて基礎教育を集中して行えば 一定の成果が期待できる。それでも、図面ミス、加工ミスは避けられないため、設計人 員が加工現場を良く知るよう OJT が必要である。また、生産管理面では納期管理が焦 点となる。納期管理を適切に行うためには、設計、機械、工程、技能など工場全体の能 力を把握しておかなければならず、経験の蓄積が必要である。これらの技術移転はいず れも容易ではないが、いくつかの機械系企業で根付きつつあることが確認された。この ケースに該当する代表的産業は金型産業である。 ② 量産型製品の場合は、金属プレス・切削加工部品、プラスチック射出成形品などの 部品加工型と電子部品、ワイヤーハーネスなどに見られるアセンブリー型に大別される。 これらの製品では製造システム、設備管理が重要となる。 部品加工型では自動機械を使用する場合が多く、SMT(表面実装)機、プレス機、 プラスチック成形機を女性契約社員が操作するなど、機械操作技術の移転は難しくはな い。問題はダイ、金型、機械の保守不良などで後工程の工数増大を招いているケースが 見られ、メンテナンス体制の改善が課題となっている。 アセンブリー型量産品の場合は、まず、不良率を低水準に抑えるため、製造システム、 設備管理システムが確立された成熟した製品を移転対象に選ぶ。その上で一般論として 習熟を必要としないように、ラインをシンプル化し、ポカ除けを多用することが、よく 見られる対応である。インドネシア特有の契約社員制度は大量の人員が交代するので、 契約期間が切れる 2~3 週間前より訓練する研修プログラムを備えなければならない。 図表Ⅲ-4-6 固有技術の移転上の課題と対応状況 課 題 ・設計図、加工データ 作成 ・機械加工技術の移転 対応状況 ・優れたリーダーを選び、CAD/CAM の 基礎教育を行う ・2 次元 CAD を 3 次元 CAD 化し、図面 ミス、加工ミスを減らす ・金型設計人員を組み付け、テスト打ち に立ち合わせ、ノウハウを体得させる ・レイヤー別作図、色分け、注意書き入 れ ・ライフサイクルの長い成熟した低価格 製品の移転から始める -43- 問題・留意点 課 題 ・組立 対応状況 問題・留意点 ・ラインのシンプル化、ポカ除け、セル 方式の導入 ・初期には汎用機械で木を加工して指導 ・新製品の開発受注、新しい設備利用に 際して顧客側又は日系企業に指導、研 修依頼 ・SMT(表面実装)、インサートマシン等 のオペレーターに女性を配置 ・契約期間の切れる人員に対し、2~3 週 間前からオーバーラップして訓練、 インドネシア語のマニュアル(各種 15 冊~)使用 ・契約社員の入れ代わり対策 でもある ・工業系学卒、普通校卒に差少 ない <管理技術について> ① 品質管理の基本は、不良原因の究明―解決策―目標設定―達成評価を日常的に根気 よく継続していくことに尽きるといわれる。加工、組立、QC 部門から不良発生記録を 継続的に提出させ、これに基づいて原因を究明し、改善策を議論し、実行するプロセス が機能している企業は業績も良く、逆に生産の急増で問題の噴出している企業では対応 に手間取り、業績が悪化している。一品生産型企業では、失敗原因を繰返し説明して納 得させる努力が続けられ、量産型企業では大手企業のノウハウを持つ社長(工場長)の 指導で“見える化”、 “QC7つの道具”、“だれいつ表”、“移動シート”、 “社内カンバン 方式“などのツールを用いて成果を挙げている。前項でも述べたが、ラインのシンプル 化、ポカ除けの多用は習熟を求めず品質を維持するための量産型企業での対応でもある。 ② 輸入原材料費の高騰、最低賃金の引上げ、中国コスト基準など、中小企業経営者は 一層のコスト低減を迫られている。二輪車関連の部品メーカーでは、現在より 20%の コスト低減を達成しなければならないという考えが聞かれた。特に量産型企業では、低 賃金に依存して、かなりの工数をかけている工程の合理化、スピードアップによる工数 低減に取組まざるを得なくなる。不良率低下、在庫コスト削減並びに間接部門の合理化 などと合わせ、次第にトータルクオリティ管理が指向されてくる。 図表Ⅲ-4-7 管理技術上の課題と対応状況 課 ・生産計画 ・品質管理 題 対応状況 ・MRP(資材所要量計画:Materials Requirement Planning)システム導入 ・量産品の計数にロボットの導入検討 ・ピーク時のロングシフト( 12 時間) ・5S・・・写真で他部門の実施状況を見 せる。朝、サブリーダー中心にモップ -44- 問題・留意点 ・3 ヵ月間位なら受け入れられ る ・定着には半年位かかる 課 題 ・設備保全 ・在庫管理 ・工程管理、在庫管理 ・コストダウン原価管 理 対応状況 かけ ・標準、生産性、教育内容を絵で示す。 図、写真、ラベルを使って加工の良/ 不良、整理の良/不良、機械の運転中 /停止中などを“見える化” ・作業状況をビデオで撮り、比較させ、 実行させて良い方法を標準とする ・加工、組立、QC 部門から不良発生記 録を出させ、残す。(“だれ-いつ表) ・課題-方針-不良原因-対策を月 1 回 発表させる。意見を言える場を作る。 ・大手企業と交流 ・“ホーレンソウ”を強制 ・作業指示・・・「何時までに何個、この品 質で」というように具体的指示を出す ・“横串活動”(トータルクオリティ)の 導入検討 ・世界同一品質でレベル下げない ・失敗原因を全員に繰り返し説明する ・顧客の指導を受け、課題を指摘しても らう ・ISO 認証取得に取組む ・機械を使う業種は自社内にメンテナン ス体制を作る ・ビットの簡単な再研磨 ・ツールプリセッタで専門員が設置測定 ・品質問題で生産が中断しないよう在庫 を持つ ・先入れ、先出し、カンバン方式に着手 ・段取り専門職の配置 ・セル方式の採用 ・1 個流しによる工程在庫排除、工程検 査の精度向上 ・残業、休日出勤による短納期対応 ・残業→2~3 交代制 ・経費節減 -省エネ型蛍光灯、点灯間引き、固定 電話へ切換え -受注、納期、在庫等の連絡を密にし て、納期遅れ、材料不足による航空貨 物料金削減 ・依存度の高い顧客が工数基準値を定め るため、スピードを上げるしかない ・人員、工程の合理化、自動化に徐々に 取組む -45- 問題・留意点 ・顧客による抜取り検査あり ・工具の精密測定 ・初期は目標管理の設定難し い ・ラインバランス、工程短縮、 人員、工数低減 ・材料費比率高いが、材料費は 下げる余地少ない ・二輪車メーカーは中国コス ト基準、現状より△20%必要 ・機械加工の場合、日本の 1.5 倍の工数がかかっている 第Ⅳ章 インドネシア進出日系中小製造業の取組み インドネシアでは第 V 章の成功事例企業 A 社の他に 8 社の日系中小製造業企業を訪問し、 経営課題と対応策についてヒアリング調査を実施した。特徴的な対応事例を以下にまとめ た。なお、例示会社の概要説明は(主力製品、従業員数、資本金)を示している。 1.経営管理上の課題への対応事例 (1)専門アウトソーシングを活用して経営管理部門の人員不足に対応している。 I 社(配線部品、115 人、80 万ドル) 同社の経営管理部門は数人で担当し、日本人は一人である。一方、外資が一株以上所有 している場合は、外部監査が義務付けられている状況にある。監査法人、経営コンサルタ ント会社は、設立手続き、ライセンス取得、税務会計、ビザ取得(ビジネスビザでは不適 切で仮労働許可、兼務禁止などの規定がある) 、帳簿付け、税務申告代行、VAT の還付申 請準備、法人税の還付請求、ロイヤルティ、技術支援支払い、本社との契約書作成、連結 資料作成、日本人個人所得税、退職金、功労金、移転価格、撤退処理などの問題について、 インドネシアの法制度に即した業務代行及び支援、情報提供、トラブルの予防コンサルテ ィングなどの支援サービスを行っている。 I 社では日系経営コンサルタント会社に財務諸表の作成を委託しているが、付随サービ スとして、税務、労務等に関する現地新聞の翻訳ニュースを毎日送信してもらい、税法、 労働法等の動きを把握している。 このほか、空いた時間を利用して、工業団地内日系企業の月1回の情報交換会で昇給時、 ボーナス支給時の平均的水準を知ることができ、又、勤務態度の悪い労働者の処遇方法等、 共通の問題について、相談し合えることが労務管理に大きく役立っているという。 このように専門アウトソーシングを活用することにより、より専門性を帯びた業務サービ スを享受する一方、自社の限られた人材を経営管理業務に専念させている。 (2)経営管理ソフトを活用して事務管理業務の効率化に対応している。 ① G 社(ローラー研磨、メッキ及び表面処理、87 人、420 万ドル) 初期には、コンピューターが全く利用されておらず、従業員のコンピューター知識、経 験も皆無であったが、ネットワーク型コンピューターシステムを構築して業務改善、生産 性向上に大きな成果をあげた。しかし、全社的に見ると、重複や無駄な事務作業がかなり 多いため、次の段階で ERP(エンタープライズ・リソーシーズ・プランニング;統合基 幹業務管理ソフト)による管理業務の一元化に挑戦したが、購入したパッケージは米国製 で英文マニュアルである上、現地社員のコンピューター知識、業務知識が相応の水準でな -46- ければならなかったため、使いこなすまでには至らなかった。 個別システム別に見ると、会計・財務システムはほぼ目標水準に達したが、現金・預金 出納表発行、予算実績対比管理システムは課題を残した。人事・総務システムは、法律の 複雑さから、残業代の自動計算と有給休暇の自動管理がネックとなった。営業管理、購買 管理システムは目標水準に達した。工程管理システムは、一品料理型の業態では高度なカ スタマイズが必要なため、フローチャート作成までに留まっている。 その後、新規のソフトウェアを導入して更に水準を高めた結果、工程管理システムを除 き、ほぼ満足しうる成果を得ている。 (3)経営判断により他の産業に事業を方向転換させて市場変化に対応している。 C 社(二輪車金属部品加工、120 人、100 万ドル) それまでの事業領域に新事業を加えて多角化という経営判断によって二輪車部品事業 に参入し、仕事量を増加させた。設立当初は繊維機械の需要を見込んでいたが、中国製繊 維製品の流入で、大手繊維メーカーが打撃を受け、仕事量が減少した。一方、他の業界と なる二輪車産業では増産に入っていたため、受注可能な製品を聞きまわり、探し続けてい た結果、日系メーカーの二輪車用機械部品(ギア、シャフト等)の受注に成功した。以後、 経営判断により仕事量の拡大と設備増強を進め、売上高の 50%以上を占める主力事業に変 わってしまった。この部品の加工は簡単だが、数量の多い量産品で、従来の設備では対応 できないため、NC 自動機を大量に導入、設備稼働率を上げるため 3 シフト制とし、契約 社員をオペレーターとして採用配置して、コスト低減を図った。 二輪車メーカーのコスト低減要求は厳しいため、現在 JODC 専門家を受け入れて不良 率の低減に努めている。又、カウンター付ロボットの導入により、正確な数量管理を行う ことを計画している。 2.販売管理上の課題への対応事例 (1)受注単価の改正を客先の協力を得て実施し、適正価格化で赤字改善を促進している。 D 社(アルミ鋳造部品及びダイキャスト部品、250 人、200 万ドル) 受注単価を改正し、業績を向上させた。アジア通貨危機の 2 年後、業績は大幅な赤字 となったが、その原因を分析すると受注単価が不当に低かったことが判明した。社長は以 前の購買経験を生かし、四輪車メーカーとの交渉で協力を獲得し、受注価格を改正した。 その時点で輸入した場合は、日本のコストを 100 として、輸送費、管理費を含め 120 に なるが、これを現地生産によって 105 以下として欲しいという要請があり合意した。結 果として、赤字改善が促進された。ただし、最近は、二輪車用部品の場合、日本のコスト 基準ではなく、中国コストが基準となり、さらにコストダウンが必要となる状況におかれ、 更なる対応が迫られている。 -47- (2)需要の変化に対応して販売先を転換して業績を向上させている。 ① B 社(基板実装及び組立、1400 人、350 万ドル) AV 機器メーカーに随伴して進出後、一時、同じ産業の VTR メーカーへの販売先拡大 を進めて売上を伸ばしてきたが、近年これら顧客の生産規模の縮小、あるいは他国への 製造拠点移転などがあり、販売量、販売先数が減少していった。しかし、同社が持つ独 自技術と設備は他の産業界にも通用するものだった。他の産業界への積極的な販売を進 め、生産プリンターメーカー、薄型テレビメーカー、楽器メーカー向けの基板製造の受 注を次々と獲得し、客先とその需要の変化に対応し、現在に至っている。これは、あら ゆる電子機器に必要な基板を製品としている強みと共に、高い品質水準、多様な SMT(表 面実装技術)を装備した独自設備による量産能力、安定した労使関係等が顧客に信頼感 を与えているためである。今後は DVD 向けの需要が拓けるものと期待している。 ② D 社(鋳造部品、250 人、200 万ドル) 四輪車用の売上げ減少を補うため、日系二輪車メーカーを開拓、二輪車メーカーの増産 体制に対応して売上を増加させた。金型グラビティ鋳造のメーカーが他にほとんど無いこ と、柔軟な仕様変更要望に対応できる顧客隣接のメリット等自社の好条件を十分に生かし ている。最近、二輪車用小物ダイキャスト製品の受注にも成功、2005 年の売上高は 1999 年に比べ 9 倍に拡大した。鋳造機械設備を導入し、ダイキャスト分野への多角化も目指し ている。 3.人事・労務管理上の課題への対応事例 (1)基礎訓練をはじめ、熟練工、中間管理職人材の育成に成果を挙げた。 ① C 社(繊維・二輪車関連金属部品加工、120 人、100 万ドル) 金属加工機械の基本操作技術に関連した基礎訓練が奏効し、経験 10 年の熟練工が育っ ている。同社の得意とする繊維機械は機械の基本的要素技術を多く含んでいる為、機械産 業発展の母体となった事例が多い。同社は現地工場に汎用の旋盤、ボール盤、フライス盤 等を導入し、木材を使った加工訓練など、職業訓練所的な基礎教育から始めた。 又、棒鋼の切断-面取り-溶接など工程を重ねて作業させるなど、興味を持たせるよう に指導した。これらの技能工は工業高校卒で鉄材を使った一品料理的物造りに強い興味を 持っていることが分かった。この結果、退職者は無く、マネージャー、サブマネージャー クラスが熟練工で占められるようになった。その機械加工技術は他の産業用機械の製作に も応用が可能であり、業際を越えて新製品の生産、あるいは新分野の産業向け製造用機 械・周辺器具等の製作などに事業領域を拡大するのに役立っている。 -48- ② D 社(アルミ鋳造部品及びダイキャスト部品、250 人、200 万ドル) 中核的技術人材の早期採用が功を奏した。NGO 組織による日本での人材育成プログラ ムに参加したインドネシア人を 8 人程度採用し、日本の自社工場で技術習得をさせた。 この人材が現在会社の中で活躍しており、成功要因となっている。 ③ H 社(コンプレッサー金属プレス部品、350 人、150 万ドル) 管理・監督者の育成を見直し、強化する。二輪、自動車向け部品に主力をおいて売上げ を大幅に伸ばしてきた。2005 年は前年比 2 倍強の売上げとなったが、依然として利益面 は苦しい状況にある。急激な設備拡張のため、経営管理面で追いついて行けず、体制立て 直しを急いでいる。 具体的には、これまでの人材育成体制を大幅に見直し、15 人を選定してチーフクラス に任命し、基本的な物造り、コスト、品質管理の考え方から、マネージメント教育まで重 点的に集中して研修する計画の準備に入った。2006 年は生産が倍増するため、早急にプ ログラムを作成する必要に迫られている。 (2) 良好な労使関係の維持、従業員モラールの向上に注力している。 ① B 社(基板実装及び組立、1400 人、350 万ドル) 対話を基本として良好な労使関係を維持している。かつて労働協約不履行で訴えられ たことがあった。原因は、作業服年間 2 着支給が、1 回しか支給されない、生理休暇を月 1 回与えるのが、要求があったものにしか与えない、交通費支給とあるが、バスがポイン トまで来るだけで支給されていない等、些細な項目であった。 当初、会社側が強硬に出たため関係が悪化、人を代えて交渉した結果、9 項目中 3 項目 を受け入れて和解、但し、主導者は 3 倍の退職金を支払って解雇した(この間、労働局 への根回し) 。この事件を契機として、月 1 回、労使対話の集まりを催し、対等な立場で 意見交換している。 このような会議で出された要求を受け入れて改正した事項の多くは、以下のような福 利厚生に関するものである。 ○医療費は会社負担であるが、掛け金の高い保険会社に加入 ○昼、夜の給食の質向上 ○通勤バスの増加、ポイントまでの交通費支給 ○礼拝場所の拡張 ○礼拝時間を勤務時間に含める 給与は年末に政府が定める最低賃金にプラスαをして基本給を定め、これに役職、特 殊作業、深夜警備、通勤手当が加わる。福利厚生費を含めると、会社側は給与×1.6 倍の 負担となっている。 -49- ② G 社(ローラー研磨及びクロムメッキ、87 人、420 万ドル) 経済的刺激策の導入で従業員のモラール向上を図った。修理・機械加工分野では充分な 技術を持つ熟練工が必要である。熟練工へのニーズが高い当国でのジョブホッピングはめ ずらしいものではないため、規定のボーナスのほか、3 ヵ月単位で利益の一部を還元する 刺激策を導入し、モラールを高めるよう配慮している。 4.生産管理上の課題への対応事例 <固有技術面> (1)時間を要する設計上の課題を新規設計設備の導入により対応させている。 G 社(ローラー研磨及びクロムメッキ、87 人、420 万ドル) CAD による修理部品図、工程図作成管理に取り組んでいる同社は、連続製造ラインに よる工程ではなく、同社の技術者の持つ固有技術によるジョブショップ型が採用されてい る。独自の固有技術を反映させた設計図の作成が重要となり、この設計管理には、JODC の派遣専門家の指導により、時間短縮を目的とした CAD 設備の導入がなされた。これに よって図面作成体制が確立され、結果として、図面作成時間の短縮に効果を上げている。 以降の製造工程にも時間短縮の効果が波及し、顧客の要望する短納期を実現できている。 <管理技術面> (2)生産管理、設備管理の改善に取組んでいる。 ① G 社(ローラー研磨及びクロムメッキ、87 人、420 万ドル) JODC 専門家の指導により、機械加工の品質向上及び工程、納期管理体制の改善を行 った。修理事業は、作業内容が多様で、工程の標準化、効率化が難しく、そのうえ、技 術者の熟練技能と応用技能が不足し、品質、納期面の問題が発生していた。このため、 手を付けやすい生産・設備管理の標準化、個人の機械加工技術の向上に取組んだ。 生産管理システムの標準化では、社内工程を明示したフローチャートを作成、工程負 荷及び作業予定を考慮して納期を設定するようにした。この結果、生産性が向上し、不良 が激減した。納期は読み違いで実際との差が大きいものの、納期遅延率は 20%→9%へ半 減した。 設備管理システムでは、管理項目を設定した点検記録票、問題に対処した設備管理記 録票の運用が成果をあげた。機械加工技術の向上策として、機械の送り誤差計測に機器を 併用、JIS 規格による図面の読み方、周速度の選択、送り速度の設定方法を指導し、機械 操作技能向上が得られた。 -50- (3)品質意識の向上、高い品質水準を目指し、新人教育と管理手法を駆使している。 ① B 社(基板実装及び組立、1,400 人、350 万ドル) 同社では、契約社員制度でワーカーが次々と入れ代わる条件の中でも、世界同一品質 を維持している。インドネシアの労働法では、正社員は高い退職金など法令で優遇され ているので、雇用者は社員を増やしたがらない傾向にある。一方、契約社員制度では、 そのような優遇規定はないが、二度目の契約更改をする時には、社員として雇用するか、 雇用停止するしかなく、将来同じ労働者を再雇用することは出来ない。これは、政府が 雇用機会の増大、社員としての雇用拡大を促進しようと意図したものであるが、雇用側 にとっては、最長 2 年間で新人に入れ代わることが繰り返されることを意味している。 失業率が高いため、応募者に困ることは無く、賃金の上昇は抑えられるが、熟練技能を 期待することは出来ない。 このため、40 時間の新人導入教育を行う、 “改善”の訓練を 2~3 回行ってラインに投 入、日本では 1 人 20 個作る所を 5 個として、機械、人数を増やすことで習熟を必要とし ないようにしている。 管理手法としては、経理、購買などのサービス部門も含めて“横串活動”(トータルク オリティ)を行って日本と同じ不良率を達成している。このほか、受注、出荷から原価 計算までのトータル管理を生産管理から開始、目で見える在庫管理の工夫などにも積極 的に取組んでいる。 また、中堅幹部の育成も重要であるため、幹部候補としてバンドン工科大学より毎年 10 名を採用し、中核的人材の育成を行っている。 ② E 社(プリンター用ゴム部品、540 人、250 万ドル) 忍耐強く、木目細かな指導で品質意識が根付いた。社長は従業員指導の心構えとして“6 つのあ”と“声の掛け方”に留意している。 “6つの「あ」” “6つの「あ」”のうち、“あきらめるな”が最も大事であると ・あきらめるな いう。声の掛け方は、 “ほめる”ことと“わかるだろう” 、 ・あてにするな 遅刻者には“朝から探していたよ”というような気配りが ・あなどるな 自覚を高めるのに有効であると考えている。 ・あせるな ・あわてるな 具体的な品質意識向上等の例としては、以下のような方法が ・あたまにくるな 効果的と指摘された。 ○ 目標 10%UP と定めただけでは対策が出てこないので、改善チームを編成し例えば、 3 人の作業をビデオに撮り、比較、評価させた上で、良い作業方法を相談して決めさ -51- せ、やってみた上で標準とするなどの具体的な方法を用いている。 ○ 標準、生産性、教育に関する事項は、図表や絵にしてなじませる。 ○“ホウレンソウ「報・連・相」”を強制し、月 1 回発表させる。インドネシア人は自 分の意見を言わない性質があるため、NG ミーティングなどの場を設けて発言させる。 ○ 職場の不満を改善するため、苦情連絡ルート、相談ルート、Q&A フローチャート 等を作らせる。 以上を含めた努力により、外部審査会社に品質評価を依頼したところ、合格点を得た という。 ③ I 社(配線部品、115 人、80 万ドル) “見える化” 、“誰、いつ表”を活用して、品質意識を向上させている。 細かい作業が多いので、不良を出さないよう図面と作業方法、不良/良の識別図、部品 箱の配置・置き方、機械の稼動中/停止中の表示を、ラベル、写真、図面等を使って見せ ている。又、不良の発生源を特定するため、変化を見つけた段階で記録を残す指導を徹底 している。時には顧客に指導を依頼することもあり、指摘された改善項目への取組みが真 剣さを増す効果もある。 (4)生産性向上、コストダウンに成果を挙げた。 ① E 社(プリンター用ゴム部品、540 人、250 万ドル) 徹底したコスト削減を行い、業績を急回復させた。 前社長がタイ現法と兼務の上、病気のために不在期間が重なり、ローカル化状態の1 年半位の間に業績が悪化、2004 年 1~5 月は赤字となったが、現社長の着任で徹底したコ スト削減を行い、6 月以降は再び黒字に転換、2005 年は生産量は変わらないが売上高は 20%増加した。 黒字転換の要因は、徹底した無駄の排除、 “ホウレンソウ”報告・連絡・相談の強制、 “課 題化”によって意識改革を進め、コスト削減を実現した点にある。 ○ 3 交代制を導入し、残業が出来ないようにして残業代 70%減(インドネシアは残業 代の割増率が異常に高い) ○ 受注-生産能力-在庫-工程間のコミュニケーションを改善して、納期遅れ、材料 不足による航空運賃削減。先入れ先出し、一部でカンバン方式も導入。 ○ 電灯間引きによる電気料金 20%減 16%減 ○ 省エネ蛍光灯採用による電気料金 ○ 携帯電話を固定電話に切り替え ○ 親会社へのロイヤリティ 5%→3% ○ NG ミーティングで不良原因-対策-報告-評価を恒常化し不良率 6~7%→3.5% これらの対応により販売経費が減り、損益分岐点が 15%低下した。 -52- ② J 社(プリンター及びカーステレオのメカニズム、2,600 人、100 万ドル) コンベア組立生産から流れ作業のセル方式に変え、工数を低減した。 プリンター、AV 機器等のメカニズム組立作業をスピードアップするため、顧客の推奨 でセル方式を恐る恐る導入した。当初は完成品組立を目指したが無理であることが分かり、 ラインを簡素化して、1工程 1 分位、1 人 10 点持ちとする流れ作業方式とした。 ライン下にコンベアを配置して部品を供給し、隣から取った半製品に目の前の部品を取 り付け次へ送る。作業は立ち作業でワーカーの間隔は狭める。部品は工業団地内に集積し たベンダーから 2 時間ごとに納入され、ラインに供給される。現在は全ラインをセル方式 として工数の 10%削減に成功している。 ③ J 社(プリンター及びカーステレオのメカニズム、2,600 人、100 万ドル) 雇用形態に応じてワーカーの指導、査定を行っている。 正社員 500~600 人、契約社員 2,000~2,500 人に加え、生産ライン以外の運転手、警 備員、清掃員、食堂関係などの派遣社員という混合した雇用形態で操業している。 こうした中での生産管理、指導、査定をどのように行っているか興味があるが、同社 の場合は正社員にはサブ・リーダークラスまで目標管理を徹底しており、その上のリー ダー、スーパーバイザー、マネージャー、工場長の順で部下を査定する仕組みを確立し ている。 契約社員の入れ代わりが多いため、新入りがあるとライン毎に生産数量等の目標設定を 行う。5S には力を入れており、サブリーダーや時にはリーダーにも朝 30 分~1 時間のモ ップ掛けを行わせ、あるいは優良な他部の現況写真を見せてチーム同士を競争させている。 一般的に、一定水準の 5S 意識が浸透するのに半年位かかっている。 一方、契約社員は技能水準がピークとなった時点(2 年)で退職となる場合がほとんど であるため、絶えずワーカーが代わることを前提として教育、訓練計画、工程を組まなけ ればならない。教育、訓練は入れ代わる 2~3 週間前から新規採用者を対象に開始し、15 種に及ぶインドネシア語の作業マニュアルが使用される。また、ラインの工程は単純化さ れると共に、ネジ締め数に応じてランプが消える、部品組み付けを忘れるとブザーが鳴る などの作業者の作業手順が間違えると警告する装置が付けられている、このようなポカ除 け装置が作業工程の随所に多用されている。 -53- 第Ⅴ章 インドネシアにおける成功企業事例 第Ⅲ章の JODC のアンケート調査において、満足している企業の外部要因では「当国国 内需要」の好調さがあげられ、A 社も二輪・自動車産業関連市場の好調な波に乗っている。 企業内部の要因として「現地日系顧客の増加」、「人材育成」、「設備改善・更新」、「生産能 力増強」、 「設備稼働率向上」が挙げられているが、A 社もまったく同じ要因が見られ、その 内容を以下に記述している。成果があった問題解決策では「品質・技術の向上策」が上位 に挙げられ、A 社でも高品質主義を維持するための技術向上に努力している点が記述されて いる。 1.A社の会社概要、進出経緯および経営状況 (1)A 社の概要 A社は 2002 年 5 月に設立され、同年 10 月新工場が完成。アルミダイキャスト金型、 成形金型を製作。 資本金 :US$800,000 親会社 :三重県本社。金型製作・販売 従業員数:72 人 主要製品:二輪車、自動車向け金型生産、金型修理 (2)進出経緯 A 社の日本本社は、1997 年に既にタイに現地法人を設立している。その際に、進出候 補国にタイとインドネシアを挙げ、両国について事前に市場調査をしていた。この調査で、 インドネシアでは二輪車市場が拡大途中にあることが判っていた。又、日本国内取引先の メーカーが、早い時期にインドネシアへ進出し、同国市場の魅力について情報を日本本社 に伝えていた。 具体的なインドネシア進出計画は、その日本国内での本社取引先のメーカーからの合弁 形態での進出申し出から始まった。しかし、その当時、タイへの企業進出準備と時期が重 なったこともあり、資金面・人材不足の両面から、2 ヵ国同時の海外進出はあまりにも負 担が大きいと感じていた。加えて、1997 年 7 月にアジア通貨危機が発生し、インドネシ アへの合弁形態による進出計画を持ち出してきた日本国内取引先メーカーからは「完全に 計画は断念」と伝えられた。しかしながら、長期的事業発展の方向性をグローバルネット ワークの組織構築と考える A 社の日本本社社長は、これまでインドネシアの事前調査を 行ない、練り上げてきた進出計画を自分たちだけでも進めたい、という気持ちを持ち始め ていた。 -54- その後、インドネシア経済は回復基調を着実に辿り始める、一方、タイでも経済は回復 の方向を辿り、A 社のタイ現地法人工場も順調に立ち上がり、資金面、人員面で余裕が生 まれた。これを好機と判断した日本本社社長は、再度インドネシアへの進出調査を実施す ることを決定した。日本本社から役員をインドネシアに派遣し、情報収集並びに自動車メ ーカー、同部品メーカー等の現地企業の訪問等実態調査を通じて、金型市場の動向、顧客 の動向、自社製品の需要、自社製品との競合等詳細な市場情報を入念に確認した。この結 果、現地日系大手メーカー側が、金型企業の直接進出に歓迎の意向を持っていることが判 明し、インドネシアへの工場進出を決断した。 進出理由を要約すると、以下のようになる。 ○ インドネシアの二輪車市場が大きく成長の途中にある ○ 金型分野で自社と競合する日系企業が現地に未だ進出していないため、先行利得が 期待できる ○ 同国の日系二輪・自動車会社とは日本国内で何らかの取引があり、同国でも取引が 結べる可能性が大きい ○ 1997 年にタイへ進出し、順調に推移していたことから、その経験をインドネシアで 生かせる (3)操業準備と操業後の運営状況 ① 操業準備 インドネシアへの進出は、単独(独資)進出となっているが、本社幹部(現地責任者) 1 名が会社設立のためインドネシアへ 2001 年 10 月から 2002 年 7 月まで月 1 回のペー スで出張して工場用地の契約、設立申請等の手続き、社員の確保、工場建設等の設立準 備を行なうと共に、出張の合間を利用して日本へ留学中のインドネシア人教授からイン ドネシア語のレッスンを受ける一方、同教授からバンドン工科大の教授を紹介され、出 張の機会に面接し、紹介された学生の中から工学部出身の優秀な生徒 3 名を採用した。 その内 2 名を将来の幹部候補として日本本社へ 2 年間の研修に出す等の準備も行った。 また 1998 年から将来のインドネシア進出に備えインドネシア人の日本での研修制度 (IMM JAPAN: Association for International Manpower Development of Medium and Small Enterprises, Japan: (財)中小企業国際人材育成事業団)を利用して 3 名の研 修生を受け入れ、3 年間の研修を行い、2001 年からインドネシアの他の日系製造業メ ーカーに預かってもらい、創業前に実技訓練と日系企業での業務上の慣習を研修させて いた。 日本本社と現地法人との仕事のやりとりで重要な共通の作業手順、作業規則、図面設 -55- 計規則、図面読み取り、機械設備能力、機械設備操作等、日本本社の求める仕事感覚を 養う上で非常に大きな第一歩になった。 さらに、インドネシアの工場の引渡し前に、数学、図形読取等基礎知識を基にした採 用試験を実施して一般従業員 10 名を採用した。同年 9 月に工場が完成、同年 10 月に引 渡しがあり、金型製造の業務許可証をインドネシア政府から受け、11 月に操業を開始 している(注*)。 (注*)投資認可申請、会社設立登記、外国人雇用の認可申請、資器材輸入許可申請、立地許可申請、 建設許可申請、建設報告、商業生産開始までの諸手続きについては、アセアン・ジャパンセ ンターHP 内投資情報を参照、又、同機関およびインドネシア共和国投資調整庁発行「インド ネシア投資ガイド」を参照。 ② 操業後の運営状況 インドネシア工場では、本格的な操業開始前に組織をととのえ、現地従業員の基礎レ ベルを本格的な実務レベルにまで引き上げるまで実技訓練を徹底した。先ず1ヵ月の実 技研修後、金型の修理、改造や補修用部品の注文をもらい、部品加工製作といった補修 維持向けの仕事から着手した。そして 2001 年 10 月、従業員 20 名で会社が発足し、制 作活動と受注活動を開始した。その後 6 ヵ月間は受注が充分に取れない状態が続いたが、 加工技術の実技訓練は継続して行なっていた。何をおいても現地社員の技術向上こそが この進出の成否を決定付けるものと考え、従業員を自社のタイ関連会社に出向させ、ト レーニングを受けさせた。 以後、同社社長が地道な訪問営業活動を展開する一方、同社の金型の修理、改造技術 や補修用部品の加工、製作への評価が、徐々に現地日系二輪・自動車関連製造業界に広 がっていった。本業である二輪・自動車部品製作用のアルミダイキャスト用金型設計・製 作の受注については、日本でも取引があった X 社の現地二輪メーカーと関連業界から二 次下請けとしての受注から始まり、仕事量も増加していった。 現在、同社が製造する金型の種類は、アルミダイキャスト用金型と射出成型用金型で あり、同社の操業度は当初の 60%から大幅に改善している。現在の従業員は 20 名から 72 名に拡大している。 ③ 運営管理部門の状況 2001 年以降、A 社製品評価が広まっていない操業開始当初は、二輪車メーカーから の受注は直接ではなく、日系自動車部品企業の下請けからであった。しかし、その後、 早期黒字転換を目指して、日系メーカーから直接、間接の受注量を増やし、工場稼働率 も向上させていった。 2003 年は第二期となり、受注量増加に対応して本格的な生産体制を敷くことになっ -56- た。QCD(Quality, Cost, Delivery:品質、コスト、納期)の厳しい要求をする当地の 日系企業の考え方を考慮して最新の機械設備を若干追加した。この最新の機械の導入に 際しては、操作する人材面で課題が出てくるが、日本と同じ製品づくりを可能にする機 械設備の導入を決定した。推測したとおり、従業員の技術レベルが低いため稼働率が上 がらないという問題が出てきた。結果として、2003 年は赤字計上であった。 2004 年は、生産規模を拡大しないと収支バランスが取れないことが判明した。年間 経費を超える売上金額が不足していた。生産機能面では高品質で生産効率の高い機械設 備が不足していることがわかった。低賃金の労働力を頼りにして設備導入を極力抑えて きたことが原因だった。設備の追加導入と人材確保を決定すると共に、売上価格と素材、 人件費、工具代にいたるまでの経費の明細記録を金型製品単位につけさせ、利益創出に 必要な売上高管理を社内全管理職に指示した。必要な売上高を毎月達成することで目標 とした利益を確保し、当初の事業方針であった「早期黒字転換」を達成するというもの である。この「売上・経費管理票」は、社長が直轄する購買・マーケティング課で統括 管理をし、各管理者へ売上達成状況と製作工程状況を通達している。 2005 年は、二輪・自動車業界の活況という外部要因も手伝って、事業規模拡大と積極 受注活動の効果が表れ、利益を伴う売上増加を達成し、ようやく経常利益黒字を計上し ている。 総務部門の詳細は、「購買・マーケティング部門の状況」、「経理・会計部門の状況」、 「人事部門の状況」、を参照。 2.A 社の経営機能の分析 A 社の企業経営、現在の経営状況を把握するために、以下主要な経営機能に関して調査・ 分析を行なった。 (1)事業方針 当初の事業方針としては、一番目に「早期黒字転換」、次に「高品質による顧客対応、 (日本と同等なサービスの提供)」である。 一番目の「早期黒字転換」は、初期段階で経営の安定化への基礎を築くことであった。 初期の黒字転換策は、単純に部品製作から金型製作によって製品群の拡大と売上点数を 増やすことで自然に黒字に転換すると考えていた。しかし、それだけでは、どれだけ売 上を上げれば黒字に転換するのか不明瞭であり、社員全員が売上を伸ばそうという意識 にも欠けていた。結果的に、数年を要することになった。黒字転換への過程は、管理部 門の機能の項目で説明する。 -57- 二番目の事業方針「高品質による顧客対応、 (日本と同等なサービスの提供)」は、こ の地インドネシアの多くの日系大手メーカーが求めている日本製品と同レベルの品質、 納期という要求に応えるためである。グローバリゼーションの進展と供に、中国からの 製品など競合製品の進出が多い今日、どの産業でも、大方の顧客メーカーは、自社の製 品の強みはメイド・イン・ジャパンの高品質にあると理解している。つまり、その品質 を確立するにはメイド・イン・ジャパンの品質と同レベルの部品を現地調達することを 理想としている。従って、事業方針を「高品質による顧客対応、(日本と同等なサービ スの提供)」として、顧客からの高い品質要求及び納期に対する信頼の獲得を念頭に置 いている。このための品質管理体制、納期管理体制については後述する。 現在、インドネシア国内販売が約 9 割、海外向け輸出(日本向け輸出含む)が 1 割の 販売割合であるが、この品質第一の事業方針は、着実にプラス効果を発揮し、米国等先 進国向けの輸出にも展望が開けてきている。 (2)組織構成 A 社は総勢 72 名であるが、本社へ研修で出向している 3 名、本社の仕事をしている バンドン支店(Bandung Branch)1 名(他 3 名はパートタイマー)などを除くと実質 68 人体制。社長の下に 4 部門があり、総務課長は社長が兼任、構想設計課は B 氏、製 造一課は C 氏、製造二課はインドネシア人の D 氏が課長として担当している。 〔総務課〕 総務課はⅰ)人事係、ⅱ)会計係、ⅲ)購買・マーケティング係、ⅳ)警備の 4 係で 構成し、それぞれ、人事係は職員 2 名と運転手 3 名、会計係は 2 名、購買・マーケテ ィング係は 2 名、警備担当は 8 名といった人員構成となっている。 〔構想設計課〕 構想設計課は 2 係構成で、構造設計係 7 名(そのうち 2 名が日本で研修中)、生産技 術係 5 名(1 名が日本で研修)となっている。 〔製造一課〕 製作部門は 2 課構成で、製造一課(加工・製作)には課長、スーパーバイザーの下 に製作(マシニング・センター)1 班(7 名)と、製作(マシニング・センター)2 班 (7 名)とがあり、2 交代で製作を担当。両班は 2 週間交代で昼・夜を交互に勤務する 体制。一週間交代だとワーカーの生活リズムが崩れ、体調を崩してしまった。製造一 課には、さらに手動機械班(人が付いて操作する旋盤、フライス盤、研削加工、NC 旋 盤等)にはAグル-プ 5 名、B グループ 4 名がいる。放電加工機班は 2 名で EDM(放 電加工機:Electric Discharge Machine)、ワイヤーカットによる精密加工を担当して -58- いる。すべての班が 2 週間交代で昼・夜を交互に勤務する体制を敷いている。 〔製造二課〕 製造二課は 3 班構成で、インドネシア人課長が責任者となり部品組立、仕上加工、 品質管理を担当。組立・仕上加工部門は、1 班 5 名と 2 班 4 名で構成し、品質管理班は 4 名の人員体制。昼勤 7 名、夜勤 3 名の体制で相互に調整しながら業務を行なう。品質 管理班は、課長自ら直接に管理を担当する。品質管理では、課長が常時注意を払って いるが、品質問題が生じた場合、製品への問題波及を止め、他の部門への影響阻止と 該当工程・前工程での原因追求、迅速な処置と対策の実施、さらに対策後のチェック など他部門と横断的なコミュニケーションを取るため、イニシアティブをとれる人材 を配置している。 V-2-1 図表 A 社組織図 A社組織図 代表取締役社長A 運営管理部門 設計部門 総務課(社長兼任) 製作部門 日本人B マネジャー 構想設計課 人事係 会計係 構造設計係 生産技術係 SV SV SV SV 1 1 SV 製作マシニングセン ター 1係 警備 3 8 購買・マーケティング係 SV 6名 1 チーム リーダー 製造二課(組立) 組立A 3(+1) 構造設計 運転手 製造一課(加工) 日本人C マネジャー 製作マシニングセン ター2課係 7 現地人 マネジャー 組立B チーム リーダー チーム リーダー 5 4 7 3(+2) 品質管理班 手動機械班 バンドン支店 (4) 15名 放電加工班 4 2 現地人 マネジャー グループ A グループ B 5 4 合計61名 26名 14名 (警備・運転手含め72名) (3)購買・マーケティング部門の状況 マーケティング・グループは、少人数、従業員 2 名が担当し、社長から担当者への限 定的権限委譲と組み合わせたインセンティブ制度の適用が効果を上げている。当初、社 長が主に日系企業とのコネクション作りを行っていたが、顧客先担当者も現地人が対応 -59- するようになり、現地人同士の方が情報のやり取りが効率的になってきている。徐々に、 この 2 名に仕事の話をはじめさまざまな情報が入って来るようになっている。販売では、 自社の見積価格に一定の値引き率の範囲を決め、その範囲以内で価格決定権を与えてい る。社員がその範囲以内で受注した場合、担当者の業績評価に必ず反映させることによ り、営業活動は意欲的になり、活発化している。 最近では、価格交渉に積極的に対応し、受注を取る方針に変更した。その理由は、 ⅰ)充実した設備に対して受注量を増やすことにより、稼働率上げて売上拡大を狙う、 ⅱ)ワーカーの生産効率向上と設備稼働率向上により、値下げに強い企業体質と適正利 益の確保を狙う、ⅲ)顧客の全発注に対するシェアの向上を狙うため、である。一方、 顧客側での方針の変化も影響している。ある大手顧客企業の購買担当者の現地人化も価 格主義に傾きがちにしている。現地人購買担当者は、日本人購買担当者の品質重視主義 とは異なり、社内評価を気にする結果、低価格重視主義に走る傾向になる。価格が高い とすぐに注文は他社にいってしまう可能性が高い。一方、情報は現地人同士なので収集 がしやすいが、品質については購買担当者の関与しない他部署が客観的な評価をし、日 本製と同レベルの高品質を当然に求めてくる。 購買部門は女性従業員が担当しているが、切削関連の工具の購入は製造課長の承認が 必要で、材料、型部品は設計課長の承認が必要となる。材料購入は社長判断で、工程、 納期の状態、新しい仕事の入り込みの状況等を判断して、購買時期を決定する。この決 定のタイミングは売上高と利益に大きく影響を与える。この社長直轄の担当者の重要な 役割は、全受注の製作工程を一覧表にまとめて作成する一方、材料購入、人件費、残業 代、工具代等経費を金型ごとに記録し、売上額と利益を月別に管理している。金型ごと に「売上・経費管理票」が作成され、管理職全員が週ごとに売上高と目標額とを比較し、 目標差異の補正方法を討議し、売上達成を確実に行なっている。2005 年の黒字転換は この「売上・経費管理票」を活用して、毎月の売上を着実に確保にしてやっと達成でき たと、社長は自信を持って述べている。 (4) 経理・会計部門の状況 経理・会計部門の人員は、少なく 2 人の担当者で対応しているが、基本的に出納業 務、資金管理については社長が直轄している。主な業務内容は、帳簿への記帳、納品・ 請求書作成、残業時間管理、売上経費日報の入力と転記作業(製作部門の業務日報から 売上、経費、就業時間等を調べ、給料計算、その他転記記帳を行なう同社独特の経費管 理方法)、個別金型毎の原価が把握できる体制にある。 上記経理・会計業務等管理会計的な業務は自社内で行ない、月次会計、決算報告書な ど関連会計書類の作成等制度会計に関する業務については日系の総合コンサルタント 会社に依頼し、業務監査は地元の監査法人を利用している。同国法令に直接関係した専 -60- 門業務を設立間もない自社従業員に行なわせるには知識面、人員面で充分ではないため、 アウトソーシングすることで、費用対効果を高めている。 資本金は、日本の親会社からの借入金を充当し、総額のうち運転資金には 15%程度 を活用している。親会社からの融通性を重視し、同国内金融機関からの借入れは、金利 面を考えて活用していない。資本金は、最近 50%の増資を行なった。専門コンサルタ ントから、税務上、過小資本リスク(注*)の可能性があるとのアドバイスに対応した ものである。親会社からの借入は、適正金利であり、5~6 年以内に返済が可能な見通 しである。会社の設備機械はリース会社を活用し、リース期間 3 年で、その後は自社資 産となる予定である。通常、インドネシアでは機械の償却期間は、税法上 16 年である が、3 年で償却を予定している。 (注*)過小資本とは、法人税上、損金参入される借入れ利子と、損金参入されない出資に対する配 当がある場合、法人税の支払いを少なくするために利子負債を多くし、資本への出資を少なく しようというインセンティブが働く。資本の中の親会社の出資額のある率以上の利子負債への 課税をしようとする考え方。 *)リース料金の支払の定期性、不定額規制については JJC、SME 連合会ホームページ、掲示 板を参照。損金参入と税務リスクに関しても同様のホームページと掲示板を参照。 http://www.jjc.or.id/sme/smeboard0153101a01.html (5)人事部門の状況 A 社の従業員管理について次のような諸点が感じられたという。 ○ 問い詰められるのを恐れ事故の報告をせず、責任逃避の報告が多い。 ○ チームワークで仕事をすることに慣れていない。 ○ 適度な限度が判らないまま、闇雲に駄目もとで就業条件を要求する場合がある ○ 宗教、祈りの時間を軽視すると問題が発生する恐れがある。 ○ 会社はわからないと思い、他人の医療費を家族の医療費に見せかけて請求され たこともあった。 特に宗教への対応は企業として慎重に行なっている。他の日系企業同様に、企業内の 施設でお祈りの場所を提供している。お祈りの時間を尊重して、就業時間中に 10 分~ 15 分のお祈りの時間を自由に取るようにしてある。 ① 人材育成 生産量を増加するため増員しているが、短期的な問題として、人材が充分に育って いない、特に、マネージャーなど管理職に適した人材が少ない、という問題を抱えて いた。一般的に、民族的性格かもしれないが、人の上に立ちたいが、相手が聴いて嫌 な話や指示はできれば避けてゆきたい、あるいは周りの人に嫌な思いを与えずにうま くやってゆきたいといった感覚を強く持っている。このため、リーダーシップを取っ -61- ていく時、明確な態度が取れずに片手落ちになる恐れがある。 製作部門での人材育成の必要性は、同社の金型製作という特有の作業の性格も影響 している。具体的には、次のような点から、OJT による人材育成は必要と考えている。 a)製図部門では、CAD、CAM ができるようになってきたが、日本の従業員と比較 して、倍以上の時間が掛っている。 b)製作部門では、生産の段取りを朝から始めたが機械操作に時間が取られ、夕方 まで機械が稼動しないケースが多かった。夕方までかかるともう製作作業はでき ない。現在この状況からは脱しているが、すばやい段取り・準備の重要性は変わら ない。 c)指導の方法では先ずマニュアルがあり、加工条件マニュアル(英文)、次いで機 械操作の順番で説明している。しかし、同社で受注する各金型が異なっているた め、加工の最初の段階である加工作業の基点となる中心点を設定する作業に相当 な時間が掛かってしまい、加工作業にすぐに取り掛かれない。受注する金型が異 なっているために、標準作業を示したマニュアルが役に立たない。 これらの問題は、現場作業を通して習得するという OJT による技術指導の必要性を 意味している。その対策として、指導のポイントは先ず従業員を集め、失敗事例を見せ て基礎技術を教えている。同様に、作業中に失敗が発生した場合には担当部門の者を集 めて勉強会を実施している。 ② 人事評価 人事評価は年 3 回実施。給料、ボーナスに関しては、社長参加のもと決定し実施し ている。社長とマネージャー、スーパーバイザーの 2 人以上で部下を評価する。評価基 準のウエイトは「貢献度」45%、「技術力」40%、「勤務態度」10%、「将来性」5%であ る。貢献度の内訳は「役立つ人材」 、 「責任感」 、 「成果」を基準にしており、また、技術 では、「技術力」、「スピード」、「正確性」の 3 点で評価している。評価の低い人(マイ ナス査定)への対応として「昇給なし」を幹部が提案したが、現地人の人事課長は、 「昇 給なし」ではモラールを低下させるとして反対意見を述べてきた。その意見を尊重して 「昇給なし」は採用しなかった。面子を重んじるインドネシア人にとってマイナス査定 はモラール低下となり逆効果との理由である。いずれにしても、賃金の査定に関しては 基本的に成果主義・実力主義を採用しており、その評価に応じて賃金を支払う形式であ る。 ③ 給与、福利厚生 給与水準は、A 社に所属していることに少しでも誇りを持ってもらうために若干で -62- あるが高めに設定している。賃上げには総額のアップ率を決め、後は配分する。 ボーナスは、同社の業績は従業員みんなで作り上げたものとの社長の考え方から、利 益の 5%を全従業員で分配するとルール化している。年一回 12 月にボーナスを支給す るが、ラマダン明けに別途、1 ヵ月の手当てを出す。 制度面では、職制によって技術が向上した場合の技術手当支給制度、また、優秀な従 業員を社内試験を経て日本本社へ研修生として行かせる日本技術研修制度がある。 その他の福利厚生面では、医療費会社負担(家族を含む)、交通費、昼食費支給を行 なっている。 組合については、2005 年、A 社に組合ができた。約 6 割程度の従業員が組合に加盟 したが、現在、活動らしきものは無く、時折、組合の代表と社員の待遇等についてコミ ュニケーションを取っているが、業務に支障をきたすことは起こっていない。 (6)設計部門・製作部門の状況 ① 受注から製作工程 調達・マーケティング係が顧客先からの金型の見積り依頼を受けて後、部品サンプ ル・製品図・金型仕様内容を顧客と設計部門・製作部門が検討し、見積価格を設定する。 注文は、社長の手元に集められ、調達・マーケティング係で集計される。そこで「売上・ 利益管理票」と「月別生産管理表」に入力され、社長による月ごとの受注と売上げに対 する生産状況の管理に入る、一方、「売上・利益管理票」に入力されたその注文は、設 計・製作の各部門長、マネージャーによって生産工程に投入される。 ② 金型の設計工程・製作工程 顧客から正式発注がされた後、発注先との打合せで確定した素材図、構想設計を基準 に生産はスタートする。先ず、構想設計ではⅰ)金型の耐久性、 (例えば、ショット数)、 ⅱ)金型の構造、設計に関する顧客との取決め、ⅲ)金型を分割するパーティングライ ン面(PL 面:Parting Line 面)等が決められる。さらに、ⅳ)成形品を金型から押し出 すためのピンの本数、太さ、配置の位置、耐久性、ⅴ)金型から成形品を取り出すため の抜き角度の設定に関しても検討される。 そ れ ら の 仕 様 を 基 準 に 金 型 の 形 状 モ デ ル が 作 成 さ れ 、 NC デ ー タ (Numerical Controlled Machine 操作用データ)化される。この詳細な金型部品の形状モデルは CAD(Computer Aided Designing)で設計され、その金型図面のデジタル情報はさらに CAM(Computer Aided Manufacturing)へ転送される。CAM は工作機械などの加工機 に対する加工指令をデジタルデータに変換する。あるいは、CAD/CAM で設計、モデリ -63- ング、加工機械操作用のデータ化を同時に行なう。CAD と CAM が組み合わせて利用 されている。これら設計から加工までの生産効率を高める最新設備を導入し、金型部品 の形状データを加工データに変え、それがマシニングセンターの CNC(Computer Numerical Controlled)切削加工を司っている。 加工は、CAM の指示に基づき粗加工→熱処理→仕上加工→磨き加工へと、順次、実 施されていく。生産過程では、各工程での加工指示情報の確認(事前に加工指示情報を 送付)、関連する加工部署数箇所へのデータ転送を図面の加工指示に基づききめ細かく 行なうことが大切である。なお、現在の金型生産体制は CAD/CAM の一体化で、かな り自動化され、設計から加工までの時間が削減されているといえる。この金型は、後に 顧客先で試し打ち(トライアウト)を実施し、表面処理(外注)を施す。顧客の検収後、 初めて顧客への納入が決まる。 同社の設計部門では CAD、CAM、そして製作部門では MC、EDM など CNC 加工機 の最新設備の果たしている役割は極めて大きい。 金型性能は、客先の設備仕様、生産計画に対応できることが重要である。金型不良、 納期遅延は顧客を失う事になる。そのため、これら最新の機械を使い、高い品質と短納 期対応を可能にすることによって、顧客の信頼を確保している。 図表 V-2-2 受注から納入までの業務フロー 受注から最終納入まで 顧 客 見積依頼 凡 例 データ・工程移動 連絡 客先打合わせ 顧 客 先 トライアウト CNCデータ:コンピュター数値制御データ MC: マシニング・センター EDM:放電加工機 WC:ワイヤーカット放電加工機 承認願い 受注 金型仕様書作成 見積 粗材図 受注管理表に入力 設計社内打合せ 構想設計 組立図 部品設計 生産計画 仕掛り前社内打合せ モデリング CNCデータ 設計計画 CNCデータ計画 材料手配 熱処理 加工計画 粗加工 熱処理前検査 仕上加工(MC,EDM,WC) 部品手配 表面処理 検査計画 組立計画 寸法検査 磨き組立 最終検査 納入 工程内不良記録 客先承認(修正) 再発防止策 トライ不具合対策書 最終納入 -64- トライ品検査 顧客へ納品 ③ 生産管理 a)工程内品質管理 金型材料については、日本でも取引のあったメーカーが既に進出しており、そこから 日本で要求している品質と同じ品質の材料を提供してもらい、焼入れも日本と同様の処 理をしてもらっている。押出しピン等の主要共通部品も日本と同様のものを採用してい るため、それほど調達面の信頼性には問題はない。 品質問題の原因は、設計段階、製作段階、納入後の試作段階にある。納入後に発生す る問題は、損害賠償も引き起こし、原因追及と対策実施は、製作段階、設計段階にも遡 及しなければならないので絶対に避けなければならない。同社では、顧客から高品質と の高い評価を受けているため、納入後というよりも、納入前の社内での設計段階と製作 工程に原因が存在していた。特に、設計段階の検図は、金型製作上、重要ポイントなの で日本人課長を置いて、管理と育成に目を配らせている。 工程内検査は、少ない人材しか持っていないという組織体制でもあり、各従業員およ び品質管理班によるポイントのチェックと記録、対処策と再発予防に重点を置いている。 問題処理対策の決定は社長と日本人課長に集中させ、すばやい原因追求と対応策を打ち 出すようにしている。その処理手続きには、すべて社長もしくは課長(注*1)の指示・ 助言・承認・決裁を受けることになっている。例えば、熱処理については単純に熱処理 なるものをすればよいと短絡的に思い込んでしまい、金型の種類ごとの適正な熱処理事 項の指示明細を無視して誤った熱処理を委託すると、金型の寿命が著しく短くなる、あ るいは、顧客の生産工程での使用時に割れや欠けが起きて、顧客の信頼を失う事態が予 想された。客先で生産途中に金型が破損した場合、自社に返送し、処置策として再製作 もしくは部分溶接による処置対策が必要となるが、当然この処理対策にも社長の承認・ 決裁を受ける必要がある。 設計ミスの場合、日本人課長(注*2)が処理指示と対応をしている。設計者は、加工 指示も図面に記入するので、設計技術だけではなく、製作・加工技術、品質検査技術を 熟知し、各製作部門と打ち合わせて進めて行かなければならない。当初は、技術知識不 足と打合せ不足に関連したミスは、主に 4 種類あった。つまり、i)設計上の単純見落 としミス、ⅱ)誤った加工工程を指示したミス+加工ソフト能力を逸脱した指示ミス、 ⅲ)その他の複合的ミス、ⅳ)QC 検査指示と実施のミス。このため、ミスをチェック する仕組みを確立しなければならなかった。事実、製作工程と組立工程を行ったり来た りする部品製作ミスもあったし、すべてのチェックを納入するまですり抜けた実例もあ る。客先の設備仕様を考慮し忘れて設計をしてしまい、完璧な加工をし、QC もパスし て試作(トライ)をするために持ち込んだら、金型を設置できなかったというケースも あった。 以後の対応策として、アルミダイキャスト用金型は更新金型が多いこともあり、工程 -65- 内不良の再発をなくすために、主に製作段階で「工程内不良記録」を取るようにした。 発生したミスの原因を、ミスの種類、発生場所(工程別、作業別)、発生機械設備、作 業者、発生時間等体系的に分析し、再防止策を考案しようというものだった。「工程内 不良記録」の活用で品質管理の向上を図っている。 注*1)JODC 専門家として 2003 年 1 月~11 月、2004 年 6 月~2005 年 5 月まで現地での指導経験を 持つ。現在、製造担当課長。 *2)JODC 専門家として 2003 年 1 月~11 月、2004 年 6 月~2005 年 5 月まで現地での指導経験 を持つ。現在、設計担当課長。 b)納期管理 納期の厳守は、顧客側の生産計画のみでなく、自社の生産計画、売上計画に影響す る重要な要素である。A 社の場合、平均して新規金型で 2.5 ヵ月、更新金型で 1.5 ヵ月 の期間で製作を行なっているが、かなり詰まったスケジュールの中で新規受注、工程内 トラブル、修理・スペアパーツ製作などの変動要因が発生する。このため、絶えず生産 計画の見直しを行なっている。 主な管理の道具は、受注管理表、設計計画表、生産計画表である。受注管理表は受 注月と納期を金型品番ごとに線で色分けして示し、設計及び生産計画表は品番ごとの作 業工程スケジュールが示されている。終了した工程は赤色で示して進行状況が一目でわ かるように工夫されている。ワイヤーカット、3 次元検査工程は、加工機械台数が少な いため、加工工程のボトルネックとして工程投入のタイミングに充分な配慮が必要な部 分である。このため、色分けしてオペレーターの注意を引くようにしている。 受注管理表はすべての生産計画を統制するマスタープランとなり、これに基づいて 各部の作業細部実施計画が定められていく。経営上の視点に加えて、設備の稼働状況を 見ながら実行可能な投入順番の管理を行なう。受注管理表の更新者には、営業‐受注状 況から、設備能力と稼働状況、作業員の能力と稼働状況、材料・工具の調達、在庫状況 など制作活動に関わるすべての情報を統合して実行可能な管理表を作成する判断能力 が必要である。さらに、進行状況に応じたトラブル調整、回復を行なう生産知識、経験 も備えていなければならない。A 社の場合は、社長自身が統括して担当している。 受注管理表の更新は、社長自身によって頻繁に行なわれ、情報共有の観点から、す べてのスーパーバイザーに配布されている。ERP、MRP といったデータの一元管理シ ステムによる計画の更新システムは、ヒトの出入り、機械のトラブル、仕様変更などの 変動要因が多いために、導入に至っていない。 -66- 3.成功内容と成功要因 A 社の当初の目的だった「早期黒字転換」を達成すると同時に、顧客の要望する高品質、 日本と同等のサービス提供、そして要望価格に対応できる仕組みを作り上げている。売上 向上と利益確保について管理する仕組みを作り上げ、経営を軌道に乗せることに成功した 事例になると思われる。それらの仕組みづくりの成功要因について、次の五つの切り口か ら述べる。 ①日本の本社による入念な事業化調査 ②徹底した販売管理・生産管理体制確立による黒字体質の定着 ③高品質を維持するための品質管理体制の確立 ④納期の厳守 ⑤生産効率向上(設計部門と製作部門)の徹底 図表 V-3-1 仕組みづくりの成功要因 A 社 ① 事 業 可 能 性 市 場 調 査 生 産 管 理 体 制 ② 販 売 管 理 体 制 ④ ⑤ 設計部門 製作部門 ③品質管理体制 必 要 売 上 確 保 生 産 効 率 向 上 高品質・サービス 適正価格 納期厳守 (1)日本の本社による入念な事業化調査 海外進出において最重視されるのは、成長性ある市場の存在であるが、同社は、何回に もわたって事前の調査を進める機会を持ち、情報を蓄積していた。市場の成長性は、二輪・ 自動車産業が成長していたので問題はなかった。顧客もすでに日本で取引がある企業が多 く、品質、価格、納期を満足させる製品を提供できるかどうか、そして、競合相手が存在 するかどうかが問題であった。金型産業は、産業別、製造業種別、製品別に専門領域が細 分化されている。製法別では、樹脂成形金型、プレス金型、鍛造金型、鋳造金型、さらに 金型の大小の大きさ、精度、形状の複雑度、注入材料種類、注入方式によって事業領域は -67- まったく異なっている。同社の事業領域である二輪・自動車関連部品のアルミダイキャス ト金型製作業者について実地調査してみると、同一種の金型を製作している企業はほとん ど存在していない。また、これらの金型を必要としている顧客側メーカーに金型入手手段 について調査してみると、ほとんどの企業が日本レベルの金型の入手は当国ではできない ので、日本で製作して輸入している現状がわかった。当国でのメンテナンスでさえ委託で きる技術を持った企業が少ないことがわかった。さらに、樹脂成形・プレス金型製造業者 のアルミダイキャスト金型製作への参入可能性が考えられたが、二輪・自動車産業向けの 精度の高い高品質な鋳造用金型への参入は、注入材料が樹脂と金属との違いから技術的に 難しいことを経験から判っていた。ここで、同社は、競合不在の有望市場を見つけるに至 った。 一方、海外での部品調達環境において、多くの日系大手メーカーは、コスト面、納期面、 仕様変更面への対応の必要性から現地調達率の向上という課題に直面している。特に、電 気・電子関連、二輪・自動車関連では喫緊の課題であり、購入価格に見合う、日本と同様 の品質とサービスによる現地調達を求めている。同社は日本において高品質金型を大手顧 客に提供しており、品質面では充分な自信があった。事実、同社は、大手メーカーとの取 引開始に際して、日本と同様に工場監査を受け、金型保証の有無の確認をされている。つ まり、同国市場では、品質面で確実な保証と納期、サービスを提供できる企業が求められ ている。 要望される低価格については、現地労働力を活用することで達成は容易になるが、高 品質を維持し、納期とサービス提供を確保することとトレード・オフの関係にある。大手 メーカーもその点を理解し始め、品質が高ければ、多少高くても購入しようとする傾向が 見られる。同社が蓄積した製作技術を活用すれば、市場で求められる高品質な金型の提供 は可能であったため、同国で付加価値ある製品を適正価格で提供できると見込んだ。 次に、顧客の求める短納期対応については、一般に、インドネシアから日本へ金型を発 注したケースでは、早くても 6 ヵ月、通常 1 年程度はかかる状況だった。多くの当地のメ ーカーは金型を短期間に調達することが難しい状況であった。求める技術レベルの金型の 現地生産が可能となれば、大幅な納期短縮が可能となる。金型製作では、客先の金型設置 環境を把握し、客先での設置作業と製品試作を進めながら、最終補正の打合せを行うとい う業種独特の作業の特徴がある。顧客の近場に存在すれば、それだけで顧客の要望に応え やすくなり地理的競争優位性を得ることになる。 以上の品質面、価格面、納期面そして競合性の分析調査の結果、有望な成長市場を見つ け、現地法人設立の決断がなされたことは同社の成功の要因と思われる。 (2)徹底した販売管理・生産管理体制確立による黒字体質の定着 一般に、現地生産コストは、日本からの輸入製品に比べて労働力をはじめとする低廉な -68- 製造コストにより競争力が生み出せるといわれている。同社は、本社からの借入れ、設備 投資といった返済負担が残っているにしても、売上高を引き上げれば利益が出ると考えた が、なかなか黒字転換をすることができなかった。必要経費に対して売上額が充分ではな く、いわゆる損益分岐点を下回る売上の状態になっていた。 そこで、利益を生み出すのに必要な売上高を監視するために、受注した金型ごとの「売 上・利益管理票」=仕事日報の時間集計票を作成した。この「売上・利益管理票」は、社 長が直接管理している「月別生産計画表」と連動している。「月別生産計画表」では、利 益創出のための必要年間売上げ予定額から月ごとの売上目標を算出し、その売上金額を確 実に毎月達成する。達成しなければ翌月に必ず補填する。あるいは、受注を前倒し投入し てでも、達成するという社長と従業員の意欲の管理でもある。 金型ごとの「売上・利益管理票」は、エクセルシートで作られた比較的簡単な票であり、 仕事日報を兼ねている。その内容は、売上単価、売上総額、総材料費、設計・製作工程別 に作業に要した人員、一人当り単価、人員別所要時間数、残業時間数、段取り時間数、粗 利益、購入品、パーツ代、原料代、工具購入代、外注加工費等経費の明細が入力され、利 益の額が算出されている。この票を集計すれば、いつでもおおよその売上金額と利益が集 計でき、社長管理の「月別生産計画表」と比較し現状が把握できる。この票は当然、人事 部門の作業日報、購買部門の原材料購入経費管理システム、経理部門の給与システムにも 連結されており、売上管理と同時に活用できる。 この金型ごとの「売上・利益管理票」と「月別生産計画表」は、毎週、各部門の管理職 全員に通知され、売上の現状と目標差異分析、達成までの工程作業の進捗の筋書きを入念 に討議させている。会議の場では、売上達成の重要性の理解と各管理職の責任と意欲、そ して必要な組織管理能力を各人に醸成させ、具体的な達成方法を主体的に考えさせる意味 でも有効な場となっている。実際、2004 年から始められたこの売上管理手法によって、 2005 年の黒字転換という成果に導いている。 (3)高品質を維持するための品質管理体制の確立 どの製造業にとっても品質保証体制は重要な顧客対応である。品質保証体制の中の製造 設備面は、必ず、顧客が重要視する点である。取引先の X 社が品質・納期・保証体制、信 用状態を調べるために A 社の工場を監査したことは(1)で前述した。その監査の目的 は、A 社の金型保証制度を裏打ちする製作設備、品質検査設備についての調査であり、A 社は、ユーザーに対して日本と同様に、金型の保証制度をインドネシアでも導入できる設 備があることを見せている。この訪問時、ⅰ)熱処理の方法、ⅱ)耐久性テストに関する 保障と現場確認があった。金型の品質保証では最高ショット数、平均ショット数の保証が 求められている。 さらに、顧客が重視している点は、金型の維持と補修である。高品質といえども、金型 -69- 製作では、製作技術同様に金型の維持補修能力が重要になる。この維持補修が不適切だと、 金型自体に割れが生じ、平均ショット以下で使用不可能になる場合がある。この金型につ いての維持補修には鋼材メーカー、熱処理メーカーからの協力が欠かせない。A 社は、素 材については日本の大手メーカーの鋼材を使用、その熱処理は専門熱処理メーカーと取引 を行なっており、このことが A 社の金型の品質評価を高めている。取引当初、X 社は、 製品品質と金型維持補修に関して A 社を他の業者と同じレベルで見ていたが、製品保証 契約をベースにして、品質への信頼を深め、取引を拡大している。 品質管理部門には、4 人が従事している。会社として品質が最重要との認識から QC に は優れた人材を配置している。 A 社では出荷する全ての製品に対して QC 部門の承認を必要とし、この承認がないと出 荷できないシステムである。QC 部門では、図面上の寸法をすべて、3 次元測定器、シリ ンダーゲイジ、マイクロメータ等を利用して測定している。表面検査では、図面上の加工 指示に照らし合わせ、加工工程内で不適切な修正の箇所の有無を検査する。 上記、品質保証制度、品質検査の体制に加えて、不良発生予防対策も行なわれている。 この予防対策の基本的な考えは、ⅰ)不良は隠さず、社内でその原因を詳細に分析し、対 策をたてて、再発を防止する、併せて社員の意識改革を目指す、ⅱ)不良品は社外に出さ ない。社内で発見し、生産工程内で解決する、ⅲ)不良品は告知し、皆で改善を目指す社 風を徹底する。ⅳ)早期欠陥品の発見のため、各設計段階、生産段階でのデータ化を進め る、というものである。 CNC (Computer Numerical Control) データ作成後の粗加工以降は、加工計画と検査 計画に基づき、次の工程に品質不良を持ち込まないようにしている。粗加工、熱処理以降 の仕上加工、組立工程は、徐々に微細加工が各種特殊機械を用いて施され、次第に補正が 許されなくなってゆく重要な加工工程になる。そのため、仕上加工から最終検査まで各工 程内での不良発生防止は、特に重要となる。 各作業工程完了時に、責任者と作業担当者は必ず品質検査を行ない、見つかった不良 箇所については、社長、部門長の認定を求め、補正作業可能、不可能を判断して適切に 対処する。その際、修正箇所、作業内容、所要人員、所要時間、責任の所在部門、原因 を確認し、再発防止対策として、「工程内不良記録」に記入する。工程内不良記録は、デ ータ・ベース化され、他の作業員のために上記修正箇所等詳細を閲覧可能にしている。 ミスを取り上げ、責任追及するのではなく、ミスを起こさず、技術を高め、品質を高め ることに活用している。 具体的な不良発生時の対応手順は、仕上加工工程、及び寸法検査工程、磨き工程、組立 工程等で発生した場合、ⅰ)不具合事例から素早く問題点を見つけ出し、前工程に戻し修 正する、ⅱ)生産計画の修正を行なう、ⅲ)更に部品設計の修正がある場合には、部品設 計に戻して、修正後、CNC データの再入力を行い、その後、粗加工に戻す。欠陥品発見 への対応をスムーズにし、生産性向上に繋げている。 -70- 最近、二輪・自動車製造業の設備拡充を背景にして、金型補修を含めた一括受注、同型 複数受注が多くなっている。同じ金型の再受注による再製作、補修用部品の製作において は、同じ間違いを同じ工程、同じ箇所ですることは致命的なコストアップと納期遅となり、 売上げ増加と利益拡大の機会を失うことにもなる。それら要因を封じ込め、コスト削減、 短納期対応と高品質維持のために、この「工程内不良記録」が活用されている。 (4) 納期の厳守 設計部門では、日本人技術者に依存してはいるものの、最新の CAD/CAM の導入によ る効率的な設計図面作成と CNC データ作成が行なわれ、相応の時間短縮が可能となり、 納期厳守に貢献している。製作部門では、受注管理表と「月別生産計画表」の頻繁な見直 しと生産現場への周知徹底、さらに工程内で発生する各種トラブルに対する調整が機能し て、納期上の重大トラブルには発展せず、顧客の厚い信頼を得ている。納期管理は生産工 場のシステムの全容を把握した上で、実行可能なスケジュールを計画し、不測のトラブル が起きても調整し、顧客に求められる品質と納期を達成するという、全体最適化の運営ノ ウハウが必要である。こうした工程運営管理機能は、経験、ノウハウ豊富な社長がその役 割を果たしている。 (5) 生産効率向上(設計部門と製作部門)の徹底 ①コアとなる重要職務には、日本人を配置 金型製作では、金型構造、部品構造、CNC データ作成、材料手配、製作工程、仕上 工程、部品組立工程のすべての工程内容、工数を決定付ける設計部門が重要な役割を持 つ。その中でも、金型の構想設計が重要であり、日本でも一人前になるには 5 年から 10 年かかるとも言われている。つまり客先での設置状況、金型仕様、加工材料の特性、 加工機械設備の技術的な限界、技術者能力の限界を知らないと、どのように加工し、ど のような部品構造を持ち、どのように組み立てる金型かを設計できない。設計案ができ ると設計部門と製作部門が打ち合わせて、実現可能な金型か否かを話し合う。そこで金 型部品製作の工数が決まり、加工機械設備あたりの工数、つまり加工所要時間と加工ス ケジュールの決定に進む。設計者は、手持ちの設備能力、技術能力を最大限に活用し、 高い生産効率向上を求めて、できるだけ工数の少ない設計をめざすが、設計者の資質に すべて託されている。この設計は、現地人に任せたいが、日本人課長にしばらく担当し てもらい、顧客も同社も満足する最短な最適な生産時間、つまり高い生産効率を持つ構 想設計となるようにしている。又、製造課長にも同様に日本人を配置し、売上拡大を可 能にする作業効率の高い加工工程の統括を担っている。当然ながら、現地人の管理者人 -71- 材が不足しているとはしながらも、後継となる管理者育成を進めている。 ②人員増強、2 シフト昼夜操業体制の導入 当初、従業員は機械の取扱いが不慣れなために機械の段取りにさえ、かなりの時間を 要した。朝から段取りを始め、夕方までかかることもあった。設備稼動率がなかなか向 上しない状況が続いていた。通常の 8 時間勤務体制では、自動機械の稼働時間は 3~5 時間程度と極めて低い状況であった。巷では、日本にある工場と比較して、同国工場の 生産能力は半分程度ともいわれているが、同社でも、それなりにいい機械設備はあるが 生産性が低いことが気掛かりだった。市場では、地道なトップセールスが続けられ、同 社の評価も徐々に受け入れられていった。その結果、受注や修理要望が徐々に増加し始 めていたが、目標だった早期黒字転換がなかなか達成できない状態が続いていた。そこ で、顧客の要望に応え、売り上げの増加によって赤字解消を目指すために、増産を可能 にする操業体制の見直しを行なった。この解決策として、2003 年 7 月から 2 シフト昼 夜操業体制を導入した。この制度は昼勤と夜勤の 2 交代制であり、1 シフトチームが通 常勤務 8 時間に加え、4 時間残業をして、次のシフトに作業を移すという生産体制であ る。低い生産性をカバーするため、生産量を向上させる 2 シフト昼夜操業を導入し、増 加していた受注、修理サービス要望にも対応できるようになった。 低い生産性を 2 シフト制の導入によって、日本と同じレベルの生産能力をもたせ、 早期黒字転換に導いていった。 ③現地人にあわせたミス削減対策による生産性向上 設計部門では、設計図内に各製作作業部門に対して作業の注意書きを色分けして記入 している。色を見れば一目でどの部門に対する指示か判別できる。現地人に合わせた、 書面による指示である。一見すると色とりどりになるが、これにより、注意書きの読み 違いによる作業ミスが、2005 年 12 月期になって、初めて減少した。過去 2 年間で初め ての減少だった。重大ミスは、以前は月平均 1 件発生していたが、年間 2 件ほどに減少 した。ポカミスは約 7~8 割の大幅減少となっている。 不良の再発防止対策として、「工程内不良記録」が活用され、他の作業員のミス削減 のために修正箇所等閲覧可能にしていることを(3)で述べたが、不良率低下によって、 生産性向上の効果も得られる。この「工程内不良記録」から、不良発生率が高い原因の うち、起因となった作業部署、作業工程、作業動作、作業部位を集中的に分析し、該当 する作業動作の改善策を考え、ミスを削減して生産性を向上させている。 <改善例>切削機械のオペレーター担当の現地従業員に刃物のセッティングを任せて いたが、手間と時間がかかる上に、垂直ではなく斜めにセッティングして機械を動かし -72- てしまう。セッティング用治具を利用しても改善はされなかった。当然、検査では何度 も不合格となり、素材費用もかさんでいた。担当者だからという理由だけによって改善 を任せ続けていたが、担当者の性格のようにも思われ、刃物の交換の際には、品質管理 部門の手慣れた別の担当者に任せ、切削作業に専念してもらうことにした。 <改善例>加工対象面に対する刃物の切削動作の中心点を設定するとき、正確な中心点 の設定に多くの時間がかかる。最悪のケースは、中心位置がズレたまま、切削加工をし てしまい、誤った位置に切削加工を施す例がある。 基準の取り方はいろいろあるが、加工部門が加工のための中心点を求めるために使う 基準点・基準面・高さ(3 次元測定)と、検査部門が測定検査するための中心点を求める ために使う基準点・基準面・高さ(3 次元測定)について、両部門とも共通基準点とし て必ず守るというミス予防対策が必要である。特に、数個の穴をあける場合、常に検査 用測定基準点を決めてから移動させると、位置設定時間もミスも減少し、素材の無駄を 減らし、生産性を向上することができる。材料費は 1 事例で 20~30 万円削減され、加 えて、後に削りすぎを埋め直す「肉盛修正」することもなくなり、補正時間とコスト削 減、納期短縮を可能にし、金型の高品質を維持できることになる。 この改善対策は、基準点の設定ルールを遵守するという職務責任の重要性、与えられ た職務は次の工程で評価され、最後に顧客の視点から評価されるという流れの重要性を 教えている。熟練度の低い現地従業員の加工作業ミスを削減するための、仕組みづくり である。 ④ 最新設備導入による生産性の向上 同社では、最新設備を導入している。設計用の CAD、CAM、CAD/CAM、製作用の EDM、ワイヤーカット EDM をはじめとする最新設備が導入されている。設計用機械 CAD、CAM は、2 次元対応から 3 次元対応の機種に徐々に入れ替えつつある。金型製 造業は、これらの設備を活用することで飛躍的に設計時間が短縮され、目覚しい生産効 率が得られている。ある程度の教育を行えば、操作はある程度できるようになる。同社 設計部門と製作部門においても、現在の顧客の求める QCD(品質・価格・納期)に対 応するため、自社の生産効率化、標準化、高品質化、付加価値化のためにも、これら最 新の機械設備を充分に使いこなすことが重要な課題となっている。 同社では、日本レベルの高品質を確保し、売上向上を目指した生産性の向上を確保す るため、当初からの方針としてこれら最新機械設備を導入している。操作技術を早くか ら移転しようという考えに基づいている。 黒字転換が進まなかった当時、設計部門では、金型構想設計自体の習熟の困難さも手 伝い、各種の図面ミスが発生していた。同様に、金型加工データ利用の MC、EDM を 操作する製作部門では、基本設定ミスに起因する加工ミスが発生しており、両部門では、 -73- これら最新の機械が充分に生産性向上に役割を果たせていなかったと思われる。現在で も、この習熟度の問題は現地従業員にとって課題となっている。 特に、金型構想設計者の育成の難しさ(個人の創造性、ノウハウ技術と経験知識の蓄 積)については、前述したように、日本人でも長い年月を要するので、現地人の設計者 を育成するには早いうちから時間を掛けて行う必要がある。日本人の作業スタイルを肌 で覚えることが必要であり、OJT など、実際の作業を通じた人材育成が効果を発揮して いる。 設計部門所属のインドネシア人の 4 技術者は経験年数が浅く、2 名が経験年数 2 年、 2 名が経験年数 1 年未満だった。このため同社は、 JODC の専門家派遣制度を活用して、 日本本社の設計技術者を指導専門家として現地に派遣し、現地従業員の設計技術指導に あたらせた。 主に、設計部門に起因する、図面に検図ミス、寸法違いによる不良図面、不良図面に よる形状不良製品等の問題への対策、CNC データ・ベースづくり要領、客との打ち合 わせ要領、不具合への未熟な処置への対策、不具合の調整作業に派生する納品までの日 程管理について指導した。製図技術とは別の指導となるが、これら業務を管理、統制で きるリ-ダーの育成と、一般従業員のための標準図・標準作業書といった標準化のため のツールの作成である。また、設計部門は、製作部門との加工工程と加工技術について 密接な打合せを行なうことが多い。基本設計→構想設計→製作現場→生産設計→製作現 場各所での相互打合せをしながら設計作業を進めるため、設計部門と製作部門の密接な 情報交換と問題対応が大切となる。現地人従業員にとって一般的に不得意なコミュニケ ーション能力の向上の重要性を説き、会議や打合せにおいては、管理責任者の発言の機 会を極力増やして管理職育成に努めた。 製作部門では、最新加工機械の操作技術を現地従業員へ移転するに際しても JODC 専門家派遣制度を活用した日本人技術者の OJT 指導が効率的だった。操作員増員に同 調させた最新加工設備能力をさらに昼夜フルタイムによって稼働率を上げるため、外段 取り化要領、刃物セッティング要領、加工台への素材設置要領、刃物寿命を延ばす使用 要領、基準点セッティング要領、治工具内製、試作サンプル提出後の日系企業顧客との 補正調整要領などが指導され、最新設備の生産性は向上している。 JODC の派遣専門家の指導により、すべての問題が完全に解消されているわけではな いが、現在の社内指導の基礎となり、その上に一層の生産効率向上を図っている。 (6)今後の課題と方向性 同社の中核技術となっている構想設計部門は日本人技術者の役割に依存している。しか し、コスト競争の激化が今後予測される中、同社の人件費等の経費削減が対応策としてク ローズアップされる可能性がある。同様に、競争を勝ち抜く品質の向上と生産性の向上が -74- 必要性になると思われる。そうなると、コスト面で不利な日本人はコア技術の最重要部分 にのみ最低限の人数で配置し、現地人による生産システム運営能力を向上させてゆくこと が課題として求められてくるだろう。現地人が多くなれば、現地人に合った企業運営を目 指してゆくのは当然の方向性であり、現地人技術者をはじめ、現地人管理者の育成が重要 になる。現地人化によるコスト削減と現地人に適合した経営体制の構築が今後の課題とな ると思われる。 また、競争を勝ち抜く品質の向上と生産性の向上に向けては、設計部門と製作部門の従 業員のモチベーションが重要な原動力となる。幸い、金型維持補修から技術習得を始めた A 社の両部門の従業員は、より大型の、より複雑な金型の製作に意欲を持っている。その 意欲に応じた技術力の向上により、競争を勝ち抜く高付加価値製品つくり、そして売上げ 拡大をもたらす新たな市場開拓が課題となる。A 社では、二輪・自動車メーカー向け製品 は、その高品質、納期と技術力において充分な販売実績と市場評価を受けているため、自 動車産業の本場である欧州、米国等の海外顧客への販路拡大によって、より一層の事業の 発展が期待される。 -75- 参考資料 巻末参考資料 1「二輪車販売急増の背景事例」 ···········································79 巻末参考資料 2「退職金算定の方法」 ·······················································80 巻末参考資料 3「2005 年 JODC インドネシア・アンケート質問票」··············82 巻末参考資料 4「インドネシア関連機関等ホームページ」 ····························87 巻末参考資料 5「参考文献等」 ································································88 -77- 巻末参考資料 1「二輪車販売急増の背景事例」 二輪車販売急増の背景についての事例紹介 最近、二輪車を購入した A 君(日系企業に勤める運転手)によると、ジャカル タを筆頭に各都市は渋滞が益々ひどくなっている。そこで停滞している車の間を スイスイと抜けていける二輪車は、大変便利で、通勤、配達、タクシー用として 大いに売れ出している。二輪車購入のためのローンが広く普及してきて一般庶民 でも何とか買えるようになってきたことが最大の理由としている。 一方、ローンを提供する側では、中古のバイク売買市場が確立し、担保物件と なるバイクの転売、換金のシステムが確実になったことから、現地民間金融をは じめ日系金融会社各社も各種のローンを提供し始めた。 たとえば、A 君は Z 社の 100cc の二輪車を本体担保として、頭金 2 百万ルピア (約 2.4 万円)、月々85 万ルピア(約 1 万円)の返済を条件に 18 ヶ月の月賦で購 入したという。購入金額は合計 17.3 百万ルピア(約 20 万円)で、ローン金利は 年利 18%。 A 君は、30 歳で新婚だが、月々の給料は 1.4 百万ルピア。奥さんも商店に勤め て 60 万ルピアの収入がある。 合計 2 百万ルピア(2.4 万円)の月収で半分ほどの月 賦払いでは生活はかなり苦しいのだが、残業の無い日には、自ら二輪車タクシー の運転手としてアルバイトをしている。又、日中勤務している間は他人に貸して リース代を稼いでおり、何とか生活ができている。 かくして運転手クラスでもこれまで夢だった二輪車購入が可能となり、二輪車 メーカーは今後も着実な売れ行き拡大を期待している。2005 年半ばのガソリンの 値上げと金利上昇により、物価に敏感な庶民の財布はひと時引き締められるが、 この二輪購入の夢は多くの人々に限りなく広がり続けるといわれている。 -79- 巻末参考資料 2「退職金算定の方法」 (2005 年 12 月現在) 退職手当、功労金、損失補償金は、法律により算定方法が決められている。解雇手当のみ が会社内規定によって独自に決めることができ、他の項目は法律により定められている。 退職金の四項目の内容については、法律によって定められている定義を十分に確認された い。(2003 年第 13 号第 156 条~第 172 条参照) 退職手当 退職金 功労金 損失補償金(=権利補償金) 解雇手当 退職手当の算定方法(勤続期間に該当する定数を掛ける) 勤続期間 支払相応の金額 1 年未満の場合 賃金の 1 ヶ月分 1 年以上 2 年未満 賃金の 2 ヶ月分 2 年以上 3 年未満 賃金の 3 ヶ月分 3 年以上 4 年未満 賃金の 4 ヶ月分 4 年以上 5 年未満 賃金の 5 ヶ月分 5 年以上 6 年未満 賃金の 6 ヶ月分 6 年以上 7 年未満 賃金の 7 ヶ月分 7 年以上 8 年未満 賃金の 8 ヶ月分 8 年以上 賃金の 9 ヶ月分 功労金算定方法(勤続期間に定数を掛ける) 勤続期間 支払相応の金額 3 年以上 6 年未満 賃金の 2 ヶ月分 6 年以上 9 年未満 賃金の 3 ヶ月分 9 年以上 12 年未満 賃金の 4 ヶ月分 12 年以上 15 年未満 賃金の 5 ヶ月分 15 年以上 18 年未満 賃金の 6 ヶ月分 18 年以上 21 年未満 賃金の 7 ヶ月分 21 年以上 24 年未満 賃金の 8 ヶ月分 24 年以上 賃金の 10 ヶ月分 加えて、上記法定の退職手当、功労金、損失補償金、解雇手当の金額は、労働者の職位、 -80- 退職事由(自主退職、労災起因の自己都合退職、会社側起因により会社が求める解雇、定 年、懲戒解雇)によって倍加する仕組みには充分に配慮されたい。法律に定義される退職・ 解雇の理由と金額の詳細については、現地を熟知した人事・労務専門コンサルティング会 社を活用されたい。 算定の概略を把握するため、退職金額の構成要素を次の表に、また、倍額となる事由の例 を次に記した。 退職手当 功労金 損失補償金 解雇手当 退職金額 退職・解雇の なし、又は規 なし、又は規 なし、又は規 なし、又は 合計:○○ヶ 理由○○○ 定の○倍 定の○倍 定の○倍 規定の○倍 月分 例①: 退職手当と功労金は、退職事由によっては規定額の 2 倍になる。 マネージャー以上の役職でない労働者の、労災起因の長期疾病・身体障害等の理由による 自己都合退職の場合が該当する。そうではない自主退職には退職手当も功労金も出ない。 例②: 退職手当は、会社都合による解雇の場合、2 倍になる。 会社の合理化を理由にする際、あるいは合併等により会社のステータスが変更する際、経 営者が労働者の雇用を望まない場合が該当する。 (資料:出所 JAC「ジャパン・アジア・コンサルタンツ社」) -81- 巻末参考資料3 2005 年 JODC インドネシア・アンケート質問票 (財)海外貿易開発協会 E-Mail:information@jodc.or.jp 2005年11月 2005年度JODC「ローカル企業情報等調査・提供事業」アンケート 〔在インドネシア共和国日系現地法人記述用〕 お答えいただいた情報の管理については、個人情報保護法を遵守し、標記事業以外の目的には 使用いたしません。 本シートが間違って配信されました方、心当たりのない方、回答したくない方は、本シート最後部の 選択支項目を必ずクリックしてご返信願います。 文中の 部分は文字を記入できます。 Q1.貴社の現在の事業状況についてうかがいます。事業経営及び業績の現状には満足して いますか? (単一回答) 1.とても満足している 2.やや満足している 3.期待したほど満足していない 4.満足していない Q2.上記質問Q1で事業の現状に「満足している」(回答の1,2)とお答えの方にうかがいます。 その満足した現地での理由・背景は何ですか? 次の企業外部の要因(1~20)から3つまで挙げてください。 (複数回答) - 企業外部要因 市況要因: 1.当国内販売価格上昇 4.当国内需要 2.輸出販売価格上昇 3.為替レート変動 5.海外需要 コスト要因: 6.原料資材価格低下 7.物流・通関 8.道路整備 9.電気・ガス・水の供給 競争要因: 10.市場シェア拡大 11.競合他社減少 12.提携(技術・販売等) 14.外資参入規制 15.環境規制緩和 法的要因: 13.外資優遇税制 国際協定: 16.非アセアン国とのFTAを活用 17.他のアセアン国とAFTAを活用 18.AICO(アセアン産業協力協定)スキーム活用 19.中国とのAFTAを活用 20.その他: -82- Q3.上記質問Q1で事業の現状に「満足している」(Q1回答の1,2)とお答えの方にうかがいます。 その満足した現地での理由・背景は何ですか? 次の企業内部の要因(1~24)から3つまで挙げてください。 (複数回答) - 企業内部要因 技術力: 1.設計・技術開発力 2.生産技術力 3.品質管理 4.特許・ノウハウ・ブランド 5.ISO認定 労務管理力: 6.人材育成 7.現地人化 8.労使関係 9.人事管理 販売要因: 10.現地日系顧客増加 11.現地非日系顧客増加 12.対日輸出増加 13.日本国以外への輸出 14.電子商取引導入 15.顧客サービス 17.生産能力増強 18.設備稼働率向上 生産力: 16.設備改善・更新 19.協力会社拡大 総合経営力: 20.財務管理 21.営業販売力 22.物流管理 23.情報システム化 24.その他: Q4.上記質問Q1で事業の現状に「満足していない」(Q1回答の3,4)とお答えの方にうかがいます。 その満足していない、現地での理由・背景は何ですか? 次の企業外部の要因から3つまで 挙げてください。(複数回答) - 企業外部要因 1.市況の落込み 2.市場シェア縮小 3.競争激化 4.海外需要減少 5.土地利用問題 6.工場周辺インフラ未整備 7.過度な税徴収問題 8.環境規制厳格化 9.外資優遇税制厳格化 10.外資参入規制厳格化 11.知的財産法令未整備 12.原材料・部品輸入規制 13.原料・資材価格高騰 14.製品価格低下圧力 15.短納期要請 16.他国製品の市場参入 17.前払税金還付遅延 18.取引先の他国への移転 19.不透明な費用支出増加 20.通関手続処理遅延 21.為替レート変動 22.恣意的税務等調査介入 23.労働者過保護政策 24.有能な人材不足 25.電力・水不足 26.ガス・原油価格高騰 27.非アセアン国とのFTA締結 28.AFTA締結 29.中国とのAFTA締結 30.その他: -83- Q5.上記質問Q1で事業の現状に「満足していない」(Q1回答の3,4)とお答えの方にうかがいます。 その満足していない、現地での理由・背景は何ですか? 次の企業内部の要因から3つまで 挙げてください。(複数回答) - 企業内部要因 1.労使問題 2.パートナーとの経営方針違い問題 3.納期問題 4.自社ブランド力問題 5.資金不足 7.物流コスト高 8.自社技術力不足 9.人事管理問題 10.人材育成問題 11.開発・設計者不足 12.新製品不足 13.売掛金回収難 15.生産管理者不 16.工程管理者不足 6.資材調達先不足 17.設備管理力不足 14.財務管理者不足 18.工程間不調和 19.生産機械設備不足 20.原価管理力不足 21.品質低下問題 22.品質管理者不足 23.ISO未取得 24.製品出荷物流網未整備 25.情報システム化不足 26.情報専門家不足 27.本社・支社間連絡不足問題 28.販売管理者不足 29.現地及び海外販売網未開拓 30.新規顧客開拓不足 31.その他: Q6.上記質問Q1で事業の現状に「満足していない」(Q1回答の3,4)とお答えの方にうかがいます。 今後、どのようにしてその問題を解決しようと考えていますか? 3つまで挙げ、その理由を一言、御記入願います。(例:言葉がわかる。コストが安い。知識が豊富。) (複数回答) 1.現地法人独自による解決 2.本社からの指導支援による解決 3.現地技術コンサルタントからの指導による解決 4.日本国政府関係機関の支援制度活用 5.現地弁護士による解決 6.現地税理士・会計士による解決 7.現地人材派遣会社からの人材利用による解決 8.現地ソフトウェア会社による解決 9.その他: Q6B.その選択理由 Q7.過去1ヵ年の間に貴社が直接・間接に行った事業運営上の問題解決手段・改善策の中で 比較的よい成果が得られたと思われる問題解決策、改善策を3つまで挙げてください。 (複数回答) 1.現地法人規模を拡大 2.現地法人規模を縮小 3.販売取引先を拡大 4.資材調達先を拡大 5.資材調達先を絞る 6.設計・技術による新製品開発 7.独自ブランドの開発 8.品質・技術の向上策 9.機械設備の更新 10.事務処理業務システム改善 11.生産情報管理システム改善 12.現地技術者の採用 13.従業員の意識向上策 14.組織づくり 15.JODC等の専門家派遣制度の活用 16.弁護士、会計士、税理士等の外部専門家の活用 17.CEPT(共通実効特恵関税)の活用 18.AICO(アセアン産業協力協定)スキームの活用 19.教育・訓練 20.市場調査 21.その他: -84- Q8.海外進出の際の資金調達先をうかがいます。 海外進出する際、どこから設備投資等の資金調達を行ないましたか? (複数回答) 1.日本の民間金融機関 4.現地の政府金融機関 7.現地法人株式発行 2.日本の政府金融機関 5.日本本社 3.現地の民間金融機関 6.現地法人自己資金 8.現地法人社債発行 9.知人・友人等からの借り入れ 10.リース利用 11.その他: Q9.海外進出後の資金調達先をうかがいます。 進出後、どこから運転資金等の資金調達を行ないましたか? (複数回答) 1.日本の民間金融機関 4.現地の政府金融機関 7.現地法人株式発行 2.日本の政府金融機関 5.日本本社 3.現地の民間金融機関 6.現地法人自己資金 8.現地法人社債発行 9.知人・友人等からの借り入れ 10.リース利用 11.その他: Q10.事業運営で得られた利益の使い方について伺います。 現地法人で獲得された利益は次のうちどのように使用されていますか(直近、あるいは通常)? (複数回答) 1.次年度に向けて留保 3.株主への配当金 2.現地法人の設備等事業拡大のための再投資 4.ASEAN内で財務戦略に活用 5.現地で財務戦略投資 6.その他: Q11.貴社にとって今後の事業運営に影響を与える可能性のある当該国の最近の制度発令、 ビジネス環境変化、市場傾向等を3つまで挙げてください。 (複数回答) 1.通関手続き処理遅延 2.課税所得額への恣意的算入指導 3.労働法令の改定 4.環境法令の施行 5.販売取引先の注文拡大 6.購買取引先の供給減少 7.為替レートの変動 8.賃金等人件費上昇 9.原料・資材等コスト高 10.原油価格高騰 11.労働組合活動の活発化 12.取引先の他国への移転の動き 13.不透明な税金の取立て 14.前払税金等還付遅延 15.恣意的な税務等調査介入 16.その他: Q12.JODCでは、日本から現地日系企業への専門家派遣事業を行っています。 貴社において日本からの専門家派遣を利用して解決したい問題があれば挙げてください。 (複数回答) 1.技術向上 2.生産性向上 3.品質向上 4.コストダウン 5.人事・労務管理 6.経理・財務 7.税務 8.その他: -85- <ご回答企業プロフィールご記入欄> 御社会社名: ) (在日本本社名: 人 従業員数: (日本人従業員数: ) 、現地人従業員数: (百万円) 資本金: 出資形態:日本% 現地% その他% 主要製品: 売上高は、前年度より: 前年度比較売上 かなり上がった 上がった ほぼ維持 下がった かなり下がった ほぼ維持 減った かなり減った 利益は、 損失は、前年度より: 前年度比較利益 かなり増えた 増えた 現在、当該国政府から補助・支援・優遇されている制度がありましたらご記入願います。 担当者名: 部署名: E-メール・アドレス: @ お忙しい中、ご協力いただき、ありがとうございました。 *注意: 当該アンケートメールが間違って配信された方、これ以上弊協会より連絡等 の配信を受けたくない方は、次をクリックしていただき返信願います。 誤配信 配信拒否 回答意思なし ご記入が完了しましたら,「上書きボタン」を押し,上書き完了した上で,JODCアンケート受付 information@jodc.or.jpまでメール添付ファイルにてご送付願います。 -86- 巻末参考資料 4 「インドネシア関連機関等ホームページ」 ‐インドネシア国内‐ JETRO,Jakarta Center ································ http://www.jetro.go.jp/biz/world/asia/idn/ Summitmas I, 6th Floor, Jl.Jend.Sudirman Kav.61-62,Jakarta, Indonesia Tel:62-21-520-0264 Fax:62-21-520-0261 Jakarta Japan Club(ジャカルタ・ジャパン・クラブ:日本人商工会議所)··· http://www.jjc.or.id/ Menara Cakrawala Lt.4, (Skyline Building 4F) Jakarta 10340 Indonesia Tel:62-21-315-0418(直通) Fax:62-21-319-25902,315-0817 E-mail:jasmine@jjc.ntt.net.id 在インドネシア日本大使館 ···········································http://www.id.emb-japan.go.jp/ Jl.M.H.Thamrin24,Jakarta Pusat 10350 Tel: 62-21-3192-4308 Fax: 62-21-3192-5460 インドネシア投資調整庁(BKPM:The investment Coordinating Board of Indonesia) ·························http://www.bkpm.go.id インドネシア工業・商業省(Ministry of Industry and Trade) ···· http://www.dprin.go.id インドネシア銀行(Bank of Indonesia)········································ http://www.bi.go.id インドネシア中央統計局(Central Bureau of Statistics)··············· http://www.bps.go.id NNA Indonesia······································································· http://nna.asia.ne.jp/ じゃかるた新聞 ······················································ http://www.jakartashimbun.com/ MM2100 工業団地事務所················· http://www.world-egg.com/marubeni/mm_top.html Mitsui-Soko,Indonesia·················································· http://www.mitsui-soko.co.id/ ‐日本国内‐ 国際機関 日本アセアン-センター(ASEAN-JAPAN CENTRE) ·· http://www.asean.or.jp/ インドネシア共和国投資調整庁 BKPM 日本事務所 ·················http://www.bkpm-jpn.com/ JETRO ホームページ············································· http://www.jetro.go.jp/indexj.html 中小企業庁・ ······························································ http://www.chusho.meti.go.jp/ 〒100-8912 東京都千代田区霞ヶ関 1 丁目 3 番 1 号 電話:03-3501-1511(代表) 中小企業基盤整備機構 ·····························································http://www.smrj.go.jp/ 〒105-8453 東京都港区虎ノ門 3-5-1 虎ノ門 37 森ビル 電話:03-3433-8811(代表) 中小企業ベンチャー総合支援センター······················ http://www.smrj.go.jp/center/head/ -87- 巻末参考資料 5「参考文献等」 ‐企業ダイレクトリー‐ 「DIRECTORY OF JAPANESE COMPANIES & REPRESENTATIVE OFFICES IN INDONESIA 2005」··············································································JETRO 「ハロー・インドネシア 2005-2006 生活ビジネス情報電話帳」·············· COMM Pte Ltd. 「海外進出企業 CD-ROM 2005 年」 ··················································· 東洋経済新報社 ‐投資一般‐ 「ジェトロ・ホームページ>海外のビジネス情報」 ・・ジェトロ:http://www.jetro.go.jp/biz/ 「インドネシア投資調整庁 BKPM ホームページ>Facts&Figures」 ····························· ··········································· http://www.bkpm.go.id/en/figure.php 「インドネシア投資ガイド」2005 年 9 月 ··································· 日本アセアンセンター 「ASEAN 諸国投資関係、政策・措置要覧」 ····································· アセアン事務局編 「在アジア日系製造業の経営実態-ASEAN・インド編」2005 年 3 月···· ジェトロ海外調査部 「ジェトロ貿易投資白書」2005 年版 ··························································· ジェトロ 「インドネシア経済・投資・貿易の動向」2005 年 ·············· ジェトロ・ジャカルタ・センター 「インドネシアにおける地方進出日系企業、ビジネス活動への障害実態調査報告書」 ········ ····································· ジェトロ・ジャカルタ・センター 2004 年 「インドネシアの投資促進・産業政策提言に関わる調査報告書」·································· ················································· ジェトロ・ジャカルタ・センター 「第 10 回 アセアン進出企業の現地法人実態調査」 ········· 中小金融公庫経営情報部国際室 「第 5 回 信用金庫取引先海外進出状況調査結果」2004 年 3 月 ············ 信金中央金庫総研 「2004 年各国・地域の貿易・投資上の問題点と要望」 ·························· 日本機械輸出組合 「最新アセアン業界地図」2005 年 6 月、7 月 ··· P.T. NNA Indonesia、http://nna.asia.ne.jp/ 「我が国製造郷企業の海外事業展開に関する調査報告」2005 年 11 月 ··························· ············································ JBIC 国際協力銀行、開発金融研究所 「アジアの主な工業団地」2005 年 8 月 ·········································· JBIC 国際協力銀行 「インドネシア、再生への挑戦」石田正美編····································· アジア経済研究所 「アジアの二輪車産業」2005 年 3 月 ··············································· アジア経済研究所 「資料:インドネシア進出日系中小企業が直面するビジネス上の課題、問題点」 ············ ·······················(独)中小企業基盤整備機構アドバイザー、志村隆太郎 「ロジスティクスの観点から見たインドネシア産業の輸出競争力」······························· ····································· 国際協力銀行、インドネシア大学共同調査 「資料:インドネシアの現状と今後の方向、2005 年 3 月」 「投資としてのインドネシア」 ······················· インドネシア投資調整庁 BKPM アドバイザー梅田忍 -88- 「第 6 回インドネシアの投資環境整備」········································· 三菱商事(株)業務部 ‐税務一般‐ 「アセアンの税務事情」2002 年 2 月 ································ 中小企業金融公庫経営情報部 ‐労働一般‐ 「資料:労働法関係資料」 ································· JAC「ジャパン・アジア・コンサルタンツ社 -89- 我が国中小企業の国際展開での成功事例報告書 インドネシア編 発行:平成 18 年 2 月 財団法人 海外貿易開発協会 〒104-0061 東京都中央区銀座 5-12-5 白鶴ビル 4 階 電話 03-3549-3051 URL: http://www.jodc.or.jp
© Copyright 2025 Paperzz