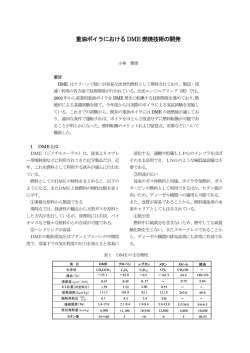
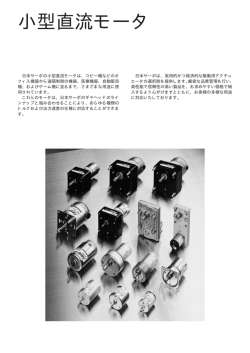
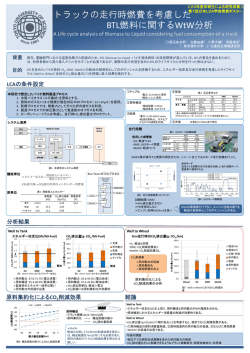
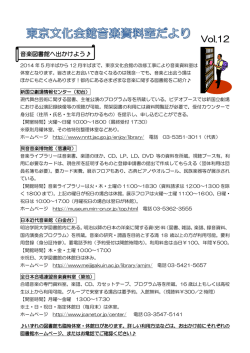
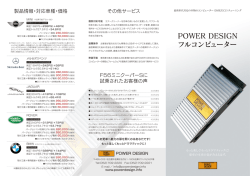
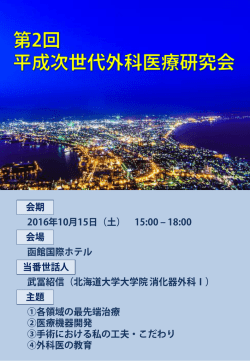
Journal of Japan Society of Energy and Resources, Vol. 32, o. 1 ジメチルエーテルを用いた排熱の熱回生プロセス ジメチルエーテルを用いた排熱の熱回生プロセス における反応速度評価 Valuation reaction rate for Energy recovering of exhaust heat with steam reforming of DME 鬼 頭 毅 * ・ 大坂 侑吾 ** KITO Tsuyoshi OSAKA Yugo ・ 小林 敬幸*** KOBAYASHI Noriyuki ・ 中川 二彦**** NAKAGAWA Tsuguhiko (原稿受付日 2010 年 9 月 3 日,受理日 2010 年 12 月 13 日) For the new process of effective utilization of energy, the process of recovery of exhaust heat energy with steam reforming of dimethyle ether (DME) proposed. Steam reforming of DME is an endothermic reaction as; DME + 3H2O+122[KJ/mol] → 6H2O +2CO2-122.5KJ/mol.So,if the exhaust heat energy would be used for the reforming reaction, the exhaust heat energy could be recovered as hydrogen, fuels of high quality. In this study, Fundamental experiment for steam reforming of DME has been done with fixed bed reactor, changing experimental condition; W/F, temperature, H2O partial pressure and DME partial pressure. Reaction rate equation was formulated with experimental results. DME conversion with the obtained equation and DME conversion with experiment was average error with 0.04[-]. Next, Quantity of catalyst for reactor was compared with device scale of exhaust heat source; gas engine with reaction rate equation obtained. Quantity of catalyst was fully smaller by comparing to device scale of exhaust heat source. 1. はじめに 表 1 工場群からの排熱の排出量 近年、地球温暖化及びエネルギー資源の枯渇等の問題が ガス温度 [℃] 排熱量 [Tcal/年] 顕在化してきており、実社会への影響が深刻化している。 300~350 9325 このような状況下においてエネルギー安定供給の確保、地 350~400 5025 球温暖化防止等への対応等含め、高効率かつ、低環境負荷、 400~450 2052 さらに利便性を有する新たなエネルギー供給形態を確立す る必要がある 1)~3) 。省エネルギーセンターの実施した工場 群から排出される排熱の調査 4) これらの背景を受けて、前報にて新たなエネルギー利用の によると、未利用のまま大 プロセスとして、ジメチルエーテル(DME)の水蒸気改質を 気中に放出されている排熱の量は表1に示すとおりである。 用いて 573~723K の中温度排熱を燃料として回収するプロ これら排熱を有効利用するエネルギー供給形態は上記の課 セスの提案及び効果に関して報告した 題を解決する手段として非常に有効であると考えられ、実 ル(DME)の水蒸気改質の総括反応は(1)式により表され、式 現が望まれる。一方で、排熱を有効に利用するためには、 (2),(3)の DME 加水分解反応、メタノール水蒸気改質反応の 経済性があるとともに、利便性が高く、様々な場合と用途 逐次反応となる。吸熱反応により水素を主成分とする燃料 に対応できるような汎用性に富んだ新たな排熱回収システ ガスへ転換する反応となっている。この反応を生じさせる ムが必要となる。 熱源に、工場などで大気中に放出されている 300~450℃の 5) 。ジメチルエーテ 排熱を用いて行うことにより、排熱のエネルギーからより 質の高い燃料に転換(排熱の燃料化回生)させることが可能 *名古屋大学大学院工学研究科分子化学工学専攻 〒464-8603 名古屋市千種区不老町 1 号館 5 階 510 e-mail kito@energy.gr.jp **金沢大学理工研究域 機械工学系 助教 〒920-1192 石川県金沢市角間町自然科学 3 号館 3A719 e-mail y-osaka@kanazawa-u.ac.jp **名古屋大学工学研究科 化学・生物工学専攻 准教授 〒464-8603 名古屋市千種区不老町 1 号館 5 階 506 e-mail koba@nuce.nagoya-u.ac.jp ***岡山県立大学情報工学部情報システム工学科 教授 〒719-1197 岡山県総社市窪木 111 e-mail nakagawa@cse.oka-pu.ac.jp となる。図 1 に DME を用いた排熱の燃料化回生の概略図 を示す。理論的に反応を行えば、反応後の燃料ガスの発熱 量は原料である DME に対して 9%上昇し、排熱を水素燃料 として回生できることがわかる。 16 Journal of Japan Society of Energy and Resources, Vol. 32, o. 1 DME 水蒸気改質反応(総括反応) (CH3)2O + 3H2O → 6H2 + 2CO2 ⊿ H=122.5kJ/mol 回生を目的とした充填層型の改質反応器の設計は十分に行 われていない。 (1) 前報では本報と同様の充填層型反応器、銅系触媒を用い DME 加水分解反応式(メタノール生成反応) (CH3)2O + H2O → 2CH3OH ⊿H=23.7kJ/mol て、十分に DME 流量あたりの触媒量(以下 W/F と記す)を 大きくすることにより、反応温度 300℃にて式(1)の反応が (2) 完全に進行することを確認したが反応器設計に必要である メタノール水蒸気改質反応式 CH3OH + 2H2O → 3H2 + CO2 ⊿H=49.4kJ/mol 速度式の定量化についてまでは至らなかった 4) 。本報では 実プロセスで使用する改質反応器として充填層型を想定し、 (3) 実プロセスの運転に近い条件で DME 水蒸気改質反応を行 った。実験条件は W/F、反応温度、DME 分圧、水蒸気分圧 をパラメータとして変化させ、各反応率を測定ことにより 充填層型反応器の設計に必要な改質反応速度式の算出を行 った。さらに求めた反応速度式より反応装置の必要触媒量 の推算を行い、スケールの観点から実現可能性を検討した。 2. 実験装置と方法 図1 排熱の燃料化回生概念図 DME 水蒸気改質実験に用いた装置の概略図を図 2 に、充 填層型反応器の詳細を図 3 に示す。触媒については粒径 平衡計算の結果によると、(1)の反応は 200℃程度で完全 30µm 程度の Cu/Zn/Al2O3 系触媒を選択した。DME 水蒸気 に進行することが確認されているおり、適切な反応器、熱 改質反応は充填層型反応器を用いて行った。反応器は内径 交換器を設計することにより、300℃程度の排熱のエネルギ 10mm のパイレックス管により作成し、触媒充填量は 1.0g ーを水素燃料として回収するシステムは十分実現可能であ から 4.0g とした。反応器の加熱には、チューブ炉を用い、 ると考えられる。そのため、DME を用いた排熱の燃料化回 反応温度の測定には K 型熱電対で触媒充填層中心にて行っ 生プロセスを設計するためには、以下の 2 点の課題が挙げ た。なお、反応器出口は大気開放されており、反応圧力は られる。 大気圧付近となっている。また、触媒による流路の閉塞を 防ぐため、触媒層にガラスビーズを触媒との重量比約 10 程度混入させた。混入後の触媒層体積は 15cm3 程度である。 ①回収する排熱のエネルギーで改質が可能な触媒の開発 ②熱交換器を含めた改質反応器の最適設計 ⑤ ① 前者の課題では、より低温度排熱を利用するため、低温 ⑥ 度においても反応活性の高い触媒が必要となる。低温度に 5)-10) 。また、後者では、中低温排熱エネルギ ② H 2O 行われている DME おける高反応活性を目的として触媒設計及び開発が盛んに trap ⑦ ーの燃料化回収プロセスで求められる改質反応器の特徴と ③ GCTCD して、メンテナンスが容易であること、イニシャルコスト ④ が安価で、経済的に成り立つような簡便な構造の方が望ま れる。これは中低温排熱エネルギーの質が低く、熱の取り 回しが困難であるため、排熱の排出量が少ない場所におい ても設置しやすく回収できる排熱量が増大するためである。 そのため、実機での使用を考慮する場合、単純な装置構造 ① fixed bed reactor(pyrex) ⑤ thermo couple ② furnace ⑥ cold trap(ice water) を持ち、メンテナンスが容易である充填層型の改質反応器 ③ catalysts bed は大きな利点を有すると考えられ、充填層型反応器の設計 ④ evaporator ⑦ gas chromatograph (TCD-detector) 図 2 実験装置概略図 が必要となる。しかし、改質反応器については、燃料電池 に水素を供給するための改質器や、化学再生発電に適用す る改質器などが設計されている 11)-13)が、排熱のエネルギー 17 Journal of Japan Society of Energy and Resources, Vol. 32, o. 1 予備実験として触媒の耐久試験を行った。予備実験条件 石英 ウール として、前処理後、反応温度 300℃、DME 流量 20.0ml/min、 S/C;1.55 にて 3 時間ごと、12 時間の生成物流量、組成比を 触媒層 測定した。±3%程度の誤差はあるもの、生成物流量、組成 アルミナボール による保持 比とも同じ値を示し耐久性があることを確認した。触媒に ついては、12 時間分析を行った後、再度充填して実験を行 った。また、反応前後におけるカーボンバランスの変化は、 図 3 充填層型反応器詳細図 ±2%以内であることが確認された。さらに実験装置の精度 触媒の前処理として水素をマスフローコントローラーを を確認する目的で N2 を反応ガスに混入して、反応器の入り 用いて 0℃,1atm の標準状態で 20ml/min の流速に調整し、 口と出口の N2 流量測定誤差について確認したところ、±3% 300℃に設定した反応器に 2 時間流通させ、触媒の還元操作 程度の誤差が確認された。 を行った。その後、DME 流量をマスフローコントローラー、 次に、反応速度を決定する定数を充填層反応器の反応率 水流量をマイクロシリンジポンプで調整した後、160℃に設 から求めるため、W/F、反応温度、DME 分圧、水蒸気分圧 定した蒸発器に流通させた後、反応器に流通させた。反応 をパラメータとして DME 水蒸気改質を行い、生成ガス中 器の出口は、氷水により 0℃に冷却を行い、メタノールや の各成分比を測定し DME 転換率、 水素選択率を算出した。 水等の凝縮成分を捕捉した。その後、ドライベースでの出 表 2 に実験条件を示す。各実験において反応器出口は大気 口流速を多段式石鹸膜流量計にて計測し、TCD ガスクロマ 開放とし、反応器の全圧は大気圧下である。DME、水蒸気 トグラフィーを用いて H2,N2,CH4,CO,DME,CO2 の成分分析 の反応器入り口分圧の調整には反応に不活性な窒素を用い、 を行った。得られた各成分比率から、DME 転換率は(4)式、 ガス流量によって調整した。 水素選択率は(5)式により算出した。出口のおけるメタノー ルの割合は、転換した DME のうち、水素へ変化しないも 表 2 反応速度測定実験条件 のがメタノールであると仮定し、水素選択率を用いて算出 反応温度 [K] 548,573,598 [K] DME 分圧 [kPa] 10~25 [kPa] 水蒸気分圧 [kPa] 40~70 [kPa] S/C [mol/mol] 0.98~1.72 W/F [g-cat・h/mol] 0.1~10 [g-cat・h/mol] した。 − FDMEout F × 100 DME転化率 = DMEin FDMEin H 2 選択率 = FH 2out 6 × ( FDMEin − FDMEout ) × 100 (4) (5) 3. 実験結果 コールドトラップでトラップされた液体の成分をガスク ロマトグラフによって分析した結果、メタノール、水以外 実験結果の代表例として図 5 に 598K、DME 入り口分圧 の成分は検出されなかった。既存の研究によれば、反応に 20kPa 一定において水蒸気入り口分圧、W/F を変化させた より、ギ酸などが生成されることが報告されているが、今 場合の DME 転化率、水素選択率を示す。W/F が増加する 回の実験において、それらの成分はガスクロマトグラフの ことにより DME 転化率、水素選択率ともに上昇する傾向 測定限界以下の濃度であった。また、(1)式の DME 水蒸気 が確認でき、水素選択率の方が顕著に表れている。この傾 改質反応に加えて、以下の(4),(5)式の逆反応が同時に進行 向は各温度においても確認され、W/F の増加が主に式(3)の することが考えられるが、CO,CH4 成分においてもガスクロ メタノール分解反応の速度を向上させ、式(4)の DME の加 マトグラフの測定限界以下であったため、本実験では 水分解(メタノール生成反応)で生成したメタノールの H2 へ (4),(5)式の反応は進行していないと考えられる。 と転化を速めたことを示している。また、W/F=0.6~0.8 付 シフト反応 CO + H2O → H2 + CO2 ⊿H=-41.4kkJ/mol 近では DME 転化率が 0.2 程度となる一方、水素選択率は (4) 0.8 程度であることから DME の加水分解反応が DME から 水素への転換反応の速度を決定する律速段階となると考え メタネーション反応 CH4 + H2O → 3H2 + CO ⊿H=206.2kkJ/mol ることができる。 (5) 次に、温度、W/F を変化させた場合に対する DME 転化 率の依存性を検討した結果を図 6 に示す。上記で示した通 18 Journal of Japan Society of Energy and Resources, Vol. 32, o. 1 (− rDME ) :DME 反応速度[mol/g-cat/s] り W/F の増加に伴い DME 転換率が向上している。また、 rCH 3OH :メタノール生成速度[mol/g-cat/s] r H 2 :水素生成速度[mol/g-cat/s] 改質温度の増加により大幅に DME 転換率が向上している ことがわかる。これは改質温度の増加が式(3)の DME 加水 分解反応の速度を大幅に向上させたと考えられる。 DME 加水分解反応の反応速度 (− rDME ) = k1 p DME α p H O β 1.00 1.00 2 H2O partial pressure ◆ 40kPa ■ 50kPa ▲ 60kPa ● 70kPa 0.60 メタノール生成速度 0.80 0.60 0.40 0.40 0.20 0.20 0.00 0.00 α β α1 rCH 3OH = k1 p DME p H 2O − k 2 pCH 3OH p H 2O 水素選択率 [-] DME転化率 転化率 [-] 0.80 β1 水素生成速度 α1 rH 2 = k 2 p CH 3OH p H 2O β1 上記で示したように、DME の水蒸気改質反応は DME 水 蒸気改質反応に対して、メタノールの水蒸気改質反応速度 が非常に速いと考えられ、メタノール生成速度は 0 に近似 0.0 0.2 0.4 0.6 0.8 することができ、以下の式の仮定が成り立つ。これより 1.0 DME の水蒸気改質反応は総括反応速度式として、DME 加 W/F [g-cat・ ・h/mol-DME] 図 5 DME-水蒸気改質 水蒸気改質 (598K) 水分解反応速度式で近似可能であると考えられる。 DME 分圧:20kPa 一定 分圧 α β α1 k1 p DME p H 2O = k 2 pCH 3OH p H 2O 0.5 rH 2 = k1 p DME p H 2O = (− rDME ) α Reforming temperature ◆ 548K ▲ 573K ● 598K DME転化率 転化率 [-] 0.4 β1 β 気相反応は体積変化を伴い、分圧は反応率に伴って変化 する。体積変化を考慮した場合の DME 水蒸気改質反応速 0.3 度式は以下の式となる。 0.2 a (− rDME ) = A exp(− E RT )p DME p Hb 2O ( = A exp − E 0.1 ) a a (1 − X DME ) × p ( RT DME , 0 1 + 4 ⋅ y DME , 0 ⋅ X DME ) b b (2 ⋅ S / C − 3 X DME ) p H 2O , 0 ⋅ + ⋅ ⋅ ⋅ ⋅ ( 2 S / C 4 / 3 2 S / C y X ) DME , 0 DME 0.0 0.0 2.0 4.0 6.0 8.0 10.0 ここで S/C は水蒸気に対する炭素の割合、yDME,0 は初期 W/F [g-cat・ ・h/mol-DME] 濃度である。 図 6 各温度における DME 転換率 上式を充填層の設計式にあてはめると 4. 反応速度式の算出 a a (1− X ) Aexp− E pDME DME × ,0 ( ) 1 4 + ⋅ y ⋅ X RT DME , 0 DME X DME dXDME W / FDME,0 = ∫ 0 b b (2 ⋅ S / C − 3X ) DME pH 2O,0 (2 ⋅ S / C + 4 / 3⋅ 2 ⋅ S / C ⋅ yDME,0 ⋅ X DME) ( (1)式で示した DME 水蒸気改質反応は以下の式(2),(3)の逐 次反応で示され、各反応速度は以下のように表される。 k1 ) k2 (CH3)2O + H2O → 2CH3OH + 2H2O → 6H2 + 2CO2 上式より、DME、水蒸気の初期圧力 pDME,0、pH2O,0、DME k1 :DME 加水分解反応の反応速度定数 k 2 :メタノール水蒸気改質反応速度定数 初期濃度yDME,0、S/C(水蒸気炭素比)の各条件を用いて積分 することにより、目的とする反応率 X を達成するための 19 Journal of Japan Society of Energy and Resources, Vol. 32, o. 1 W/FDME,0 が求められる。A、E、a、b をパラメータとし、実 熱回収における操作条件を示す。前節にて求めた反応速度 験によって得られた W/F と計算によって得られる W/F の誤 式を用いて W/F と DME 転換率の関係を図 8 にグラフに示 差が最小になるパラメータの組み合わせを求め、決定した。 す 。 DME 転 換 率 0.95[-] を 得 る に は W/F:17.3[g-cat ・ 求めた誤差が最小となる A、E、a、b の値を表 4 に示す。 h/mol-DME]が必要となり、10MW の排熱を回収するのに必 得られた反応速度式の整合性を確認するために、充填層型 要となる触媒量は 36.7[m3]となる。この結果、排熱発生源 触媒反応器の設計式を用いて DME 水蒸気改質反応の反応 であるガスエンジンの装置体積に比べて大幅に小さいこと 率を計算し、反応速度式の検証を行った。実験によって得 がわかる。回生装置のより詳細な設計には反応速度だけで られた DME 転換率を横軸にし、反応速度式から計算され はなく、触媒への伝熱等を考慮した熱交換器を含めた設計 る同条件における DME 転換率を縦軸にとったグラフを図 が必要である。 7 示す。実験値と推算値の誤差の平均は 0.04 となり、最大 で 0.17 の誤差となった。誤差要因は実験における触媒充填 1.0 DME転換率 転換率 [-] 層の充填具合の不均一性等によるものと考えられる。 表 4 反応速度式中定数の定量結果 A 1.95×109 E 128.2 [kJ/mol] a 0.5 b 0.1 0.8 0.6 0.4 0.2 0.0 0 DME転化率 転化率 [-] 計算値 1.0 5 10 15 20 25 W/F [g-cat・ ・h/mol-DME] 0.8 図 8 DME 転換率と W/F 0.6 表 5 推算条件 0.4 ■548K ▲573K 0.2 ×598K 0.0 0 0.2 0.4 0.6 0.8 1 回収排熱量 [MW] 10 反応温度 [K] 573 反応圧力 [kPa] 101.3 DME 転換率 0.95 S/C 1.5 安全係数 1.2 DME転化率 転化率 [-] 実験値 図 7 DME 転換率の 転換率の実験値、計算値 表 6 排熱源(ガスエンジン) 5. 必要触媒量試算 必要触媒量試算 発電出力 [MW] 5.5 発電効率[%] 45.0 て検討した。排熱源をガスエンジンとし、排熱回収規模を 排熱出力[MW] (773K) 6.7 10MW とした。一般的なガスエンジンの仕様例を表 6 に示 寸法(全長/全幅/全高)[m] (11.4/3.2/5.0) す。1 台あたりの 573K ベースの排熱量は 2.68MW となり、 全体積[m3] 182 上記で求めた DME の水蒸気による改質反応速度式を用 いて、必要となる触媒量を試算し、実機化の可能性につい 総排熱回収量は約 4 台分の排熱量となる。また、表 5 に排 20 30 Journal of Japan Society of Energy and Resources, Vol. 32, o. 1 6.結言 .結言 V.A.Sobyanin, Applied Catalysis A: General, 216, pp. 85–90, (2001) 本報ではエネルギーの高効率利用の観点からジメチルエ 7) Kaoru Takeishi, Hiromitsu Suzuki, Applied Catalysis ーテルを用いた排熱の燃料化回生装置の設計に関して検討 A:General, 260, pp. 111–117, (2004) を行った結果以下のことが明らかとなった。 8) Yohei Tanaka, Ryuji Kikuchi, Tatsuya Takeguchi, Koichi Eguchi, Applied Catalysis B: Environmental, 57, pp. ・ジメチルエーテル(DME)の水蒸気改質反応の反応機構は 211–222, (2005) DME の加水分解反応が律速段階であると考えられる。 9) Thomas Mathew, Yusuke Yamada, Atsushi Ueda, Hiroshi Shioyama, Tetsuhiko Kobayashi, Applied Catalysis A: ・排熱源をガスエンジンとし、得られた反応速度式を用い General, 286, pp.11–22, (2005) て必要となる触媒量の試算を行った。その結果、触媒量 10) Yusuke Yamada, Thomas Mathew, Atsushi Ueda, Hiroshi 体積は排熱発生源に比べて大幅に小さく、十分に燃料化 Shioyama, Tetsuhiko Kobayashi, Applied Surface Science 回生装置が設計できることが示された。 Applied Surface Science, 252, pp. 2593–2597, (2006) 11) Toshiya Nishiguchi, Kengo Oka, Tomoaki Matsumoto, 参考文献 Hiroyoshi Kanai, Kazunori Utani, Seiichiro Imamura, 1) Applied Catalysis A: General, 301,pp. 66–74, (2006) エネルギー・資源学会; エネルギー資源ハンドブック, 12) Shinichi Suzuki, et al.; Development of Low-temperature (1999), 41-53, オーム社. 2) 資源エネルギー庁; エネルギー白書(2008). 3) 資源エネルギー庁; 総合エネルギー統計~(2007). 4) 省エネルギーセンター;工場群の排熱調査要約 (2000). 5) 中川二彦 , 斉間等 , 小林敬幸, 北川邦行 , 続木健 ;エネ DME Steam Reforming System for Fuel-cell Vehicles; 2005 Fuel Cell Seminar November 16 ,2005. 13) 田中高穂; ジメチルエーテル化学再生発電システムの 開発; R&D News Kansai, 417, (2003), 16-17. 14) 中垣隆雄; ジメチルエーテルを燃料とする化学再生発 ルギー・資源, Vol.28, No.1, (2007) 電システム; 東芝レビュー, 59, (2004), 62-63. 6) V.V. Galvita, G.L. Semin, V.D. Belyaev, T.M. Yurieva, 21
© Copyright 2025 Paperzz