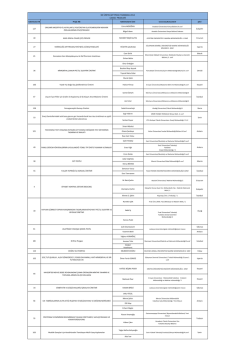
Hazırlayan : Mehmet Kazım KUBAT Üretim Şefi Demisaş Döküm Emaye Mamülleri A.Ş. Vezirhan Beldesi 11130 Bilecik Tlf : 0228 2331014 Mail : kazim.kubat@demisas.com.tr KATKI MALZEMESİ KULLANARAK BOYASIZ MAÇA ÜRETİMİ VE DÖKÜMÜ KATKI MALZEMESİ KULLANARAK BOYASIZ MAÇA ÜRETİMİ VE DÖKÜMÜ GİRİŞ : Dökme demir üretimi gerçekleştiren fabrikalarda gelişen teknoloji ve artan rekabet ortamında maliyet azaltma çalışmaları sürekli devam etmektedir.Bu amaçla dökme demir üretimlerinde kullanılan ve Cold – Box yöntemiyle üretilen maçalarda üretim sonrasında yüzey düzgünlüğü sağlanması için maçaların boyanma gerekliliği , boya maliyeti , işçilik , depolama sıkıntısı , üretim hızına yetişilememesi gibi problemler oluşturması nedenleriyle her zaman iyileştirme çalışmalarına açık bir konu oluşturmuştur. Bu amaçla dökme demir üretimi gerçekleştiren fabrikalarda boyasız maça kullanımı için yapılan proje çalışmaları büyük önem arz etmektedir. KATKI MALZEMESİ KULLANARAK BOYASIZ MAÇA ÜRETİMİ VE DÖKÜMÜ Resim 3’de görülen modelde ise daha küçük olan disa kalıplama hattında 2’li olarak yapılan havalı fren diski modelinde ise resim 4’deki modele göre ferro statik basınç daha düşük olacağından maçalar açısından daha düşük risk içermektedir.Bu tip durumlar da penetrasyon riski çok daha düşüktür.Parça dizaynı nedeniyle kırılmaya , çatlamaya yada metal penetrasyonu riskine daha yüksek oranda maruz kalabilecek maçalar için ise özel katkı malzemeleri ile boyasız döküm yapılabilir. Bununla beraber ferro statik basıncı azaltmak amacıyla yolluk ve besleyici dizaynlarında bazı değişiklikler yapmanın gerekliliği açıktır.Yapılabilecek değişiklikleri şu şekilde sıralayabiliriz. 1-) 2-) 3-) 4-) Besleyici yüksekliklerini mümkün olduğunca azaltmak. Pota döküm ucunu mümkün olduğunca havşaya yaklaştırmak. Havşadan aşağıya direk dolum yapmaktan kaçınmak. Metal debisini azaltmak . MAÇALARIN BOYANMASI : Cold – box maça üretim yöntemiyle üretilen maçalardan çıkan parçaların yüzeylerinin düzgün ve pürüzsüz olması amacıyla üretilen maçaların boyanması gerekliliği açıktır.Eğer maçalar boyanmadan üretim yapılması durumunda parça yüzeylerinden özellikle yolluk girişleri ve yolluk dizayni sebebiyle sıcak kalan bölgelerde maça penetrasyonu çıkarak parçalar sakata atılmaktadır. Resim 5 : Fren diski maçası dizaynı. 5-) HAMMADDE SEÇİMİ : Cold – Box yöntemi ile üretilen maçalarda metal penetrasyon riskini azaltmak için hammadde seçimi diğer önemli parametrelerden biridir.Cold – box yöntemiyle üretilen maçalarda temel hammaddeler olarak maça kumu , reçine ve amin gazı kullanılır.Maça kalitesini direk etkileyen bu hammaddeler mümkün olduğunca üretilecek maça prosesine uygun kalitede seçilme gerekliliği gayet açıktır. Resim 1 : Metal penetrasyonuna maruz kalmış havalı fren diskinin hava kanalları. Resim 2 : Metal penetrasyonuna maruz kalmış fren gövdesinin silindir ağzı. Yukarıdaki resimlerdeki örneklerden de gördüğümüz gibi havalı fren diski ve fren gövdesinin boyanmaması sebebiyle parçalarda metal penetrasyonu sonucu istenmeyen yüzeyler oluşmuş olup parçalar sakat olmuştur. Dökme demir üretimlerin de maçaların boyanmaması sebebiyle oluşan bu olumsuzluk bazı durumlarda maçanın boyanması durumunda bile oluşabilmektedir..Bu sebeple maçanın boyanması haricinde ek tedbirlere başvurulabilir.Bu gibi durumlarda ek tedbir olarak maçanın üzerindeki boya kalınlığı arttırmak , reçine oranlarını arttırmak , kromit kumu kullanmak , maçaya özel katkı malzemeleri ilave etmek hatta yüksek hassasiyetli parçalarda daha yüksek mukavemet sağlayan hot – box yada shell maça yöntemiyle maça üretmek şeklinde sıralanabilir. Cold – box yöntemiyle üretilen maçalardaki metal penetrasyonu riskini arttıran başlıca nedenleri şu şekilde sıralayabilir. 1-) PARÇA DİZAYNI : Su pompaları , egzoz manifoldları , fren diskleri , motor bloğu su çeketleri maçaları gibi parçaların dizaynları gereği ince cidarlı olması sebebiyle riskli maçalar grubuna girmektedir.Maçaların ince olması sebebiyle her türlü deformasyona açık olmaları , maçalarda atıklık problemi ve metal penetrasyonu riskleri nedeniyle maçalar boyanarak üretime verilmektedir.Bunun yanında bu tip maçalarda (Su ceketi maçaları) sadece boyama işlemi de yeterli gelmemekte olup çoğu zaman özel katkı kumları , özel boyalar (Zirkon esaslı) kullanarak maça üretim prosesi gerçekleşmektedir.Bu durumların haricinde riski en aza indirmek amacıyla bu tip maçalar daha yüksek mukavemet değerine ulaşılan hot – box ve shell maça yöntemiyle de üretilebilmektedir. Gelişen teknoloji ile birlikte reçine ve amin gazı tedarik eden şirketler yaptıkları arge çalışmaları ile günümüz şartlarına uygun kalitede reçine ve amin gazı üretmeye davem etmektedirler.Hammadde konusunda en sıkıntılı kaynak ise maça kumu için söylersek hata etmemiş oluruz.Özellikle Türkiye ‘deki dökümhaneler genel olarak maça ve döküm kumu konusunda sıkıntılar yaşamaktadırlar.Türkiye’de çıkarılan ve dökümhanelere pazarlanan maça kumları kalite açısından Avrupa kumunun çok gerisindedir.Bu sebeple Avrupa’daki dökümhaneler boyasız maçalı döküm çalışmalarında maça kumunun kaliteli olması dolayısıyla Türkiye’deki dökümhanelerden çok ileri seviyededirler.Türkiye’de faaliyet gösteren dökümhanelerin bir kısmı özel üretilen parçalar için yüksek maliyet oluşturduğu halde yurt dışından belirli oranlarda kum ithal etmektedirler. KATKI MALZEMELERİ KULLANARAK BOYASIZ MAÇALI DÖKÜM ÇALIŞMALARI Özel katkı malzemeleri son yıllarda dökümhanelerde yüksek hassasiyet de dökülen parçalarda ve boyasız maçalı döküm gerçekleştiren dökümhanelerde önemli bir gereksinim olmuş olup yapılan arge çalışmalarında boyasız maça uygulamaları için sürekli geliştirilmektedir. Belirli yüzde oranlarında maça kumunun içerisine karıştırılan maça katkı malzemesinin temel fonksyonu şu şekildedir.Maçanın temel hammaddesi olan maça kumu döküm esnasında metal ile temas ettiğinde doğal olarak ısı alış – verişi nedeniyle sıcaklığı artmaya başlamaktadır.Silis kumları 573 OC’de faz değiştirerek α → β faz dönüşümünü gerçekleştirir.Silis kumu faz değiştirme esnasında genleşmeye başlar.Kumun genleşmesi esnasında maça yüzeyi genleşmeye dayanamayarak çatlamaya başlar.Bu çatlama esnasında metal hala sıvı halde ise maça yüzeyinde meydana gelen çatlaklardan metal maça içlerine penetre eder.Bu durumda parça yüzeyinde istenmeyen sinterleşmiş kum ve metal kalıntıları oluşur.Bu penetrasyonu yukarıda bahsettiğimiz olumsuzluklar daha çok tetiklemektedir.Maça katkı malzemeleri ise belirli oranlarda maça kumu içine karıştırılarak ( %1 - % 4 arasında ) silis kumunun faz değiştirmesi esnasında meydana gelen genleşmeyi azaltmak için kullanılmaktadır.Silis kumu içerisindeki katkı malzemeleri 573 OC’de α → β faz dönüşümüne kadar sıcaklığın etkisiyle yanıp maça yüzeyinde küçük boşluklar oluşturur. α → β faz dönüşümü esnasında meydana gelen genleşme yanan katkı malzemelerinin oluşturduğu boşluk sebebiyle minimum düzeyde olması sebebiyle maça yüzeylerinde çatlak oluşma riski azalacak ve metal penetrasyonu oluşturmayacaktır. 2-) DÖKÜM SICAKLIĞI : Döküm sıcaklığı parça yüzeylerini metal penetrasyonuna karşı tetikleyen en önemli sebeplerden biridir.Metalurjik risklere karşı yüksek sıcaklıklarda dökülmesi gereken parçaların daha geç katılaşması ve maça yüzeyini daha yüksek sıcaklığa maruz bırakması sebebiyle parçaların maçadan çıkan yüzeylerinde her zaman için risk oluşturur.Bu durumda maçanın boyanması kaçınılmazdır. 3-) MODEL YOLLUK DİZAYNI Dökme demirler de maçadan çıkan bölgelerin yüzey düzgünlüğü için yolluk dizaynları çok önemlidir.Özellikle yolluk girişlerinin metal hareketi sebebiyle sürekli sıcak kalması metal penetrasyonu riski oluşturmaktadır.Bazı durumlarda parça üzerinde sürekli sıcak kalan bölgelerde yada yolluk girişi sebebiyle sıcak kalan bölgelere lokal boya uygulanarak maça üretimi gerçekleştirilebilir.Bu durumda boya maliyeti ve boya işçiliği azaltılmış olur. Resim 6 :Boyalı fren gövdesi maçası 4-) FERRO STATİK BASINÇ Dikey kalıplama makinelerinin boyutları , ürün gamına , parça boyutlarına , müşteri ihtiyaçları doğrultusundaki hızlarına , döküm parçalarının kalıplanabilme kabiliyetlerine göre değişiklik gösterir.Dikey kalıplama hatlarında daha büyük ölçülerdeki kalıplama makineleri küçük kalıplama makinelerine göre metal penetrasyonu açısından daha büyük risk içerir.Örnek olarak resim 3 ve resim 4 deki modelleri inceleyelim. Resim 3 : Küçük boyutlu dikey disa hattında üretilen 2’li fren diski dizaynı. Resim 4 : Büyük boyutlu dikey disa hattında üretilen 4’lü fren diski dizaynı. Yukarıda resim 4’de dikey olarak olarak kalıplanan ve büyük bir disa hattında dökülen havalı fren diski modeli görülmektedir.Müşteri ihtiyaçları doğrultusunda hızlı dökülmesi gereken aynı zamanda daha yüksek yolluk verimliliği sağlanması amacıyla modelde 4’lü olarak kalıplanan havalı fren diski parçasının alt sıralardaki parçalar ve dolayısıyla maçalar üst sıralardaki maçalara göre daha yüksek oranda ferro statik basınca maruz kalacak olması sebebiyle daha yüksek risk içermektedir.Bu durumda maçaların boyanması kaçınılmaz olacaktır.Çoğu durumda ferro statik basınç riskini bertaraf etmek için sadece alt sıralardaki maçaların boyanması yeterli olabilmektedir. RESEARCH POSTER PRESENTATION DESIGN © 2012 www.PosterPresentations.com Resim 7 : Katkı malzemeli fren gövdesi maçası Resim 8 : Katkı malzeme ilaveli maçayla dökülmüş fren gövdesi parçası Maça katkı malzemeleri daha önce bahsettiğimiz parça dizaynı , döküm sıcaklığı , model dizaynı , ferro statik basınç ve hammadde gibi riskler sebebiyle bütün parçalarda boyasız maçalı döküm konusunda aynı başarıyı göstermemektedir.Özellikle daha ince cidarlı büyük dikey kalıplama hatlarında dökülen ve dolayısıyla yüksek ferro statik basınca maruz kalan fren diskleri , su pompaları ve egzoz manifoldları gibi parçalarda ve Türkiye’deki maça kumu kalitesi de göz önüne alındığında başarılı olunması çok güçtür.Bu tür yüksek riskli parçalardan ziyade maçalı volan , baskı plakaları , fren gövdeleri , pim maçalarında boyasız maçalı döküm konusunda başarılı olma şansı daha yüksektir. Resim 9 : Boyalı baskı plakası maçası. Resim 10 : Katkı malzemeli baskı plakası maçası. Resim 11 : Katkı malzeme ilave li maçayla dökülmüş baskı plakası parçası. Demisaş bünyesinde 2014 başlattığımız çalışmalar neticesinde baskı plakası ve volan maçalarında katkı malzeme ilaveli boyasız maçalı dökümlerde % 90 oranında başarı elde edilmiştir.Fren gövdelerinde ise çalışmalar devam etmekte olup deneme ve ön seri çalışmalarında başarılı sonuçlar alınmışdır.Bundan sonraki süreçde ise özellikle fren gövdelerinde seri üretimler de boyasız katkı malzemeli maçalarla döküm gerçekleştirmek ve bunu diğer parçaların maçaları içinde yaygınlaştırmakdır.
© Copyright 2025 Paperzz