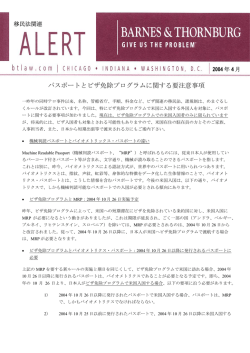
MRP 生産情報システムの EA に基づく要素分析 A Reference Model of MRP System’s Architecture NPO 法人技術データ管理支援協会 大塚 修彬 Nobuyoshi Otsuka Manufacturing Data Management Association 要約: 生産管理方式の典型である MRP 生産システ 活かす導入が出来る指針となることを期待する。 ム(以下 MRP)特にクラシカル MRP について、そ この特集号の別項「製造ビジネス・システム・ア の 特 徴 を 表 す 技 術 体 系 を 捉 え る た め に 、 EA ーキテクチャを捉えるための枠組み」に用意した枠 (Enterprise Architecture)の枠組みに沿って参照モデ 組みに沿って MRP の技術要素を分類し、要素間の関 ル試案を提示する。MRP における基準技術を 係について考察する。[2] DA(Data Architecture)に現れるデータの導出関係に基 づいて設定し、MRP を構成する技術要素として階層 (レイヤー)に位置付け、それらの関係について考 察する。 BA DA AA TA L-6 企業 NW L-5 ビジネスモデル L-4 ビジネスプロセス L-3 ビジネス活動制御 キーワード: エンタープライズ・アーキテクチャ (EA)、MRP、レイヤー、 1 はじめに MRP は最近では ERP パッケージの導入として行 われている。その導入の成功例は極めて少ないのが L-2 「もの」の管理 L-1 ものづくり技術 図 1.製造ビジネス・システム・アーキテクチャを捉える枠組 図の枠に EA を構成する技術要素を当てはめ、全 体像を本稿の3章図7.において表示する。 現状のようである。日経コンピュータなどに失敗例 なお、TA(テクノロジー・アーキテクチャ)に関し として掲載されることが多い。竹内芳久氏の報告に ては情報技術の専門的知識を要するので、説明は省 よると日産いわき工場の生産システムを立ち上げる 略する。MRP は ERP パッケージとして提供される。 時点で、MRP で期待通りの管理工数削減や在庫削減 ERP の情報基盤は各パッケージによって異なるの 効果を得た企業は殆どなく、活動面からの評価に満 で他のパッケージと組み合わせる場合は注意が必要 足のいく水準にあるものはほんの少数に過ぎない。 である。 [1] 失敗の原因は MRP を機能の連鎖として捉えて導 入するところにある。 そこで機能論に代わってアーキテクチャに着目し て MRP を導入するように技術要素を分析して、 アー キテクチャとしてどのような特徴があるか整理する。 そして将来それら MRP のアーキテクチャの特徴を 2. MRP/ERP の生産管理技術の位置づけ枠組み 2.1. レイヤー1 : ものの種類と機能(活動の パターン) 製品構造と製造方法の表現方法としての部品表 MRP/ERP の製品構造と製造方法は部品表(BOM) とラウティング(Routing)で表現される。BOM は 図1.親子関係を利用する部品表に示すように二項 が二項関係の親子関係で表現されているために構成 関係で表現された階層構造で表され、Routing は図 が違うと品目名を変える必要が生じ、部品表の多重 2.工程表による製造方法の表現に示すように品目 コピーを行うことにより BOM のデータ数が爆発的 (製品・部品レベル)毎に工程手順を表現する。 に増大する。そのために BOM の更新作業に膨大な 工数がかかり最新状態の維持が困難になっている。 A−a A 設計変更が生じると図3.に示すように品目Aの 類似品A’ができ、その構成部品の中で違う部品dだ A−b けでなく同じ部品であるa,bも構成データとして A−c a b c 登録することになる。これがデータ数の爆発の原因 である。このようにして類似品が作成されていくが 構成データ 左記による品目Aの構造 MRP では類似品を扱う機能がない。[4] 図1.親子関係を利用する部品表 類似品機能の取り扱い欠如 A工順1−溶接 A工順2−研磨 A工順3−組付 左図の Routing Data は部 品aを幾つかの材料を溶接 し、次に研磨し、組付けて 作ることを表す。 そのためにその管理は別に戦略的に管理しないと わからなくなるので、部品の標準化などの改革がや りにくくなる。このことは PLM を導入した場合にも 同じ事が発生するということを東芝が全社的に PLM を導入した事例発表のセミナーで注意を促し ていた。 工程表データ 図2.工程表による製造方法の表現 A−a BOM はアセンブリー型の製品構造をあらわすデ A−b ータ構造であるが、Routing を加えることによりジョ A−c A A′−a A′−b a b c A′−d ブショップ型にも適用できるようになっている。 Goldratt が指摘しているように部品表は磁気テー 品目Aの構成データ 類似品目A′の構成データ プ時代のデータ構造であり、[3]BOM と Routing が 分離していることにより随所にムダと無理が生じる 図 3.設計変更に伴う構成データの複製 原因となっている。 BOM は当初のものでは、現実と合わないためにい 資材調達に関するリードタイム固定 ろいろと工夫を加えないと使えない。そのために現 その他に MRP/ERP のデータに必要な項目として 実にはないファントム品目で補正していたりする。 固定リードタイムがある。リードタイムは品目毎、 これは BOM に含めるが、計画対象からは外し在庫 コントロールセンター毎に設定する。最近では変動 引き当ては可能にする為に使用するものである。 リードタイムを設定することも出来るようになって 品目コードと部品表の爆発的増加 いるものもある。このリードタイムの設定の巧拙は BOM では品目のアイデンティファイのために機 能や形状が同じもので色だけ異なる部品や、外見が 同じでも強度が異なる部品など計画・管理が必要で MRP/ERP の正否を決定するほど重要なものである。 レイヤー1のアプリケーションは BOM と Routing を管理するものである。 あれば独自の品番を付ける必要がある。そのために データ数が増加するという弱点がある。さらに BOM 2.2. レイヤー2 : ビジネス活動の対象物とそ の管理 計画(CRP)により計画された各品目の生産に必要 現物の識別をしないタイム・フェーズド・プランニ な能力をタイム・バケット内で負荷調整し、生産資 ング 源(設備、労働力など)を手当てする。 MRP/ERP では、BOM と Routing を基準にして図 図4 . シングル・ペギング 4で示すようにシングル・ペギング方式で工程別に 分解し、タイムフェーズされたタイムバケットに基 A づく計画量を作成し、管理することが基本である。 E (図5 Time Phased Planning とタイムバケット方式 の問題)従ってタイムバケット毎の品目の計画量が J F K L G K H 現物識別の対象となる。シングル・ペギング方式で P 展開するために作っている共通品目がどの親品目の もので使われるのかが分からない。その結果、設計 変更やオーダーの修正に対してどの部品が影響を受 Q Q R S P Q 子品目の調達計画が、どの親品目の調達計画のためのものであるか、 分るよう紐付けする。ただし、タイムバケット毎に集計するので、組立 部品 K に余剰在庫が存在し、正味所要量計算した場合、調達する部 F に何個使われるか判断できない。 品 Q がコンポーネント部品 けるのかどうかの判定を難しくするという欠点があ る。 生産計画の修正が困難 またタイムフェーズドプランニングは部品調達と オーダーの変更や飛び込みオーダーなどにより、 負荷調整を同時に行えないことを意味し、在庫を持 再度生産計画を行うと当初の在庫引き当てが別の製 つことを前提としたやり方になっている。[5] 品に引き当てられ、前の生産計画では納期遅れがな さらに部品調達と負荷調整を同時に行うために実 いオーダーが、再生産計画により納期遅れになる場 行可能性が保証されていないことも問題である。こ 合が発生するなどの問題点を抱えている。 の実行可能性をあげるために MRPⅡではラフカッ 現物管理と生産計画の乖離 ト・プランニングの機能を追加したが、それでも実 行可能性を保証するまでには至っていない。 また、タイムバケット単位の数量で現物を捕らえ るために現物に関するトレースを行って品質保証で きない。そのためにそれを補うことを Manufacturing レイヤー1「データ構造」との関係および Execution System(MES)で行っている。 レイヤー2のアプリケーション MRP/ERPの BOM は共通部品が管理できるシング ル・ペギング方式での部品展開(図4.シングル・ 2.3. レイヤー3 : ビジネス活動とその管理 現場任せのビジネス活動の制御 ペギング方式による部品展開参照)が基本で、最近 MRP/ERP ではオーダーリリースにより現場を制 のものではフル・ペギング方式も可能にしている。 御する。しかし、図 5.に示したように実際の加工 [6] リードタイムとタイムバケットで指示したリードタ レイヤー2でのアプリケーションは資源所要量計 イムに開きがあるために日程計画に間延びが生じて 算(MRP)である。まず上記のシングル・ペギング いる。そのために現場の制御はオーダーリリース後 方式を利用して工程別に部品の使用量を算出し(所 現場任せとならざるを得ない。このことは納期保証 要量計算) 、最初に在庫を引き当てて正味所要量を計 状問題となる。 算し適正なロット編成を行う。その後で資源所要量 また、ビジネス活動の管理はオーダーを品目毎に 計算を行って、従属品目の必要量と必要時期をタイ 発行し、品目毎の在庫量の移動を監視することによ ムバケット上に階層構造の一番下、ローエスト・コ り行われる。 ード(Raw Material)迄計算して Raw Material(購 入品)の補給計画を決定する。さらに生産能力所要量 層の違いを示していて米国ではノルマというかたち 図5 .Time Phased Planning と タイムバケット方式の問題 1 2 3 4 5 6 7 8 9 10 製品 で現場管理をやりがちであることを示している。日 本では現場任せとなり問題である。 ロジスティクス ユニット MRP は販売に対する商品の供給を保証し、生産に 組立部品 溶接部品 対しては資材の供給を保証する仕組みである。この プレス部品 素材 ことにより従来の生産のみに注目した資材購買によ 間延びするリードタイム 実際の加工 リードタイム る資材の過剰在庫の発生や資材の不足を防ぎ企業に おけるロジスティクスを確立した。 レイヤー3のデータ・アーキテクチャとアプリケー レイヤー4のデータ・アーキテクチャとアプリケー ション・アーキテクチャ ション・アーキテクチャ タイムバケットに基づくオーダーリリース このレイヤーで一番基本となるものは MPS を作 ショップフロアー・コントロールのアプリケーシ 成するアプリケーションで、その際にラフカット能 ョンにより計画されたオーダーを MRP、CRP で在庫 力計画(RCP)で実行可能性をチェックする。その 引き当て後のタイム・バケット型所要量計画で準備 際、リードタイムを長くすることで実行可能性を保 された部品を利用して計画通りに実行できるように 証している。実行可能な MPS を用いて MRP、CRP オーダーリリースする。 および SFC のアプリケーションで一連のビジネス・ プロセスをサポートする。 2.4. レイヤー4 : 業務機能 MPS を中心とするビジネス・プロセスとその連携 図6. MRPシステムの基本サブシステム構成 MRP/ERP では計画性を重視して需要予測を基に ディマンド・ デ ィマ ン マネ ジメ マネジメント して大日程、中日程計画に相当するプロダクショ ン・プランニングを資源所要量計画(RRP)で必要 資源を確保しながら作成し、その計画を基にさらに ・品目 B/ ・B/M M ・在庫 在 需要予測を参照しながら、実施の際の基本である MPS(基準生産計画)をラフカット能力計画(RCP) ・ コントロール セン ー 、ワ ークセン ・ 加工手 加 工 手順 で生産可能性を確保して作成する。 プロダクシ プ ロダ ク ョン シ ・ププ ラン ・ ラニング ンニ 資 源所要 RRP) 計 (RRP ) 基準 生産 画(MPS ) ラ フカッ ト RCP) 計 (RCP ) 資材 所要 資源 MRP 計 (MRP) ) 生産 能力 要 量計 (MRP) MRP ) MPS を実行する際に BOM を展開して在庫引き当 て後に資材所要量計画(MRP)でタイムバケット毎 ショップフロア コントロー (SFC) SFC ) の生産量を決定し、生産能力所要量計画(CRP)で 計画した各品目のプライオリティを実行する生産能 (中根甚一郎編著 「総合的 MR P システム」、1 984 力の手配を行い、必要であればロットまとめを行っ て、ショップフロアー・コントロール(SFC)でオ 2.5. ーダーリリースして生産を実施する。 生産・販売形態、ビジネス・モデル MPS は MRP/ERP のビジネス・プロセスを連携す レイヤー5 : ビジネス形態 MRPの前提は立てたMPSが狂わないことである。 るための基本的なデータである。それらの関係を示 実行可能性を保証するためにリードタイムを長くし しているものが図 6.MRP システムの基本サブシス ていることから受注生産型を取ることが難しい。そ テム構成である。従って、典型的な計画重視型のや のために長い期間の需要予測による見込み生産をせ りかたで、このことは米国流の現場と管理者側の階 ざるを得ない。すなわち、MRP/ERP の生産・販売形 態は見込み生産による大量生産・大量販売型となっ ニングとして生産量、生産時期を決定し、MPS の実 ている。大量生産を効率よく行うために計画的に生 行可能性を確保する。そうすることによって計画の 産計画を立て、タイムバケット毎の品目生産量を確 連続性を確保しながら実行計画を作成することが出 実に生産できるようにしているのが特徴である。従 来る。従って需要予測の精度により在庫品を大量に って、需要予測が必須であり、その予測ソフトの精 生産する危険を完全に避けられた訳ではない。 度が在庫に及ぼす影響は大きい。 オーダーの変更処理については複数のタイム・フ 2.6. レイヤー6 : 企業関係 ェンスを設けて行う。需要タイム・フェンスは最終 系列・サプライチェーン概念を持たない仕組み 組立リードタイム内での修正のために設けられ、緊 理論上のSCM、DRP 急時のみ対応できる。その場合は部品や全ての構成 MRP は60年代に登場して以来、クローズド・ル 部品が在庫状態での修正なのでコストが高くつき顧 ープMRP、MRPⅡ,ERPと発展してきた。[7]従って、 客の値上げがない限り対応は出来ない。計画タイ 当初はグローバルも、企業間のネットワークも余り ム・フェンスは製造リードタイム内での変更の対処 考慮されていない。系列あるいはサプライチェーン のために設けられ、変更は交渉により対応できる範 をサポートする概念はなかったのである。近年は系 囲であるが限られている。計画タイム・フェンスを 列あるいはサプライチェーンなしでは生産管理が成 越える修正・変更(つまりまだ生産計画に入ってい り立たないくらいに企業間の連携が必須になってき ないもの)は柔軟に対応できる。その他にも「もの」 た。そのための対応として MRP/ERP は製造業の調 を把握するデータの構造がレイヤー1で述べたよう 達・社内・販売の各物流を主体に流通資源計画(DPR) になっているために計画変更への柔軟な対応はさら として集中管理方式で行えるように理論的に整えら に困難となっている。 れてきた。しかし、日本では DPR は理論の紹介のみ 生産計画における制約 で実際に実行されてはいないとのことである。 このことは、デル方式のオプション部品による BTO 型マスカスタマイゼーションは可能であるが、 TOC との不整合 さらに ERP では Theory Of Constraints(TOC)を適用 部品の変更によるマスカスタマイゼーションは不可 したスケジューラーAPS との連携を行っていると言 能であることが判る。 っている。しかし、MRP のデータ構造と TOC のデ ータ構造は根本的に違ったかたちをしている。APS レイヤー5のデータ・アーキテクチャとアプリケー パッケージの中核である BOM の持ち方には少なく ション・アーキテクチャ とも2種類あるようである。[8]一つは MRP 型の持 需要予測が抱える問題点 ち方で BOM とラウティングで持っているものと、 MRP/ERP が成り立つための概念に独立需要品目 二つ目は TOC 型で BOM とラウティングを統合した と従属需要品目がある。独立需要品目は市場に直結 ネットと呼ぶ持ち方である。ERP パッケージと TOC した需要で、他の品目と無関係な品目であり、従属 の方式とではデータの持ち方が違うために TOC 型 需要品目は他の品目の需要に直接関係しているか、 である APS の適用は難しい。 または導き出される品目である。この独立品目が需 MRP の SCM 上の弱点 要予測の対象となる品目であり、この需要予測を行 MRP/ERP でのサプライチェーンは主たる対象で うアプリケーションが必須である。これにより全品 ある卸売業や小売りをカバーしていない。そのため 目の需要予測する場合の過剰在庫問題を解決した。 にその対応としてインターフェースをとってサプラ その需要予測を MPS(基準生産計画)として落とし イチェーン・ベンダのソフトウエアとの連携で行お 込むことが重要で、その際に資源所要量計画(RRP) うとしている。 で必要資源を確保しながらプロダクション・プラン レイヤー6のデータ・アーキテクチャとアプリケー ション・アーキテクチャ しかし、現在の製造業がおかれている状況を見る このレイヤーでのアプリケーションは、SCM の基 と製品リードタイムはますます短くなり、さらに顧 になるロジステイクスを捉えるアプリケーションが 客の要望に柔軟に対応しないと直ぐにソッポを向か 必要である。それらには需要計画/予測、配置計画、 れる状況である。顧客の要求に柔軟に対応しようと オーダー管理、在庫管理、倉庫管理および配送計画・ すると仕様変更に如何に対応するかがキーとなる。 管理がある。MRP/ERP が持っているアプリケーショ ところが MRP/ERP は仕様変更に極めて弱いという ンは配置計画、オーダー管理および在庫管理が主で 欠点を持っている。 あり、パッケージによっては機能が満してないもの もある。[7] また MRP の負荷調整はタイムバケット方式をと るために最終工程のみの実行可能性しか保証できな 多くの ERP パッケージで DPR アプリケーション い。また、タイムバケット内の納期調整しか出来な を取り入れているが、進んだ機能を提供しているの いために能力オーバーになると残業で補ったり、外 は APS パッケージである。 注に出したりして調整する必要が生じることも欠点 である。 3. MRP/ERP 生産システムのパラダイムのまと 今まで生産管理システムは MRP で材料制約を解 め 決し、その上で、TOC で資源制約を解決して来た。 部分的導入が出来ない MRP そして現在ではさらに、仕様制約を解決する生産シ 70年代 MRP を日本の製造業に導入を指導して ステムが要求され、その構築が模索されている。[13] いた頃、IT 化の状況は個別システムで、統合化され このことは生産システムの進化が求められているこ ていないために後始末的で進捗とか督促による消火 とを示す。そして MRP はこの進化のスタートを切 作業的なものであった。それらを解決するため、上 ったという功績があると言える。 流システムの生産計画がしっかり確定させれば下流 適用のための考え方 のシステムも上手く機能していくと MRP の導入を 以上の考察から、MRP 生産システムが一番うまく 推奨した。しかし、MRP は計画主体の統合システム 適用できるのは少品種多量生産の企業である。日本 であるために導入に手こずり苦労した。 の多量生産型製品は既に多くが海外、特に中国や東 パラダイムの特徴 南アジアに移っていて日本では数少ない。従って、 吉谷龍一氏が指摘しているように MRP の特徴は MRP を日本企業が採用するのは海外進出した海外 MPS に象徴されるように計画中心のシステムであ の工場への適用が一番うまく行くことになる。その る。計画した MPS が実行できるように負荷調整と資 際には日本の本社機能で海外の工場の BOM とラウ 材調達計画を行う。そして計画がうまくいくために ティングのデータを管理できるような体制を持って は需要予測が前提である。このことは規格品の大量 いないと両者のデータの不整合で問題を起こすこと 生産を意味し、Goldratt が指摘したように在庫を前提 になるので考慮が必要である。 としたシステムであることを示している。また、吉 その他に MRP 特に ERP を採用することが考えら 谷龍一氏は受注生産特に個別受注生産は MRP に適 れるのは、欧米の海外工場である。この場合は多量 していないと「MRP システム」という本で指摘して 生産でない可能性が大きいがそれでも採用を考慮す いる。[10]今回の要素分析によっても多量生産向け る必要がある理由は、他社との企業間連携を考える のシステムであることが基本であり、その上にいろ とき、欧米は ERP を導入している場合が多いので採 いろと工夫をして現在の生産計画にも合うように改 用した方が連携しやすいことにある。特に、欧米は 良してきていることが伺える。 日本のシステム化は自社開発のレガシーシステムで さらに現在では、進化して個別受注生産でも MRP が適用可能との実施例が紹介されている。[6] [11] 遅れていると思い込んでいるのでコミュニケーショ ンを取ることが大変であることが想像される。 レイヤー ビジネス・ データ・ アプリケーション・ア テクノロジー・アーキ ス テー ク と視点 アーキテクチャ アーキテクチャ ーキテクチャ テクチャ ホールダ レイヤー6 アセンブリー型 集中制御型 流通資源計画 経営者と 企業関係 SCM (DPR) その連合 レイヤー5 在庫を前提とし 需要予測,資源所 事業管理 ビジネス形態 た規格品の大量 要量計画(RRP) 者 生産 レイヤー4 生産計画 MPS を マスター・スケジ 機能部門 業 務機能 とそ 中心とした所要 ューリング計画 管理者 の連携 量計算MRPによ (MPS) る連携 規定なし オーダーリリース ショップフロア 作業管理 ビ ジネス 活動 ー・コントロール 者 の制御 (SFC) レイヤー3 レ イヤー 2ビ タイムバケット 品目別、単位期間 所 要 量 計 算 大容量かつ修理 資源供給 ジ ネス対 象物 内数量 別の生産数量、在 (MRP) ,生産能 効 率 の 高 い 管理者 庫量 力所要量計画 DBMS 管理 (CRP) レイヤー1 種類と機能 規定なし BOM とラウティ BOM 管理 ング 製品/製造 技術管理者 図7.EAに沿う生産情報システム・アーキテクチャ枠組 しかし、ERP を採用した場合は、コア・コンピタン ている例が日本にある。ERP を採用するかどうかは スが発揮しにくいのでERPの周りに自社独自のシス どちらが有利かを慎重に検討して決定することが肝 テムを構築する必要があると考えられる。MRP 生産 要である。 システムを導入して資材所要量計画を立てた後で現 場制御のためにスケジューラを自作して欠点を補っ 4. おわりに 本論文は文献を基にして作成した。そのために解 [8] 佐藤知一: 「APS システム」『 「生産現場情報化 釈を間違えて論じている恐れがある。もしその点を ハンドブック」第2部 18 章』 、工業調査会、(2004) 発見された方はぜひご指摘をお願いしたい。本研究 [9]手島歩三: 「生産システムの管理方法と今後の可 部会の皆様方には MRP 他いろいろな生産管理に関 能性」 ,雇用・能力開発機構高度ポリテクセンタ することをご教示頂いた。篤くお礼申し上げる。 ー,セミナーテキスト,2003 [10] 吉谷龍一、中根甚一郎: 「MRP システム」 、日 刊工業新聞社、(1977) (参考文献) [1] 竹内芳久: 「日産 VQ エンジンいわき新工場の挑 戦」 ,日本能率協会マネジメントセンター,1995 [2] 手島歩三: “製造ビジネスシステム・アーキテク [3] [11] 中根甚一郎編著「BTO 生産システム」 、日刊工 業新聞社、2000 [12] 隅田和行監修、鳥羽登: 「SE のための MRP」 、 チャ参照モデル” 、日本生産管理学会論文誌,第 日刊工業新聞社、(1995) 巻,第号,pp.-(2006.) [13] 山田太郎: “顧客は仕様でモノを買う” ,日経デ Eliyahu M. Goldratt:”The Haystack ジタルエンジニアリング,pp132.-135.(2002.10) Syndrome”,North River Press,1989 [4] 手島歩三:“オブジェクト指向で業務改革を推 著者略歴 進”,日経コンピュータ,pp142.-147.(2002.2.11) 出生・1941 年福岡県,最終学歴,1964 年九州工 [5] Eliyahu M. Goldratt:”The Race”,North River 業大学金属工学科卒,NPO 法人技術データ管理 Press,1986 [6] 中根甚一郎編著: 「総合的 MRP システム」 、日 刊工業新聞社、(1984) [7] 松原恭司郎: 「図解 ERP の導入」 、日刊工業新聞 社、(1997) 支援協会理事長, 経営情報学会会員、 主要著書: “生 産システムの管理方法と今後の可能性” , 生産現場 情報化ハンドブック編集委員会編: 「生産現場情報 化ハンドブック」第2部第1章,工業調査会,2004 (E-mail:pxn07367@nifty.ne.jp)
© Copyright 2025 Paperzz