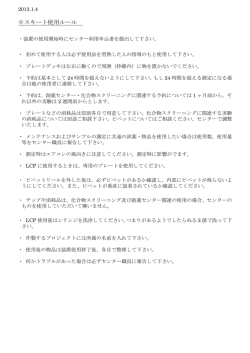
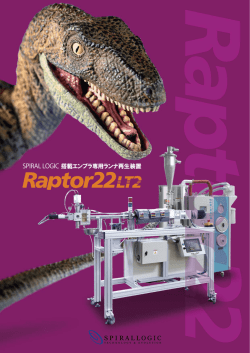
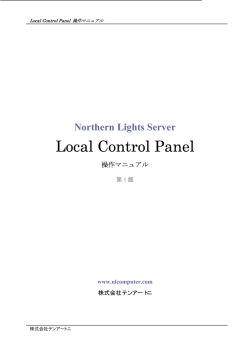
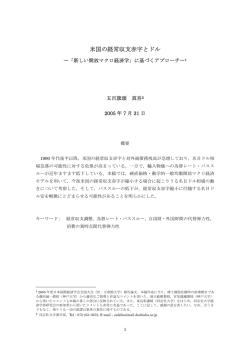
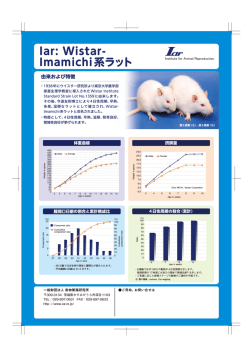
樹脂流動解析による LCP 薄肉射出成形品の収縮異方性予測手法の提案 Proposal of Shrinkage Anisotropy Prediction Method for Thin LCP Part by Flow Analysis (松下電工)○(正)杉田寿夫,(金沢工大院)(学)松原永治,(正)瀬戸雅宏,(正)山部昌 Keywords: Liquid Crystalline Polymer/Flow Analysis/Anisotropic shrinkage/Injection molding 300 LCP Linear Approximation 250 200 150 100 50 0 0 10 20 30 40 Molecular Orientation Ratio 50 Fig.2 Relationship between Molecular Orientation Ratio and Thermal Expansion Coefficient Ratio (LCP) 30 Molecular Orientation Ratio Toshio SUGITA*: Matsushita Electric Works, Ltd. Eiji MATSUBARA, Masahiro SETO and Masashi YAMABE: Department of Material Design Engineering, Kanazawa Institute of Technology * 1048 Kadoma, Kadoma-shi, Osaka, JAPAN 571-8686 Tel: 06-6906-3288, Fax: 06-6908-3181 E-mail: sugita@mail.mew.co.jp Fig.1 Shape of Injection Molded Plate Thermal Expansion Coefficient Ratio [×10-6/℃] 1. 緒 言 液晶ポリマー(以下,LCP)はせん断配向による高強度・ 高弾性率の自己補強効果や寸法安定性,低膨張性と いった優れた特性から小型・薄肉・微細成形品に用い られる1).しかし,剛直な分子構造により強い異方性を 示すことから,成形品の反り解析の精度が低くなる問題 点がある.瀬戸ら2)は,非晶性樹脂の PS を用い,金型 内可視化実験により求めたせん断ひずみエネルギー と分子配向度・線膨張係数の関係を検討し,流動解析 結果から得られるせん断ひずみエネルギーから線膨 張係数分布を予測する反り解析の精度向上手法を提 案している. 本研究では,種々の機械的特性において非晶性樹脂 や結晶性樹脂よりさらに異方性が大きいとされる LCP について線膨張係数の予測手法を検討した. 2. 分子配向度と線膨張係数の異方性評価 2.1 実験方法 本研究で用いた薄肉成形品の形状は図1 に示すように 100×50×0.5mm とし,薄肉部の樹脂流動方向を一方 向に限定するため,ゲートをフィルムゲートとした.供試 材料は液晶性樹脂LCP(VECTRA-E473i,ポリプラスチ ックス㈱製)である.成形にはプランジャー径φ28mm のプリプラ式射出成形機(TR50S2,ソディックプラステ ック㈱製)を用いた.分子配向度は,成形品から 35× 35mm を切り出したのち板厚方向に 5 層研磨分割 (0.1mm/層)したスライス状試験片を作製し,マイクロ波 式分子配向評価装置(MOA-3012A,王子計測機器㈱ 製)を用いて測定した.線膨張係数は,同様に作製した 10×5×0.1mm の試験片について,熱機械分析装置 (TMA-50,㈱島津製作所製)を用いて測定した熱たわ みから JIS K7197 に基づき算出した. 25 20 15 10 5 0 Skin Middle Layer Core Fig.3 Relationship between Layer and Molecular Orientation Ratio (LCP-IS150mm/s) 5 Skin Middle Core 4 3 2 1 0 0.00 0.02 0.04 0.06 Time [sec] (3) せん断ひずみエネルギーは成形品のスキン層で最大 となり,ミドル層,コア層に向かうにつれせん断ひずみ エネルギーは小さくなった.しかし,図 3 に示した分子 配向度の測定結果と傾向が異なり,流動解析により算 出したせん断ひずみエネルギーと成形品の分子配向 度には相関性が低い結果となった.これは,充填過程 での樹脂の急冷現象を流動解析,特に伝熱計算にお いて高精度に予測できていないためと考えられる. 3.2 熱伝達係数をパラメータとした解析とその検討 そこで本検討では金型表面と樹脂表面との界面におけ る熱の移動量を変化させ,成形品内部の急冷現象と固 化層の成長を表現することを目的とし,熱伝達係数を 変化さ せ て 定性的な 解析を 行っ た . 初期値を 500W/m2K とし,瀬戸ら2)の PS での可視化実験結果と 同様の傾向になるまで解析を繰り返した. 熱伝達係数を 15000W/m2K としたとき,図 4 に示すよう にスキン層側からの急冷現象と固化層の成長が再現で きた.また,固化層が形成される直前では,流動停止温 度付近まで流動中の樹脂の冷却が進んでいることから, 0.08 0.10 Fig.4 Relationship between Time after the Resin Passage and Power by Shear Flow (LCP-IS150mm/s) 30 Molecular Orientation Ratio &(T,γ &) P =τ⋅γ 粘度が急激に上昇しせん断ひずみエネルギーも大きく なることがわかった. 図 5 に流動解析により算出したせん断ひずみエネルギ ーと成形品の分子配向度の関係を示す.LCP では,せ ん断ひずみエネルギーが小さいときでも,ある程度の 分子配向が生じていることがわかった.また,わずかな せん断ひずみエネルギーを受けることで分子配向度 が急激に増加し,飽和することがわかった.この結果に ついて,LCP の特異な性質である,溶融時でも分子鎖 がわずかに配向する液晶性と,わずかなせん断力によ る分子鎖の剛直な配向性によるものと考えられる. 4. 結言 ・流動解析で熱伝達係数をパラメータ化し変化させた 解析により,射出成形過程の急冷現象と固化層の成長 が再現できる. ・流動解析によるせん断ひずみエネルギーから線膨張 係数の異方性を予測することが可能である. Power by Shear Flow [×109 J/m3 ・s] 2.2 測定結果 分子配向度は分子鎖の配向の度合いを示し,線膨張 係数比は MD と TD の収縮の異方性の度合いを示す. 図 2 に示すように,LCP のスライス状試験片では分子 配向度と線膨張係数比の関係に相関性がみられた. また,図 3 に示すように,LCP スライス状試験片の分子 配向度は,成形品のミドル層で最大となり,スキン層,コ ア層の順に小さくなった. 3. 射出成形 CAE を用いた線膨張係数の異方性予測 3.1 流動解析による分子配向度予測の検討 本研究で用いる LCP は溶融時に透明度が低いため金 型内樹脂流動可視化によるせん断ひずみエネルギー の評価が行えない.そこで,流動解析により算出したせ ん断ひずみエネルギーと分子配向度および線膨張係 数の異方性との比較検討を行う.流動解析に用いたソ フトは 3D TIMON ver.7.4(東レエンジニアリング㈱製) である.ここでは,せん断応力とひずみ速度から単位 時間・単位面積当たりのせん断ひずみエネルギーを算 出した.単位時間,単位面積当たりのせん断ひずみエ ネルギーをその作用時間で積分するとせん断ひずみ エネルギーが算出できる.ここで、τ:せん断応力, . γ:ひずみ速度,η:粘度,tanθ:速度勾配,⊿v:速度 差,P:単位時間・単位面積あたりのせん断ひずみエネ ルギーである. (1) &⋅η τ= γ &= ⊿v (2) &= tanθ γ ⊿x 25 20 15 10 5 LCP 0 0 50 100 150 200 Shear Strain Energy [×106 J/m3] Fig.5 Relationship between Shear Strain Energy and Molecular Orientation Ratio 参考文献 1)末永:成形・設計のための液晶ポリマー, 22(1995) 2)瀬戸,田中,山部:成形加工 03 年次大会予稿集, Ⅰ-106, P.43(2003)
© Copyright 2025 Paperzz