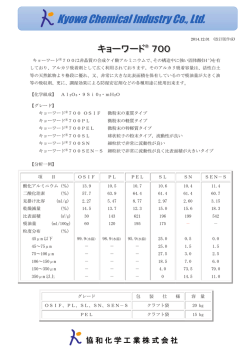
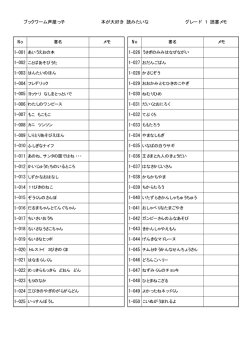
ラペロス® LCP技術資料 液晶ポリマー Liquid Crystal Polymer (LCP) ® 成形技術 ポリプラスチックス株式会社 ® LAPEROS LCP 液晶ポリマー 成形技術 目次 1. はじめに .................................................................................................................................. 2 2. 予備乾燥 ................................................................................................................................. 2 3. 再生材の使用 .......................................................................................................................... 3 4. 成形機の選定 .......................................................................................................................... 3 5. 金型設計 ................................................................................................................................. 4 5.1 金型材質............................................................................................................................ 5 5.2 ランナ................................................................................................................................. 5 5.3 ゲート................................................................................................................................. 5 5.4 エアベント........................................................................................................................... 6 6. 成形加工特性 .......................................................................................................................... 6 6.1 流動性 ............................................................................................................................... 6 6.2 成形収縮率 ........................................................................................................................ 6 6.3 後収縮率............................................................................................................................ 8 7. 成形条件 ................................................................................................................................. 8 7.1 シリンダー温度 ................................................................................................................... 9 7.2 金型温度............................................................................................................................ 9 7.4 射出圧力と射出速度........................................................................................................... 9 7.5 成形機の停止、開始および材料の切り替え......................................................................... 10 8. 安全上の注意 .........................................................................................................................11 LAPEROS®、ラペロス®はポリプラスチックス株式会社が日本その他の国で保有している登録商標です。 1 1. はじめに ® ラペロス LCPは、独特の化学構造を持った液晶性全芳香族系ポリエステルの一種です。 一般のポリエステルとは化学構造的にも微細構造的にも大変異なるため、一般物性のみならず、成形 加工特性においても大きな違いがみられます。 ラペロスはすべて熱可塑性であり、市販の通常の射出成形機で成形することができます。(但し、グレ ードによっては高温仕様、耐腐食仕様が必要な場合があります。)一般に溶融時には低粘度であり、固 化時には高剛性の材料ですが、その機械的特性には異方性があります。ここではラペロス LCP の射出 成形についての一般的な指針を示しますが、特殊なグレードの成形についてはご相談下さい。 ※ペレットの保存 ラペロスのペレットは充分乾燥した後、防湿性の包装を施して出荷されています。包装が汚れたり、破 損したりしないようにパレットに載せて、乾燥した場所で保存して下さい。開封した袋は直ちに再シールし、 異物の混入や吸湿を防止して下さい。 2. 予備乾燥 ラペロスの吸湿性は大変低く、例えば A ポリマーの場合、23℃、50%RH での平衡吸湿量は 0.03% (300ppm) 程度です。また、防湿性の包装も施していますが、やはりポリエステル系の材料ですので、 成形に先立って必ず予備乾燥を行って下さい。 乾燥条件は、140∼160℃、4 時間以上(最大 24 時間まで可)で、除湿乾燥機を使用することをお勧め いたします。また、乾燥機は棚式通風乾燥機やホッパー・ドライヤーも使用可能ですが、いずれの場合も ペレットが上記の条件で均一に乾燥されるように熱風温度、風量などを調節して下さい。特にホッパー・ ドライヤーの場合はショートパスができないように、また、設定温度ではなくペレット温度が上記温度にな っているように注意が必要です。 また、成形中も再吸湿を防止するためにホッパー・ドライヤーの使用をお勧めします。 図 2-1. E130i の乾燥曲線 図 2-2. E130i の吸湿曲線 2 3. 再生材の使用 お勧めする成形条件で成形すればラペロスは優れた熱安定性を示します。実験室的な検討では、表 3-1 に示すように 100%再生を 5 回繰返しても静的な強さや弾性率は初期値の 75%∼90%を維持して います。また、再生を繰返すと色相が若干黒味を帯びてきますので注意が必要です。 表 3-1. 五回再生時の物性低下 ( 保持率 % ) E130i E473i 引張り強さ 82 75 引張り弾性率 83 82 引張り伸び 105 107 曲げ強さ 86 79 曲げ弾性率 93 86 シャルピー衝撃強さ 86 80 物 性 ・100%再生材使用 上記のような実験例がありますが、一般的には再生材の使用量は全体の 25%程度に留めるようお勧 めします。25%程度の再生材混入率であれば、高次再生材の割合は急激に少なくなり、常に新材と再 生 1 回材で全体の 93.8%を占めるようになるからです。上述の色相の変化を防止するためにもこのよう な使い方が望ましいわけです。 また、再生材のサイズが均一でないと、計量が不安定となります。そのため、再生材はリペレットによる 使用または粉砕材を用いる場合は粉とオーバーサイズ品を除去し、ペレットと同サイズの均一な粉砕材 を用いることをお勧めします。 4. 成形機の選定 ラペロスは通常のスクリュタイプの成形機で成形できます。 ラペロスのグレードタイプによってシリンダ温度は異なりますが、最高 380℃を見込んで頂ければ良い ので、一般成形機のヒータ容量で問題ありません。 可塑化ユニットのサイズは、1 ショットの重量が成形機能力の 50∼75%を目安として下さい。 ラペロスは普通のオープンタイプのノズルで成形できます。一般にノズル部の圧力損失はオープンタイ プのものが最も小さく、また機械動作の信頼性を考慮する必要がないので可能な限りこれを用いること を推奨します。但し、流動性の良い材料ですので成形条件によっては、特により高流動性を得るためシ リンダ温度を高く設定した場合は、鼻タレ現象を起こします。 ノズルヒータは独立したコントローラーで制御して下さい。鼻タレ、糸引き現象が見られる時はノズル温 度を下げることが効果的な対策となります。ただし、設定温度を下げすぎた場合には、流動性が悪化し 3 て充填圧力が極端に上がったり、コールドスラッグが製品部に混入してブリスターの原因となります。安 定した成形を行うためには、図 4-1 のような“LCP ノズル”を使用いただくことで、ノズル温度を下げすぎ ることなく、鼻タレ、糸引き現象を抑えることが可能です。 ラペロスは固化速度が速く、離型性も良いのでハイサイクル成形が可能です。この特長を生かせるよう 可塑化能力が高いものが適しています。スクリュの形状は一般には次のものが適しています。 スクリュ先端に溝深さが一定の計量ゾーンが数山あるもの 良く整備された逆流防止弁のあるもの ロングフィードタイプのもの 図 4-1. LCP 用ノズル ノズル径が小さい(φ1∼2mm) ノズル先端に高出力ヒーター 熱電対を先端に設置 図 4-2. 標準的なノズル 5. 金型設計 4 ラペロスは異方性がありますので、基本的な金型設計上の諸原則を遵守するだけではなく、この異方 性を考慮に入れた金型設計が必要です。 成形品の物性はラペロスそれ自身と充填材の配向の方向とその程度によって支配され、また、この配 向は材料が流動する際の剪断力によって引き起こされます。従って、キャビティ内での材料の流動パタ ーンを、最終製品に対する要求特性との関連において考慮しなければなりません。一般に配向は肉厚 が薄いほど顕著となります。成形品が要求特性を満足するよう、部品設計者と金型設計者とが緊密に連 帯する必要があります。また、ウエルドライン部ではラペロス本来の強さが発揮できない場合があります ので、金型設計上できるだけウエルドラインが生じないよう配慮が必要です。 5.1 金型材質 ラペロスは金型に対する腐食性が比較的小さいので、標準的な金型材料はすべて使用することができ ます。充填材の中には金型を摩耗させるものもあり得ますので、この場合は同種の充填材が入った一般 の成形材料に対して行うのと同様に、適切な鋼材を選んだり、また焼き入れ等の対策が必要です。 表 5-1. 各金型の A130 に対する耐摩耗性 金型表面状態 金型材料 1000 ショット後 2000 ショット後 3000 ショット後 HPM31 (SKD11) 変化なし 変化なし 変化なし STAVAX 変化なし 変化なし 変化なし * HPM31 は日立金属工具鋼株式会社のプラスチック金型用鋼であり、 STAVAX はウッデホルム株式会社のプラスチック金型用鋼です。 5.2 ランナ 一般に加工のしやすさでは半円、台形、円形ランナの順ですが、断面積と圧力損失を考えると有利な 方から円形、台形、半円の順ですので、円形または台形のランナを推奨します。経済性も加味した最適 ランナ径は、必要なランナの長さ、製品のサイズ等によって異なりますので一概にはいえませんが、2∼ 5mm が一般的です。ランナ長はできる限り短くして下さい。多数個取りの金型では、キャビティ間のバラ ツキを少なくするため、各キャビティまでを等長とすることが望まれます。 また、スプルサイズは射出成形機のノズル穴径に対して大きすぎるとスプル内でジェッティングを起こし エアーを巻き込んでしまい、ブリスター発生の原因になることがあります。そのため、射出成形機のノズ ル穴径に対して、ノズルタッチ側のスプル径はノズル穴径+0.5mm 程度としテーパーは 0.5∼1°とする ことをお勧めします。 ラペロスは、本質的には離型性の良い材料ですが、同時に流動性に優れ、金型表面に傷があるとそ れを転写し離型性を著しく損なう場合があります。スプル、ランナの磨きもおろそかにはできないので注 意して下さい。スプル、ランナの末端には樹脂溜まりを設け、製品へのコールドスラッグの流入を防止し て下さい。 5.3 ゲート ラペロスの金型設計では、ゲート設計が特に重要です。ラペロスは異方性がありますので、ゲート位置 は充填パターンを考慮して決められなければなりません。特にラペロスの優れた性質を製品の特定の方 向に活かしたい場合には、それを流動方向とするのが原則となります。 5 製品形状が複雑で、充填過程でその方向がかなり乱れるものの場合はそれ程ゲート位置の影響は考 えなくても良いでしょう。 ゲート方式としては、一般に用いられるサイド、ピン、サブマリンゲートすべて可能です。 5.4 エアベント ラペロスが成形時にガスを発生することはほとんどありませんが、キャビティ内の空気を抜いて充填を 容易にするためにエアベントを付けるのは良い方法です。ラペロス用のエアベントの深さは 1/100∼ 2/100mm 程度が最適です。この程度の深さでは空気の流路となる断面積が限られますので、空気が溜 まりやすい所だけでなく、なるべく広い範囲にわたってエアベントを付けるようお勧めします。 6. 成形加工特性 6.1 流動性 ラペロスの厚み 0.2mm∼0.3mm の時の棒流動長をそれぞれ図 6-1∼図 6-2 に示します。各種スーパ ーエンプラはもとより、汎用エンプラ、汎用プラと比較しても極めて長い棒流動長が得られ、ラペロスの特 長が良く表れています。特に図 6-2 より、0.2mm という非常に薄い肉厚でも 30mm 以上の流動長が容 易に得られることが分かり、薄物成形には大変有利と考えられます。部品設計、金型設計の参考資料と してご利用下さい。 ® ® 図 6-1 ラペロス LCP の棒流動長 図 6-2 ラペロス LCP の棒流動長 6.2 成形収縮率 ラペロス各種グレードの代表的な成形収縮率を、表 6-1 および図 6-3∼図 6-10 に示します。全般に非 常に小さい収縮率ですので、製品の正しい寸法を出しやすい利点があります。特に流動方向の収縮率 は大変小さく、また直角方向の収縮率はやや大きい値を示します。複雑な形状の成形品で流れの方向 が入り乱れている場合には両者の中間の値を用い均一な収縮率とみなしてキャビティ寸法を決めるの 6 が実際的な方法でしょう。 表 6-1 および図 6-3∼図 6-10 に示した値は単純な形状についての値ですから、実際の複雑な形状の 成形品ではこれとは若干異なる値が得られる可能性がありますが、収縮率の絶対値が小さいため寸法 精度に及ぼす影響は比較的少ないものと考えられます。しかしながら、寸法精度の極めて厳しい製品の 場合には、試作型を作って予めそのものについての正しい収縮率を実測しておくとか、本金型の場合に は推定収縮率より修正可能側にずらしてキャビティ寸法を決める等の配慮も必要でしょう。 表 6-1 各グレードの成形収縮率 ( 単位 : % ) 単位 A130 E130i E473i GA130 HA475 T130 S135 S475 流動方向 % 0.01 0.02 0.03 0.01 0.02 0.07 0.08 0.10 直角方向 % 0.45 0.54 0.39 0.42 0.31 0.51 0.52 0.39 * 80mm□×1mmt 平板, サイドゲート 2mmt×1mmt, 射出圧 60MPa 図 6-3. A130 の成形収縮率 図 6-4. E130i の成形収縮率 図 6-5. E473i の成形収縮率 図 6-6. GA130 の成形収縮率 7 図 6-7. HA475 の成形収縮率 図 6-8. T130 の成形収縮率 図 6-9. S135 の成形収縮率 図 6-10. S475 の成形収縮率 6.3 後収縮率 図 6-8 に 150℃と 200℃での A130 のアニーリング時間と後収縮率の関係を示します。約 2 時間のア ニーリングで、後収縮率は飽和状態に達することが分かります。 図 6-8. A130 の後収縮率 7. 成形条件 8 7.1 シリンダー温度 一般的なノズル、シリンダ温度は表 7-1 に示す通りです。シリンダ温度設定は推奨標準となります。成 形状態によっては、10∼20℃前後の変更が可能です。また、糸引き・鼻たれ防止のために、ノズル温度 を 10∼20℃下げることが可能です。但し、次のことに注意してください。 シリンダー温度を下げる場合 : コールドスラッグ、または不充分な可塑化による機械的特性等の低下。 シリンダー温度を上げる場合 : 滞留時間、長時間滞留により、シリンダ内でゲル化したり、腐食性のガスを 発生することは、ほとんどありませんので大きな問題はありませんが、長時間成形を中断する場合はシリン ダ温度を下げ、再開の際は数ショットパージするのが良いでしょう。 また、計量不良が発生しましたら、シリンダ温度設定を以下に示すような設定にすることを推奨します。 (例) E130i の場合 (NH) 350℃ - 350℃ - 350℃ - 350℃ (フラット) (NH) 350℃ - 350℃ - 360℃ - 370℃ (シリンダー後部の温度を上昇させる) 表 7-1 各グレードの推奨シリンダー温度設定 グレード ノズル 前部 中部 後部 A グレード 290℃∼320℃ 290℃∼320℃ 280℃∼300℃ 270℃∼310℃ B グレード 290℃∼320℃ 290℃∼320℃ 280℃∼300℃ 270℃∼310℃ C グレード 330℃∼350℃ 330℃∼350℃ 320℃∼340℃ 310℃∼350℃ D グレード 310℃∼330℃ 310℃∼330℃ 300℃∼330℃ 300℃∼340℃ Ei グレード 340℃∼365℃ 340℃∼365℃ 340℃∼360℃ 330℃∼370℃ GA/HA グレード 350℃∼370℃ 360℃∼380℃ 330℃∼350℃ 315℃∼335℃ S グレード 355℃∼370℃ 355℃∼370℃ 350℃∼380℃ 350℃∼390℃ T グレード 370℃∼380℃ 370℃∼380℃ 370℃∼390℃ 360℃∼400℃ 水冷部 80℃ 7.2 金型温度 ラペロスは一般に 50℃∼120℃の範囲で金型温度を設定することを推奨します。通常、金型温度は 50℃で問題ありませんが、表面粗度・光沢などの外観上問題があるようであれば、高温を推奨します。 7.3 可塑化 スクリュー回転数は 100rpm 程度が一般的ですが、サイクルUPや計量安定性を図るために、高回転 を使用されることは問題ありません。 また背圧は鼻たれ防止および繊維の折損防止の見地より、0MPa∼2MPa 程度に設定することを推奨 します。 7.4 射出圧力と射出速度 ラペロスはどのグレードも溶融粘度が大変低く、従って一般の熱可塑性樹脂よりもずっと低い圧力で成 形できるのが普通です。大抵の成形品は 15MPa から 45MPa 程度の樹脂圧で成形できます。またラペ 9 ロスは固化速度が速いため一般には射出速度は速い方が良い結果が得られます。 7.5 成形機の停止、開始および材料の切り替え (1) 成形停止時 パージングは使用しているラペロスの成形時のシリンダ温度を維持し、ラペロスをパージングした後に、 ラペロスと同様の成形温度でかつ熱安定性の良好な樹脂(一例としてガラス繊維入りポリカーボネート または高密度ポリエチレン、市販されているアクリル系のパージ材)でパージングすることをお勧めしま す。また、引き続きラペロスを成形する場合にはラペロスのみのパージングも可能です。 (2) 成形開始時 シリンダ内の樹脂がラペロス成形温度領域で安定な樹脂であるならばそのままラペロスの成形温度ま で昇温して、ラペロスでパージングを行ってかまいません。ただし、ラペロスは溶融粘度が非常に低いた めに、シリンダ内に残留している樹脂を完全にパージングしにくい面がありますので、パージングを十分 に行う必要があります。有効にパージングを行う方法として、初めにガラス繊維入りポリカーボネートで パージングした後に、ラペロスでパージングすることにより、パージングが容易になります。 ラペロスと成形温度領域の異なる樹脂の場合には、シリンダに残留している樹脂の成形温度にシリン ダ温度を変えた後に、ラペロスと残留している樹脂両方の成形温度で使用可能な樹脂でかつ熱安定性 の良好な樹脂(一例としてガラス繊維入りポリカーボネートまたは高密度ポリエチレン、市販されている アクリル系のパージ材)でパージングし、その後にラペロスの成形温度に設定し、先記のラペロスの成形 温度領域で安定な樹脂の場合と同様にパージングすることをお勧めします。 シリンダ内の樹脂がラペロスの場合には、一般にはそのままラペロスの成形温度まで昇温して、ラペロ スでパージングを行ってかまいません。ただし、ラペロスの成形温度領域はグレードごとに異なっていま すので、使用温度領域のご確認をお願いします。ラペロスでも使用温度が異なる場合には先記の成形 温度領域の異なる樹脂にしたがってパージングして下さい。 (3) 樹脂切り替え時 成形の停止と開始の方法を参考に、ラペロスとそのまま置き替えのできる樹脂の場合にはシリンダ温 度を維持しながら、そのままパージングを行って下さい。 ラペロスとそのまま置き替えのできない樹脂の場合には、ラペロスと切り替えたい樹脂両方の成形温 度で使用可能な樹脂でかつ熱安定性の良好な樹脂(一例としてガラス繊維入りポリカーボネートまたは 高密度ポリエチレン、市販されているアクリル系のパージ材)でパージングし、その後に成形温度に設定 することをお勧めします。 特にラペロスへの置き替えには関しては、残留樹脂がラペロスより粘度が高い場合には、ラペロスへ の置き替えが難しいために、パージングを十分に行う必要があります。 10 (4) その他 ラペロスは、シリンダ内に長期滞留すると劣化し、異物となる場合もありますので、その際には十分な パージングが必要になります。 黒色着色品など濃色材料でなかなか色がぬけきらない場合には、初めにガラス繊維入りポリカーボネ ートでパージした後、ポリエチレンでパージし、かつ、ガラス繊維入りポリカーボネートとポリエチレンでの 交互に繰り返すことをお勧めします。また、シリンダ内のパージ材を完全に出してから、次のパージ材を 入れるようにするとより効果的です。 8. 安全上の注意 成形業界での一般的な安全上の注意事項を守っている限り、ラペロスの成形に特別の危険はありま せん。しかしながら、ラペロスも、他のプラスチックと同様に、非常に高い温度まで加熱すれば分解して 分解生成物が発生します。もし換気が不十分ですと、これらの分解生成物が蓄積して衛生上有害な場 合がありますので、適切な換気を行うようお勧めします。 熱分解を防止し、ガスの発生やシリンダ内での圧力の発生を防ぐために、樹脂温度を A、B、C、D グレ ードは 350℃以上、Ei グレードは 370℃以上、GA、HA、T、S グレードは 385℃以上に上げないで下さい。 これは通常の成形温度よりはるかに高い温度ですから、このように高い温度に上げる必要はないわけ です。 また、短時間、成形を中断する場合には、成形温度で放置しても構いませんが、再開の際には充分パ ージを行なって下さい。また、放置時間が 30 分を越える場合は、成形温度より 50℃程度下げて下さい。 ペレットを供給したり、スクリューを回転させる前に、シリンダの加熱時間を充分にとり、少なくとも各グ レードの成形温度−10℃に達するようにして下さい。作業者は保護メガネを着用して下さい(特にパージ する時)。また熱い金型等を取扱う時には手袋を使用して下さい。成形を中止している間は、射出ユニッ トを後退させて、金型との接触によるノズル部の固化を防止してください。 11 取扱い上のご注意 この資料に掲載した物性値は各種規格や試験法に規定された条件 下で得られた試験片等に基づく測定値または代表的な数値です。 この資料は当社が蓄積した経験および実験室データに基づいて作 成したもので、ここに示したデータは異なった条件下で使用される 部品にそのまま適用できるとは限りません。 したがって、この内容が貴社の使用条件にそのまま適用できること を保証するものではなく、 活用に関しては貴社にて最終判断をお 願いします。 この資料で紹介する応用・用途例などにかかわる技術の権利関係 および使用の寿命・可能性などについては貴社にてご検討下さい。 また、当社材料は、医療用途のインプラント(医歯学的移植組織片) に使用されることを想定したものではありませんので、これらの用途 にはおすすめしません。 適切な作業の実施に関しては、目的に合った各種材料の技術資料 をご参照下さい。 当社材料の安全な取り扱いにあたっては、使用される材料・グレー ドに該当する安全データシート「SDS」をご参照下さい。 この資料の内容は、現時点で入手できる資料、情報、データに基づ いて作成しており、新しい知見により予告なく改訂することがありま すのでご了承下さい。 当社製品や説明資料、または、ここに示した注意事項等について、 ご不明な点などございましたら、 ぜひ当社にお問い合わせの上、 ご相談下さい。 LAPEROS®、ラペロス®は、ポリプラスチックス株式会社が日本その他の国で保有している登録商標です。 ポリプラスチックス株式会社 東 京 〒108-8280 大 阪 〒530-0011 名古屋 〒461-0005 東京都港区港南 2-18-1 (JR 品川イーストビル) ☎ 03 (6711) 8610 大阪府大阪市北区大深町 3-1 (グランフロント大阪 タワーB) ☎ 06 (7639) 7301 名古屋市東区東桜 1-1-10 (アーバンネット名古屋ビル) ☎ 052 (957) 7910 https://www.polyplastics.com/jp/ P16.09.15 R1.3 JLP-MO01
© Copyright 2025 Paperzz