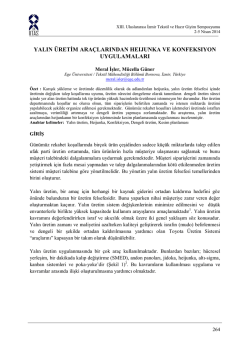
Hazırlayan: Zafer AY Yönetim Sistemleri Şefi DEMİSAŞ Döküm Emaye Mamülleri A.Ş. Vezirhan Beldesi 11130 Bilecik Tlf: 0 228 2331014 / 2282 mail:zafer.ay@demisas.com.tr DÖKÜMHANELERDE YALIN YÖNETİM VE UYGULAMALARI YALIN DÜŞÜNCE Bu tablonun tüm ekipler ile beraber değerlendirilmesinin ardından, çalışma konu ve grubuna göre alt ekipler oluşturuldu. Bu alt ekipler ana ekip ile beraber belirlenen çalışma konuları üzerine kaizen çalışması yapmak üzere görevlendirildi. • İç süreçlerimize farklı bir gözle bakabilmek, • Şirketimizdeki israfları görebilmek, • Müşterinin sesini duyabilmek, • Sistemi yeniden değerlendirmek ve israflardan arındırmak, • Şirketimizin yalın düşünceden nasıl yararlanabileceğini görmek amacıyla yalın düşünce modeline geçmeye karar verilmiştir. Üretimden örnek verecek olursak; • Analiz kaynaklı duruşların tespit edilmesi ve şiddet sırasına göre azaltılması kaizeni • Setup duruşları azaltma kaizeni • Arıza duruşlarının azalıtması kaizeni • Model kaynaklı duruşların azaltılması kaizeni • Stoper nozul duruşlarının azaltılması kaizeni Günümüzde özellikle sanayi şirketleri yoğun rekabet ve azalan karlar nedeniyle sıkıntıdalar, para kazananlar bile ciddi problemlerle boğuşuyor ve gelecekten endişeleniyorlar. Bu kaizenlerin başlatılması için ayrı ayrı ekipler belirlenmiş olup, bu ekiplere amaçları ve izleyecekleri yol aktarılmıştır. Bu kaizenlerin belirlenmesi ile birlikte, Demisaş A.Ş. de mesleki ve yalın eğitimlere ağırlık verilmiştir. Bu eğitimler alt kademe çalışanlara yönelik, yani forman postabaşı ve teknisyen düzeyinde çalışanlara verilmiş olup, kendilerinden saha uygulamaları da istenmiştir. Bu eğitimleri alan çalışanlarımız Takım Lideri adayı olarak uygulama aşamalarına katılmaya başlamışlardır. Yani Kaizen eğitimi alan tüm çalışanlarımız kendine ait birer kaizen uygulamasını takip ederek konu ile ilgili tüm çalışmalarını da yürütmüşlerdir. Mevcut durumdaki problemler; küresel rekabet şartları sonucunda gittikçe zorlaşmaktadır. • Maliyetlerin yüksek olması • Kar marjının düşük olması • Rakiplerinin ürünlerinin bizde olmaması • Yeterince satışın olmaması • Siparişlerin zamanında yetişmemesi • Hatalı ürünler ve müşteri iadelerinin olması • Müşterinin siparişleri sürekli değiştirmesi • Stokları koyacak yerin olmaması Alınan eğitimler ve uygulamalar şu şekilde gerçekleşmiştir: YALIN NEDİR ? • Kaizen çalışmaları ile 5 prensibe odaklanarak, tüm süreçlerdeki israfları yok ederek, mükemmel süreçlerden mükemmel sonuçlar yaratmak, • Bir üretim sistemidir, • Yönetimin davranışları ile desteklediği bir üretim modelidir. (Yalın‟ın yönetilmeye başlanılması, Gemba‟ya inilerek yaparak öğrenme, değişimi yukarıdan başlayarak öğretme) • İnsanları düşünmeye iten ve onları sürekli geliştiren bir sistemdir. • Bir iş modelidir. (Bir üretim taktiği değil bir iş stratejisidir) DÖKÜMHANELERDE YALIN YÖNETİM VE UYGULAMALARI Demisaş A.Ş.' deki proses sürelerini iyileştirerek ara stokları azaltmak ve sürekli iyileştirme çalışmalarını benimseyerek fabrikanın daha verimli çalışmasını sağlamak amacıyla yalın yönetim sistemine geçilmiştir. Ekipler kurulup proje planı, çalışma kapsamı ve çalışma yöntemi belirlenmiştir. ÇALIŞMANIN AMACI Ürüne değer katan ve katmayan faaliyetleri ayırt etmek, Yalın metot ve kavramları kullanarak, değer yaratmayan faaliyetlerin asgariye indirilmesi için üretim sürecini yeniden tasarlamak, iyileştirme konularını belirleyerek uygulama safhasına yönelik hazırlıkları tamamlamak. MEVCUT DURUM ANALİZİ Çalışılacak olan ürün grubu seçimi yapılarak mevcut durum analiz çıkarılmıştır. Mevcut Durum Haritaları, Bilgi Akış Haritası, Akış Süreleri, Tespitlerimiz, Yamazumi grafikleri, Kayıp zaman/kapasite analizi ve mevcut durum’da görünen israflar belirlenmiştir. • Problem Çözme Teknikleri (Temel) • Kaizen-Herkesin Katılımı İle Gelişim • Yalın Üretim • Hat Yönetimi (Takım Lider Rolü) • 5 S & Görsel Yönetim • SMED (Tekli Dakikalarda Model Değişimi) • Standart İş • Yerinde Kalite (Temel) • İşbaşı Öğretim • Yalın Liderlik / İlk Kademe Yöneticilerine Yönelik Bu alınan eğitimlerden kaizen eğitimi kapsamında çalışanlara örnek bir oluşturup, her bölümde standart mantıkta bir iş çıkması açısından bu disiplin ile birlikte hareket etmeleri istenmiştir. STANDART KAIZEN TOOLS • Kaizen kapak • Proje ekibi • 6N1K • Ana faaliyet planı • Beyin fırtınası • Balık kılçığı • Neden neden analizi • Çözüm kriter matrisi • Çözüm planı • Önce sonra kaizen • Tek nokta dersi • Yokoten uygulamaları • Toplantı tutanağı • Katılım takip Standart kazein tools formatında yapılan üstteki çalışmalar hem bölüm amirleri tarafından takip edilmiştir, hem de lotus paylaşım sistemi üzerinden server ile diğer kullanıcılara dağıtım yapılabilmiştir. Çalışmaların takibi Yönetim Sistemleri Ekibi ve danışman eşliğinde bir grup ile yürütülmüş olup sonuçları A3 Raporlama formatında aylık periyotlar ile yapılmıştır. Etkinlik de bu sayede takip edilmiş olup, çalışmaların tamamlanma yüzdeleri ve kazançları yönetim ile beraber değerlendirilmiştir. Kaizeni biten çalışana sistemde belirlenen bir kaizen otomatik olarak verilmiştir ve her kaizenin son sayfası bir sonraki kaizen konusu olarak yayınlanmıştır. Kaizen eğitimleri ve uygulamalarına seçilen kişilerin, her bölümünden çalışanların katılımıyla olmasına özellikle dikkat edilmiştir. GELECEK DURUM TASARIMI Yalın akışın tasarlanması, Gelecek Durum Haritası, Yerleşim Planı, Yamazumi hat dengelemeleri planlanmıştır. GÖVDE SERF 1 GÖVDE SERF 2 GÖVDE SERF 1 10 9 8 7 6 5 4 3 2 1 0 SERF 1 TAŞLAMA 1 TAŞLAMA 2 MASTAR 1 MASTAR 2 TAŞLAMA 1 TAŞLAMA 2 MASTAR MASTAR SES KONTR. 8 7 7 6 6 5 5 4 4 3 3 6 6 5 5 4 4 3 3 2 2 1 1 0 0 SIDE TRIM 1 SIDE TRIM 2 MASTAR SERF 2 GÖZ KONTR. TAŞLAMA 1 TAŞLAMA 2 MASTAR GÖZ KONTR. BRAKET SERF 2 8 8 7 7 6 6 5 5 4 4 3 3 2 2 1 1 0 BRAKET SERF 2 BRAKET SERF 1 8 7 BRAKET SERF 1 SERF 2 SES KONTR. 7 SERF 1 10 9 8 7 6 5 4 3 2 1 0 GÖVDE SERF 2 0 SERF 1 TAŞLAMA 1 TAŞLAMA 2 MASTAR GÖZ KONTR. SERF 2 TAŞLAMA 1 TAŞLAMA 2 MASTAR 1 GÖZ KONTR. 2 2 1 1 0 0 SERF 1 TAŞLAMA 1 TAŞLAMA 2 MASTAR GÖZ KONTR. SERF 2 TAŞLAMA 1 TAŞLAMA 2 MASTAR 1 GÖZ KONTR. Değer akış haritalama mantığına göre (VSM-Value Stream Mapping) tedarikçi aşamasından üretime, planlamadan müşteriye sevke ve üretimin ara işlemlerine kadar tüm prosesler, proses zamanları ve ara stok sayım çalışmaları yapıldı. Bu sayede her prosesin işlem süresi, hedefte kaç sayı yapabildiği, gerçekleşen olarak kaç yaptığı gibi verilerin tamamına tek bir tabloda sahip olma imkanı yakalanmış oldu. RESEARCH POSTER PRESENTATION DESIGN © 2012 www.PosterPresentations.com UYGULAMA Uygulama aşaması için belirlenen iyileştirme projeleri, kaizenler, hedef kazanımlar üzerine çalışılmıştır. Tüm çalışmalar sonunda uygulamanın yapıldığı bölgelerdeki makine ve hatların OEE değerlerindeki yükselişler kayıt altına alınmıştır ve o tarihten itibaren aylık ve haftalık olarak takip altına alınmıştır. Ayrıca her çalışanın bu değerlerden bilgi sahibi olabilmesi ve yaptığı işe daha hakim olabilmesi açısından günlük yapılan üretim toplantı odasına bu değerlerin grafikleri aylık ve haftalık olarak asılmaktadır. OEE’lerin iyileşmesi için çeşitli kaizenler yapılmaktadır.
© Copyright 2025 Paperzz