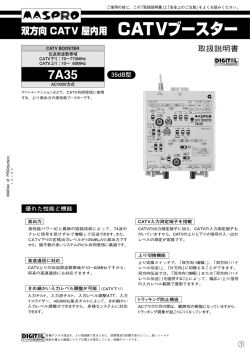
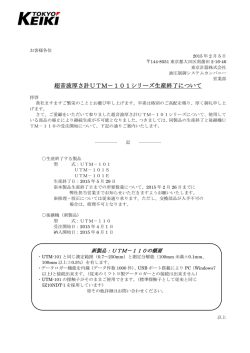
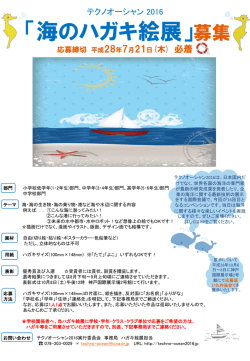
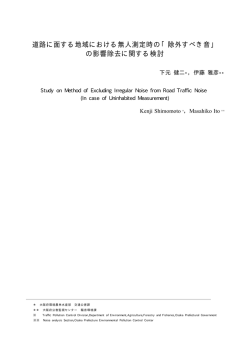
探傷感度の調整にA2形系標準試験片を用いた 鋼管円周継手の超音波探傷試験法に関する指針(2013改定) 2013年10月 一般社団法人CIW検査業協会 技術委員会 探傷感度の調整に A2 形系標準試験片を用いた 鋼管円周継手の超音波探傷試験法に関する指針(2013 改定) 指針作成委員会構成表 委員長:安藤純二 株式会社ジャスト 委 員: 荒井 均 株式会社キューシーコンサルタント ○池ケ谷靖 株式会社ジャスト 井手 茂 東亜非破壊検査株式会社 鹿毛 信治 新日本非破壊検査株式会社 ◎上平綱昭 エンジニアリングサービス株式会社 熊谷昌之 綜合非破壊検査株式会社 ○佐藤 文俊 日本工業検査㈱ 末次 純 非破壊検査株式会社 多田健次 株式会社ジャスト 成本憲一 株式会社シーエックスアール ○古舘岳実 株式会社ダンテック ○丸山和則 北日本非破壊検査株式会社 ◎ワーキンググループリーダー ○ワーキンググループメンバー 探傷感度の調整に A2 形系標準試験片を用いた 鋼管円周継手の超音波探傷試験法に関する指針(2013改定) 1. 総 則 1.1 適用範囲 この指針は直径(外径)100mm 以上 500mm 以下の鋼管円周継手溶接部に超音波探傷試験を適 用する場合で、A2 形系標準試験片を使用して探傷感度の調整を行う場合に適用する 。なお、適 用する鋼材の種類は STKN400、490 及び STK400、STK490 とする。 1.2 一般事項 本指針に規定する以外の一般事項は日本建築学会「鋼構造建築溶接部の超音波探傷検査規 準・同解説」及び JIS Z 3060「鋼溶接部の超音波探傷試験方法」による。 2. 探 傷 2.1 探触子 使用する探触子は周波数 5MHz、振動子の寸法 10mm×10mm、公称屈折角 70 度または 65 度とし、 当該工事の超音波探傷検査要領書に規定されたものを用いる。探触子の接触面の曲面加工は行 わない。 2.2 エコー高さ区分線 A2 形系標準試験片のφ4×4mm により作成した距離振幅特性曲線によるエコー高さ区分線を 使用する。 2.3 探傷感度 A2 形系標準試験片または A3 形系標準試験片のφ4×4mm のエコー高さを、公称屈折角 70 度で は H 線に、公称屈折角 65 度では M 線に合わせた後、直射法を適用する場合は(1)、1 回反射法 を適用する場合は(2)によって感度補正量を求める。 (1) 直射法を適用する場合 直径 D(mm)に対する感度補正 H(dB)は次の式1で求めるか表1の値とする。 H=12-0.02×D (小数点以下は切り上げる) ・・・・・式1 表1 直径に対する感度補正量 直径(mm) 100 以上 200 未満 200 以上 300 未満 300 以上 400 未満 400 以上 500 未満 500 感度補正量 10dB 8dB 6dB 4dB 2dB (2) 1 回反射法を適用する場合 直径が板厚の 15 倍未満の場合は直射法の感度にさらに+4dB 高める。 なお、直径が板厚の 15 倍以上の場合は直射法の感度と同一とする。 探傷感度の調整に A2 形系標準試験片を用いた 鋼管円周継手の超音波探傷試験法に関する指針(2013 改定)解説 1.総則および改定の経緯 建築鉄骨に直径(外径)100mm~500mm程度の鋼管が使用されることはよくある。このとき円 周継手溶接部に超音波探傷試験を適用する場合はRB-A6試験片を使用して探傷感度の調整を行 うことが規定されている。 しかし、種々の理由でRB-A6の製作が困難であったり、製作したRB-A6 の加工精度が不十分であったりするため、試験結果が大きくばらつくことがあった。 そこで、A2形系標準試験片で距離振幅特性曲線を作成して探傷感度を調整し、さらに鋼管の 直径や板厚によって一定の感度補正を実施することにより、試験結果のバラツキを減少させ、 適正なRB-A6試験片を適正に使用した場合と同等の超音波探傷試験を実現できる試験方法を指 針(案)として2011年に提案した。 指針(案)を作成するための基になる実験は一般の工場または現場で使用されている鉄骨製 作工場が自作した RB-A6 を使用しておこなった。鉄骨製作工場自作の試験片を使用することが 実情を反映するものと考えたが、実験をすると予想以上にばらつきが大きく、このため探傷感 度の補正量を直径 200mm 未満と 200mm 以上という大きな区分で設定し、指針(案)とした。 しかしながら、この方法では同じような直径であっても境界値をはさむと感度補正量に大き な差が生ずるという不都合が生じるため、その後この不都合を改善する方法を検討していた。 本改定は、前記の方法で提案した指針(案)を改善するために検討・実験し提案したものであ る。 なお、RB-A6 試験片を作製する場合は標準穴の加工を専門の業者に依頼する等して、高い精 度で作製されなければ、本来の目的を達成することができないことがあることに留意する。 2.探傷 指針(案)改定のための実験は、RB-A6 のドリル穴加工を専門業者に依頼し、精度の高い RB-A6 を用意して行なった。この結果、鋼管の直径・板厚と感度補正量により高い相関関係が得られ、 本改定の感度補正量が求められた。 (1) 直射法を適用する場合 直射法の場合は感度補正量が鋼管の直径に依存される。実験は、板厚が同程度(ビーム路程 が同程度)で直径が異なる 6 体の試験体を使用し、屈折角が公称屈折角 70 度と 65 度の 2 種類 でそれぞれメーカーが異なる探触子を使用した。実験の結果、解図1に示すように直径と感度 補正量に高い相関関係が得られ、感度補正量は直径の約 0.02 倍の割合で変化した。 この結果から、直径が 100mm 以上 500mm 以下の範囲で、直径 D(mm)に対する感度補正 H(dB) を次の式で求めることとした。なお、現場での探傷では 2dB 単位でゲイン操作することが多い ので解表1も加えた。 H=12-0.02×D (小数点以下は切り上げる) ・・・・・解式1 解表1 直径に対する感度補正量 直径(mm) 100 以上 200 未満 200 以上 300 未満 300 以上 400 未満 400 以上 500 未満 500 感度補正量 10dB 8dB 6dB 4dB 2dB 直径と感度補正量(0.5S)(19t~22t)で測定 14.0 12.0 B:y = -0.0219x + 12.94 70°0.5S-A A:y = -0.0214x + 12.428 70°0.5S-B 感度補正量(dB) 10.0 65°0.5S-C 65°0.5S-D 8.0 線形 (70°0.5S-A) 6.0 線形 (70°0.5S-B) 4.0 線形 (65°0.5S-C) 2.0 線形 (65°0.5S-D) C:y = -0.0235x + 12.12 D:y = -0.0184x + 10.156 0.0 0 100 200 300 400 500 直径(mm) 解図1 (2) 1 回反射法を適用する場合 1 回反射の場合は超音波が内面で反射するので、感度補正量は内面の曲率に影響され る。直 径が同じでも、板厚(t)が厚くなれば内径(内面の曲率)が小さくなるため、内面の反射で超音 波が拡がり減衰するため直径と板厚の比(直径/板厚)をパラメータとして用いた。実験は、 板厚に対する直径の比が異なる 7 体の試験体を使用し、探触子は(1)と同様に 2 メーカーの公称 屈折角 70 度と 65 度を使用した。実験の結果、直径/板厚を横軸に、感度補正量を縦軸に表し たものが解図2である。 この結果から、感度補正量が複雑にならないよう考慮して、直径/板厚を 15 以上と 15 未満 に分け、直径が板厚の 15 倍未満の場合は直射法の感度にさらに+4dB 高めるとした。なお、直 径が板厚の 15 倍以上の場合は直射法の感度と同一である。 直射法と1回反射法の感度差 10.0 8.0 感度差(dB) 6.0 4.0 0.5Sと1.0Sの感度差70°-A 0.5Sと1.0Sの感度差70°-B 2.0 0.5Sと1.0Sの感度差65°-C 0.0 0.5Sと1.0Sの感度差65°-D -2.0 0.0 5.0 10.0 15.0 20.0 25.0 直径/板厚 解図2 3.その他 RB-A6 の表面仕状態は黒皮を想定しており、ショットブラストなどで仕上げている場合は感 度差がさらに大きくなる可能性がある。この場合に於いては、適正な方法による感度差の確認、 補正または、被検材と同じ表面状態の RB-A6 を使用する必要がある。 2013 年 10 月 1 日 発行 発行元:一般社団法人 CIW検査業協会 〒111-0053 東京都台東区浅草橋 5-4-5 ハシモトビル 801 Tel 03(5820)3353 Fax 03(5820)3368 E-mail:info@ciw.gr.jp URL:http://www.ciw.gr.jp/
© Copyright 2025 Paperzz